
Как выбрать зернистость шлифовального круга для дерева
Обновлено: 18.09.2024
Анатомия наждачного листа
Наждачная бумага или шлифовальный круг для шлифмашинки состоят из трех основных компонентов: абразивного материала, подложки и связующего.
Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Абразивный материал – вещество, измельченное до состояния мелких зерен. Для производства наждачной бумаги используют различные типы абразивов: оксид алюминия (электрокорунд), карбид кремния, гранат, стекло, эльбор и пр. Размер абразивных частиц определяет важнейшую характеристику шлифовальной шкурки – ее зернистость, о которой мы еще поговорим более подробно.
Подложка – бумажная или тканевая основа, на которую приклеивается абразивный материал. Ткань чаще применяют для лент, рулонов и некоторых видов шлифовальных дисков. Бумагу обычно используют для наждачных листов и большинства видов дисков. Наравне с бумажными и тканевыми подложками можно встретить варианты из полиэфирных материалов.
Связующее – слой клеящего вещества, удерживающего абразивные зерна. В качестве связующего используют мездровый клей, синтетическую смолу (более прочный вариант) или же комбинацию этих двух материалов.
Разбираемся в видах покрытия
Для различных работ с деревом: его черновой обработки, подготовки к нанесению отделки, межслойного шлифования покрытий, полировки и т.д., традиционно используют следующие типы абразивов.
Оксид алюминия (электрокорунд). Отличается высокой плотностью и устойчивостью к раздроблению. Наиболее распространенный абразив для шлифовки дерева и металла. Рекомендован для шлифовки необработанной древесины.
Карбид кремния. В процессе работы кристаллы этого абразива раскалываются, образуя новые режущие кромки. Эта особенность зерен обеспечивает самозатачиваемость шкурки и препятствует ее быстрому засорению. Наждачку с покрытием из карбида кремния рекомендовано использовать для деликатной шлифