
5 ти осевые станки для обработки дерева
Обновлено: 15.09.2024
Производим и продаем фрезерные пятиосевые станки с ЧПУ по дереву, металлу, пластику, камню и другим материалам.
У нас можно купить 5-ти осевой станок российского производства по доступной цене с завода-изготовителя.
Наши пятиосевые станки представляют собой фрезерно-гравировальное оборудование с числовым программным управлением.
В качестве системы ЧПУ используется пульт собственной разработки под управлением LinuxCNC в защитном исполнении и стойки Heidenhain, Delta или российские Балт-Систем, Титан в зависимости от решаемой задачи или предпочтений заказчика.
Обрабатываемые материалы
В зависимости от задач заказчика наши инженеры помогут не только подобрать оборудование, но и проконсультируют по технологии обработки, выбору инструмента и режима резания.
Применение пятиосевых станков
Наши пяти осевые станки используются на предприятиях различных сфер: от стоматологических лабораторий, где с их помощью изготавливают зубные протезы и коронки, до предприятий авиастроения, где наши 5д станки используют для обработки крупногабаритных изделий с особо сложной геометрией.
Комплектация станков
В зависимости от стоящих задач наши 5-ти осевые станки могут быть доукомплектованы измерительными щупами, автоматической сменой инструмента, системой СОЖ, защитным кабинетом, вакуумным столом и другой полезной оснасткой, которую мы производим также сами на своем заводе.
Если требуется консультация инженера
в конце 1985 года компанией Deckel Maho впервые был представлен круглый наклонно-поворотный стол для пятиосевой обработки на фрезерных станках.
Вращение стола (четвертая ось) и поворотные движения двухопорного механизма (пятая ось) контролировались сервоприводами и "адаптированным управлением" так называлось УЧПУ в то время.
Но системы CAD не были готовы к тому времени полностью использовать все возможности 5-осевой технологии.
Спустя два года в конце 1987 года компания выпустила пятиосевой фрезерный центр MH 700 S, который сразу стал очень популярным. С магазином на 36 инструментов стало возможным обрабатывать сложные детали без обслуживающего персонала, без перерывов, в ночное время от начала и до конца.
Это существенно повысило производительность и рентабельность при производстве пресс-форм и инструмента.
С тех пор развитие в 5- осевой обработке шагнуло вперед и практически все станкостроительные фирмы мира производят такие станки.
Что умеет пятиосевой фрезерный станок
5-и осевой станок умеет все то же, что и обычный фрезерный 3-х осевой + имеет две дополнительные поворотные оси, которые позволяют вести обработку со всех сторон изделия, в том числе и под углом к поверхности.
Две дополнительные оси обеспечиваются, в основном, поворотом стола на 360° и его наклоном (наклонно-поворотный стол) или поворотной фрезерной головкой.
Основное требование к 5-и осевому станку - одновременное управление всеми 5-ю осями, т.е. станок должен иметь 5-и осевое ЧПУ.
Преимущества ипользования пятиосевого фрезерного станка
Обработка изделий сложной формы: в оборонной и авиакосмической отраслях, а, также, на промышленных предприятиях, где требуется обрабатывать с высокой точностью сложные по форме изделия, применение 5-и осевых обрабатывающих центров дает максимальный эффект. Дополнительные оси позволяют обрабатывать дуги, углы и сложные поверхности (такие как лопатки турбин, импеллеры и т.д.). При трехосевой обработке это требует переустановки изделия, что уменьшает точность обработки и требует дополнительного времени;
Увеличение срока службы инструмента: пятиосевая обработка позволяет ориентировать детали ближе к режущему инструменту: оптимальный наклон позволяет использовать более короткий режущий инструмент, который будет меньше вибрировать, что приведет к повышению ресурса инструмента и улучшению поверхности изделия;
Готовое изделие за одну установку: обработка изделия без переустановок существенно сокращает время цикла обработки и повышает эффективность;
Оси пятиосевого фрезерного станка
Оси станков с ЧПУ маркируются согласно ГОСТ 23597-79 (СТ СЭВ 3135-81) Обозначение осей координат и направлений движений.
Ось Z - (за исключением случая, указанного в п.2.5.) определяется по отношению к шпинделю главного движения, то есть шпинделя, вращающего инструмент в станках сверлильно-фрезерно-расточной группы или шпинделя, вращающего заготовку в станках токарной группы.
Пример 1-осевой машины - сверлильный станок. Инструмент в станке движется только по оси Z вверх и вниз.
Ось X - определяет продольное движение инструмента и должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки в станках фрезерно-расточной группы. В станках токарной группы - по радиусу заготовки.
Пример 2-осевой машины - токарный станок. По оси X движется резец перпендикулярно оси вращения шпинделя. По оси Z резец движется параллельно оси вращения шпинделя.
Ось Y - образовывает вместе с осями X и Z правую прямоугольную систему координат. При использовании 3-осевого станка пользователи могут перемещать инструмент вдоль оси X и Y, используя ось Z для перемещения вверх и вниз.
Пример 3-осевой машины - подавляющее число станков фрезерно-расточной группы имеют по три оси, что позволяет обрабатывать концевым инструментам без переустановки только одну сторону изделия.
Оси A, B и C - буквами A, B и C обозначаются вращательные движения вокруг осей соответственно X, Y и Z.
5-и осевые станки дополнительно к трем осям X, Y, Z имеют две дополнительные оси вращения в зависимости от конфигурации станка.
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует:
- В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z - в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси X обеспечивает поворотные оси A, C. Ось С - вращение стола, ось А - вращение опоры стола.
- В вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z - в вертикальной плоскости. Двухопорный наклонно-поворотный стол, расположенный вдоль оси Y обеспечивает поворотные оси B, C. Ось C - вращение стола, ось B - вращение опоры стола.
- В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Двухопорный круглый стол обеспечивает поворотные оси A, B. Ось В - вращение стола, ось А - вращение опоры стола.
- В станках с поворотной шпиндельной головкой наклонные подачи шпинделя обеспечивает головка. Такие станки могут использовать любую комбинацию поворотных осей AB, AC или BC
- В станках с различными коминациями поворотной шпиндельной головки и поворотного стола также используется любые комбинации поворотных осей AC или BC
Все конфигурации станков имеют свои преимущества. Например, станки с поворотным столом вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины с поворотным шпинделем могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.

5-осевой станок на базе вертикального обрабатывающего центра

5-осевой станок на базе горизонтального обрабатывающего центра

5-осевой станок с поворотной шпиндельной головкой
Отличия пятиосевого фрезерного станка от станка с конфигурацией 3 + 2
Важно различать 5-осевую обработку и 3 + 2 - осевую обработку.
5-осевая машина осуществляет непрерывную одновременную обработку по всем пяти осям, чтобы фреза оставалась оптимально перпендикулярной к поверхности детали. Система ЧПУ выполняет 5-осевую программу обработки.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Результаты при использовании непрерывной или индексированной 5-осевой оси вполне сопоставимы.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.

5-осевой станок компании Haas

2х-опорный наклонно-поворотный стол для 5-осевой обработки

5-осевой станок компании Mazak
Как получить наибольшую эффективность при 5- осевой обработке
Чтобы эффективно использовать возможности 5-осевого станка (который часто используют как 3-осевой станок) необходомо следующее:
- Требуется обучение и тренировка персонала, чтобы он в полном объеме представлял все возможности станка
- Требуется программное обеспечение, необходимое для создания программы обработки, которое бы использовало все возможности машины. Выбор правильного пакета CAD/CAM необходим для получения максимальной отдачи от станка. Программное обеспечение, которое создает 5-осевые программы, должно быть способно создавать хороший плавный код, чтобы станок мог двигаться плавно, чтобы траектория движения была четкой, плавной, равномерной. Нужно избегать резких движений, которые могут вызвать повреждения заготовки. Чем сложнее обрабатываемая деталь тем выше класс программного обеспечения должен быть.
- Когда создается программа обработки с помощью 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и минимизацией риска столкновений. Существует программное обеспечение, которое выполняет моделирование работы станка. При условии, что ваше устройство смоделировано правильно, система уловит столкновение до того, как оно произойдет.
- Существенным ограничением 5-осевой обработки являются зажимные приспособления. Большая часть движений 5-осевой работы лежит вокруг зажимного механизма. Неподходящее зажимное приспособление может помешать обработке даже на самом совершенном станке.
5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента.
Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра. Требуется учесть множество факторов прежде чем непосредственно начать обработку детали на станке.
CAD CAM системы
CAD (Computer-Aided Design) — программный пакет для автоматизированного проектирования (САПР), предназначенный для создания чертежей, конструкторской и/или технологической документации и/или 3D моделей. Современные системы автоматизированного проектирования (CAD) обычно используются совместно с системами CAM (Computer-aided design).
Первые системы были разработаны в 1970-х годах и умели чертить и создавать модели на плоскости. 40 лет спустя, усовершенствованные приложения могут даже создать полный пакет проектно-конструкторской документации.
CAM (Computer-aided manufacturing) — программный пакет для автоматизированного прописывания алгоритма действий станков с ЧПУ. CAM System помогают разрабатывать технологические этапы, быстро настраивают программы для станков с CNC, моделируют процессы обработки заготовок и многое другое.
CAM-системы выполняют задачи на основе трехмерного образца, который создается в CAD.
Российские производители 5- осевых станков
Ивановский завод тяжелого станкостроения, ИЗТС, г. Иваново
ИЗТС - Ивановский завод тяжелого станкостроения, основан в 1951 году. В 1976 году завод приступил к проектированию первого обрабатывающего центра ИР-500.
В настоящее время ИЗТС производит:
- ИС800-ГЛОБУС - Высокоскоростной 5-координатный обрабатывающий центр, который используется для обработки сверхсложных деталей типа лопаток, крыльчаток и других изделий для аэрокосмической и авиационной промышленности, а также для изготовления сложных пресс-форм на промышленных предприятиях, где требуется обрабатывать с высокой точностью изделий сложной формы, где применение 5-и осевых обрабатывающих центров дает максимальный эффект.
Станкостроительная группа СТАН, г. Москва
Предприятия группы Стан производят 5- осевые обрабатывающие центры:
- СТЦ Ф250 (СNC) - Портальные фрезерные обрабатывающие центры
- СТЦ 40В (1000VBF) - Фрезерный обрабатывающий центр
- ФЦ-1, ФЦ-2, ФЦ-3 - Фрезерные обрабатывающие центры
- СТЦ 80 АТ (800VHT), СТЦ 160 АТ (2000VHT) - Фрезерные обрабатывающие центры
- СТЦ П63 (VMB 630), СТЦ П80 (VMB 800), СТЦ П125 (VMB 1250) - Вертикальные фрезерные обрабатывающие центры портальной конструкции
- СТЦ 63-90 А (650H5), СТЦ ГЛОБУС (Супер Центр ИС800-Глобус) - Горизонтальные фрезерные обрабатывающие центры
- СТЦ 50 (S500), СТЦ 50+ (S500U), СТЦ 50-55 (500VS) - Вертикальные фрезерные обрабатывающие центры
- СТЦ 25 (S250) Вертикальный фрезерный обрабатывающий центр
F.O.R.T. - торговая марка станков, производимых в рамках проекта Станкостроение.
Ульяновский станкостроительный завод, ООО (DMG MORI)
5-осевая фрезерная обработка:
Ковровский электромеханический завод ФГУП, КЭМЗ
- КВС КТ5 - Вертикальный фрезерный обрабатывающий центр 5-и координатный
- КВС ПТ5 - Вертикальный фрезерный обрабатывающий центр 5-и координатный
СтанкоМашСтрой, ООО
На предприятии производятся универсальные токарно-винторезные станки, токарные станки с ЧПУ и обрабатывающие центры, втом числе 5- осевые:
- V125 - 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола - Ø125 мм
- V210 - 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола - Ø210 мм
- V255 - 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола - Ø255 мм
- V320 - 5-ти осевые фрезерные обрабатывающие центры. Диаметр стола - Ø320 мм
- V300 - 5 осевой фрезерный центр. Диаметр стола - Ø300 мм
На предприятии налажена крупноузловая сборка фрезерных, сверлильных, токарных станков. Они позволяют делать детали для автомобильной, авиационной промышленности, военной промышленности, а также медицинское оборудование. Это новое поколение технологий в станкостроении.
- VDWA50 - Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
- VDWB50 - Пятикоординатный центр. ЧПУ HEIDENHAIN iTNC 530
СКБ Станкостроение, ООО
Выпускаемая продукция:
СКБ Станкостроение, ООО
Зарубежные производители 5- осевых станков
Пятиосевые станки производят десятки иностранных фирм. Возросшие вычислительные мощности ЧПУ позволяли осуществлять одновременную интерполяцию с перемещением по 3-м, 4-м и 5-и осям.
Признанные мировые лидеры в производстве 5- осевых обрабатывающих центров:
-
- японская станкостроительная корпорация - немецко-японский станкостроительный концерн - китайская станкостроительная компания Dalian Machine Tool Group
А также японские компании Okuma Corporation, Makino, германские фирмы Chiron и Hermle, итальянская фирма Breton и др.






Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Это может прозвучать странно, но если бы художник эпохи Возрождения мог обменять свой молоток и зубило на компьютерное числовое программное управление (ЧПУ) и подходящие станки, у нас были бы тысячи статуй Давида, вырезанные из множества различных материалов.
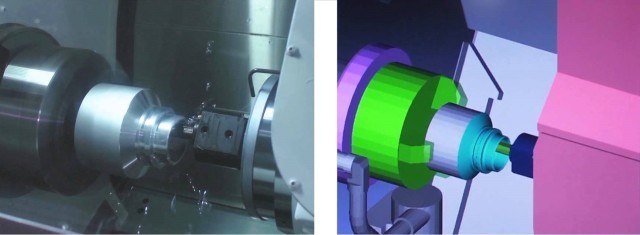
Независимо от того, лепите ли вы шедевр из мрамора или фрезеруете лопасти турбиона из титана, основной принцип один и тот же: начинаете с цельного куска материала и удаляете ненужные части, пока не останется целевой объект. Конечно, этапы этого процесса намного сложнее, особенно для 5-осевой обработки на ЧПУ.
Что такое 5-осевая обработка на станке с ЧПУ?
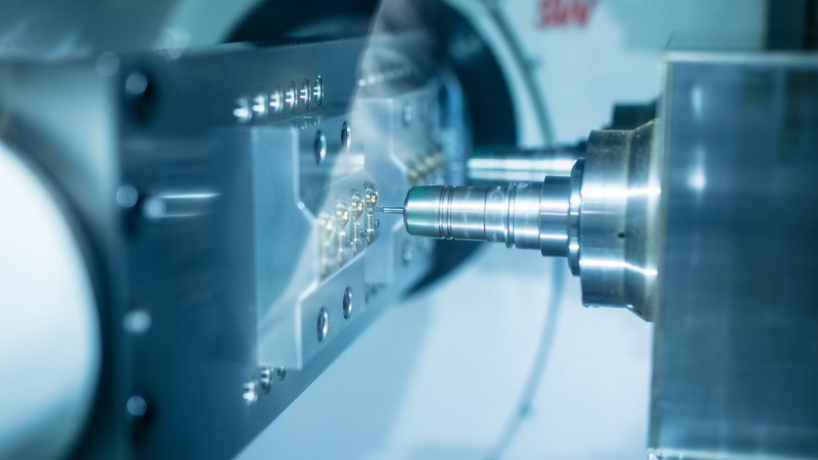
Говоря простыми словами, 5-осевая обработка - это использование ЧПУ для перемещения детали или режущего инструмента по пяти различным осям одновременно. Такая обработка позволяет изготавливать очень сложные детали, и именно поэтому она особенно популярна, например, в аэрокосмической отрасли или машиностроении.
Однако, несколько факторов способствовали широкому применению 5-осевой обработке больше всего. Среди них:
Удобство доступа к сложным частям геометрии изделия и возможность избежать столкновения с держателем инструмента благодаря возможности наклонять режущий инструмент или стол.
Оптимизация и улучшение срока службы инструмента станка и времени цикла обработки. Это достигается путем наклона инструмента / стола, в результате чего поддерживается оптимальное положение и траектория резки .
Оси чпу станка в 5 координатной системе?
Мы все знаем историю о Ньютоне и яблоке, но есть аналогичная апокрифическая история о математике и философе Рене Декарте.
Декарт лежал в постели (как обычно делают математики и философы), когда заметил, как по его комнате летает муха. Он понял, что может описать положение мухи в трехмерном пространстве комнаты, используя всего три числа, представленные переменными X, Y и Z.
Это декартова система координат, и она используется уже больше трех столетий после смерти ученого. Таким образом, координаты X, Y и Z - это три из пяти осей в 5-осевой обработке.
А что же насчет двух других осей?
Представьте себе поближе муху Декарта в полете. Вместо того, чтобы описывать только её положение как точку в трехмерном пространстве, мы можем описать её ориентацию. Представьте себе, что муха крутиться во время движения так же, как крутится самолет во время крена. Данное вращение описывается четвертой осью A: поворотная ось (вращение вокруг оси X)
Продолжая сравнение с самолётом, тангаж (наклон) мухи описывается пятой осью, B: ось вращения вокруг Y.
Если вам сложно представить шесть осей, описанных выше, вот схема:
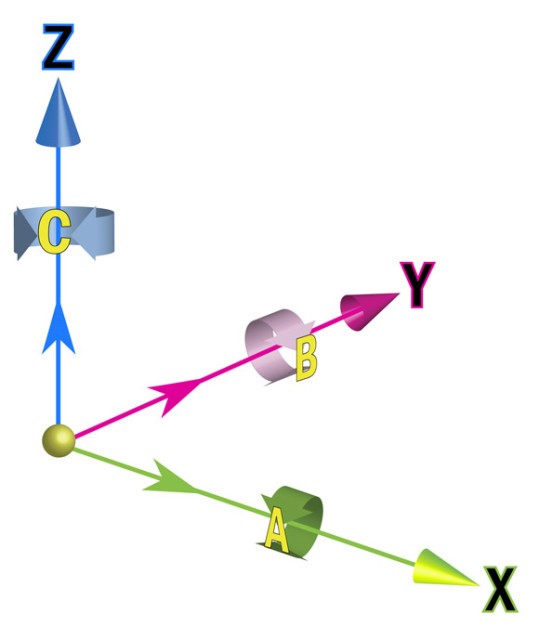
Оси A, B и C расположены в алфавитном порядке, чтобы соответствовать осям X, Y и Z. Хотя существуют 6-осевые станки с ЧПУ, конфигурации с 5- осью являются более распространенными, поскольку добавление шестой оси обычно дает не очень много дополнительных преимуществ.
Последнее замечание о соглашениях по маркировке осей: в вертикальном обрабатывающем станке оси X и Y находятся в горизонтальной плоскости, а ось Z - в вертикальной плоскости. В горизонтальном обрабатывающем станке оси Z и Y меняются местами. Смотрите схему ниже:

Конфигурации 5 осевых станков
Конфигурация 5-осевого станка определяет, какие две из трех осей вращения он использует.
Например, машина c цапфой с вращающимся столом работает с осью A (вращается вокруг оси X) и с осью C (вращается вокруг оси Z), тогда как машина с инструментом на шарнире работает с осью B (вращается вокруг оси Y) и оси C (вращается вокруг оси Z).

Внутренний вид цапфы 5-осевого вертикального обрабатывающего центра.
Вращение осей в станках с цапфой обеспечивается посредством движения стола, тогда как в станках шарнирного вращения, дополнительные оси обеспечиваются поворотом шпинделя. Оба вида станков имеют свои уникальные преимущества. Например, станки с цапфой вмещают больший объем обрабатываемой детали, поскольку нет необходимости компенсировать пространство, занимаемое вращающимся шпинделем. С другой стороны, машины шарнирного вращения могут обрабатывать более тяжелые детали, поскольку стол всегда расположен горизонтально.
Видео о преимуществах станков с шарнирной головой:
Сколько же осей обработки вам нужно ?
Возможно, вы видели ссылки на обрабатывающие центры, предлагающие семь, девять или даже одиннадцать осей. Несмотря на то, что множество дополнительных осей могут показаться сложным, объяснение такой ошеломляющей геометрии на самом деле довольно просто.

Так сколько осей вам нужно?
Как часто бывает в производстве, ответ на этот вопрос зависит от вашего конкретного случая. Финн привел следующий пример:

5-осевой вертикальный обрабатывающий центр.
Зачем использовать 5-осевую обработку?
Попытка выбрать между 3-осевой обработкой и 5-осевой обработкой - это то же самое, что попытаться выбрать между гамбургером из Макдональдса или стейком BBQ на косточке; если цена - ваша единственная забота, тогда, очевидно, вы выбираете первый вариант.
Однако дилемма становится намного более сложной при сравнении 5-осевой и 3 + 2-осевой.
5 осей против 3 + 2 оси станка
Важно различать 5-осевую обработку и 3 + 2-осевую обработку.
Первая - также называемая непрерывной или одновременной 5-осевой обработкой - включает в себя постоянную регулировку режущего инструмента по всем пяти осям, чтобы наконечник оставался оптимально перпендикулярным к детали.

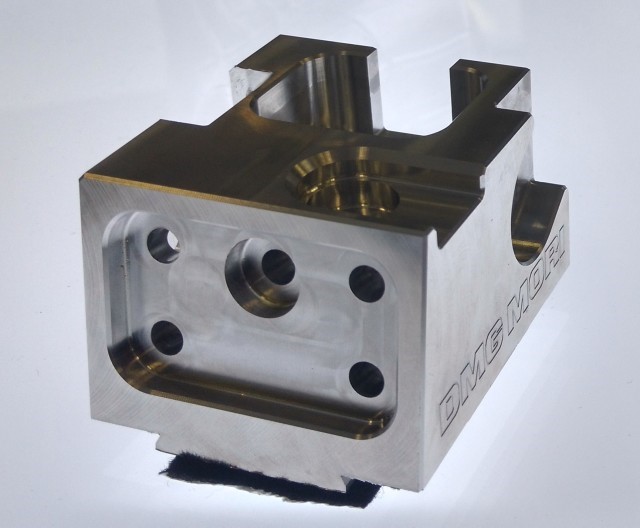
Полная 5-осевая демонстрационная часть из алюминия. Время цикла: 13 минут.
Демонстрационная часть с 3 + 2 осями из алюминия. Время цикла: 7 минут.
Основным преимуществом непрерывной 5-осевой обработки по сравнению с 5-осевой индексацией является скорость, так как последняя требует остановки и запуска между переориентацией инструмента, тогда как 5-осевая не делает этого.
Однако всегда есть возможность получить одинаковые результаты при использовании непрерывной или индексированной 5-осевой оси.
Стоит также отметить, что преимущество в скорости ведет к увеличению движущихся частей, что означает повышенный износ, а также к большей потребности в обнаружении возможности столкновения деталей. Это одна из причин, по которой непрерывная 5-осевая обработка является более сложной с точки зрения программирования.
Сравним технологию 5-осевой обработки и 3D-печати
3D-печать или аддитивное производство - актуальная тема в мире производства сейчас, особенно в сравнении с технологиями выборки, такими как 5-осевая обработка.
Хотя иногда предполагается, что эти два метода конкурируют (поскольку фанаты 3D-печати утверждают, что данная технология скоро разрушит всю обрабатывающую промышленность), правильнее будет думать, что аддитивные и субстрактивные технологии производства дополняют друг друга.

Станок INTEGREX i-400AM от Mazak сочетает в себе аддитивное производство и 5-осевую обработку.
Означают ли это, что будущее производство будет представлять собой гибрид 3D - принтер / 5-осевой ЧПУ станок?
Причина существования двух отдельных машин, в данном случае, сводится к управлению порошком и стружкой внутри машины.
Как получить максимальную эффективность при 5 осевой обработки.
Нередко 5-осевые возможности используются недостаточно.
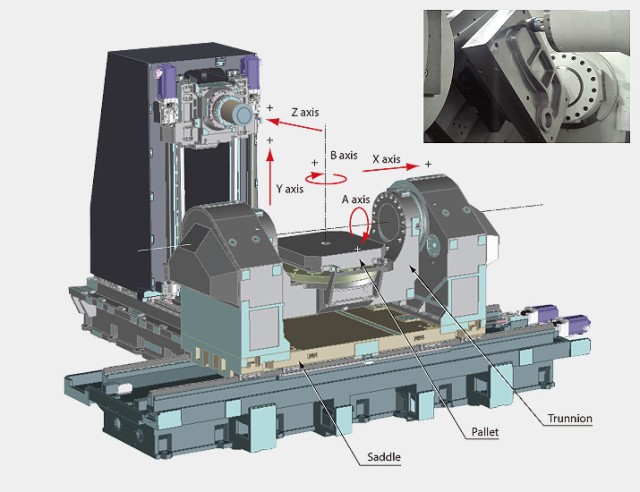
Схема горизонтального обрабатывающего центра Okuma MU-10000H.
Важность 5-осевого управления и программного обеспечения
Несмотря на то, что наличие оператора с нужным набором навыков является основным фактором, позволяющим максимизировать возможности 5-осевого станка, управление и программное обеспечение станка также важны.

Mazak's MAZATROL SmoothX с ЧПУ.
Выбор правильного пакета CAD / CAM необходим для получения максимальной отдачи от вашего станка.
Предотвращение аварий в 5-осевой обработке.
Когда дело доходит до создания 5-осевых траекторий, обычно существует дилемма между работой на более высоких скоростях и подачами и минимизацией риска столкновений. К счастью, сегодня на рынке есть ряд программных инструментов, которые могут помочь решить ее.
Система предотвращения столкновений Okuma работает в режиме реального времени.
Проверка инструмента на 5-осевом станке.
Высокая производительность является преимуществом 5-осевой обработки, но она также увеличивает риск ошибок, таких как использование сломанного или неправильного инструмента. Одним из способов минимизации этих ошибок является выбор системы проверки инструмента, например лазер BLUM, на DMG MORI DMU 50C:
Как и возможность минимизировать время подготовки, задача принципа "сделано за раз" - имеет смысл, даже если в конкретном случае она практически не достижима.
По словам Финна, ключ к преодолению данного слабого места лежит в использовании станков с более чем пятью осями:
Техника обработки при 5-осевом фрезеровании

5-осевая обработка обеспечивает значительные преимущества, включая сокращение времени выполнения заказа, повышение эффективности и увеличение срока службы инструмента. Однако важно понимать, что для достижения этих преимуществ требуется нечто большее, чем просто покупка новейшего 5-осевого обрабатывающего центра.
Овладение искусством 5- осей требует учета множества факторов. На эту тему Андерсон сказал так:
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 5-ти координатный фрезерный ЧПУ станок , 3D-принтер, или расходные материалы, задать свои вопросы и узнать статус Вашего заказа, вы можете
5-осевой фрезерный станок с ЧПУ режет заготовку практически по всем поверхностям, за исключением зажатых деталей. При обработке контурных деталей (или деталей со сложной геометрией) процесс включает в себя обработку в нескольких плоскостях. Для выполнения такого процесса на 3-осевом станке требуется несколько настроек. Однако на 5-осевом фрезерном станке с ЧПУ для этого требуется только одна настройка, что снижает необходимость переноса заготовки с одной платформы на другую.
5-осевые станки имеют возможность синхронно перемещать инструменты и заготовку в пяти направлениях. Стандартный фрезерный станок с ЧПУ работает по трем основным осям - X, Y и Z, в то время как 5-осевой фрезерный станок с ЧПУ может работать по двум дополнительным осям вращения (обычно это оси A и B). Эти две оси позволяют станку резать в большем количестве направлений, что приводит к повышению производительности.
Преимущества:
Возможности 5-осевой обработки позволяют создать экономически эффективное производственное решение для деталей со сложной конструкцией. Ниже перечислены преимущества использования 5-осевого фрезерного станка с ЧПУ.
Сложная геометрия
5-осевая обработка позволяет изготавливать детали со сложной конструкцией и геометрией. Благодаря наличию осей вы получаете доступ к более широкому диапазону углов резания, дуг, подрезов, контуров и профилей. На стандартном 3-осевом фрезерном станке эти характеристики могут быть достигнуты только путем многократной настройки. Однако на 5-осевом станке они достигаются всего за одну установку.
Улучшенная точность
Каждый раз, когда вы переносите заготовку с одной установки на другую, существует вероятность потери соосности между плоскостями. В отличие от 3-осевой обработки, 5-осевые фрезерные станки повышают точность за счет обработки детали за одну установку. Таким образом, вы создаете множество сложных форм без потери точного выравнивания, необходимого для поддержания высочайшего качества.
Сокращение времени цикла
При 5-осевой обработке режущий инструмент остается близко к поверхностям резания, что позволяет сократить время цикла. Это помогает снизить затраты, так как меньшая высота инструмента повышает эффективность резания. Кроме того, такая установка позволяет использовать более короткие режущие инструменты, что снижает вибрацию при высоких скоростях резания. В конечном итоге это также приводит к улучшению качества обработки поверхности.
Улучшенная обработка поверхности
5-осевые фрезерные станки с ЧПУ создают более качественные обработанные поверхности. Детали располагаются гораздо ближе к режущим инструментам. Более короткие режущие инструменты уменьшают вибрацию, отклонение инструмента и биение инструмента. Поэтому возможно повышение качества обработки и более тонкая обработка поверхности.
Высокая пропускная способность
5-осевые станки позволяют эффективно сократить время цикла и время простоя. Они имеют ряд скоростей вращения шпинделя и подач, что позволяет станку иметь мощную режущую способность. 5-осевая обработка вступает в эру высокоскоростной обработки. Быстрое перемещение и позиционирование сокращают время оборота полуфабрикатов и повышают эффективность и точность производства.
Повышение конкурентоспособности
Не многие предприятия имеют 5-осевой фрезерный станок с ЧПУ. Наличие такого станка поднимет вас на ступеньку выше ваших конкурентов в сфере производственных услуг. Вы сможете дать своим клиентам то, что не могут предложить ваши конкуренты.
Недостатки:
Обычно, когда вы слышите о 5-осевой обработке с ЧПУ, первое, что приходит на ум, - это более высокая стоимость и сложность в эксплуатации. Но действительно ли 5-осевая обработка является таковой? Люди осознали преимущества и важность 5-осевой технологии ЧПУ в производстве и производственной индустрии. Однако применение 5-осевой обработки не так широко, как мы думаем, по следующим причинам.
Большие затраты
Затраты на приобретение 5-осевого станка и программного обеспечения высоки. Вообще говоря, инвестиции в 5-осевой станок стоят гораздо дороже, чем приобретение стандартного 3-осевого станка. Техническое обслуживание сложнее, а компоненты стоят дороже. Все это напрямую влияет на стоимость станка и приводит к увеличению затрат.
Более сложное программирование
5-осевая обработка отличается от своего 3-осевого аналога. Здесь есть два вращательных движения. Пространственная траектория и синхронность движений более сложны, что требует больше времени для понимания и разработки. Для того чтобы выполнить проектирование поверхности, необходимо пройти множество преобразований координат и сложных пространственных геометрических операций. При программировании процесса мы также должны учитывать координацию каждой оси, чтобы избежать помех, столкновений и т.д.
Высокие требования к квалификации
5-осевая обработка - это передовая технология, требующая работы высококвалифицированных специалистов. Для программирования и настройки станка требуются опыт и навыки. Более высокие требования к персоналу приводят к увеличению стоимости рабочей силы.
Заключение:
5-осевые фрезерные станки с ЧПУ могут обрабатывать сложные детали, для которых нужны такие функции как сверление, конусная обработка и сложные поверхности, которые трудно (или невозможно) выполнить традиционными методами обработки. Однако важно учитывать и спектр проблем, возникающих при покупке 5-осевого станка. Необходимо провести всесторонний анализ требований, чтобы избежать дорогостоящих, но напрасных инвестиций.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Читайте также: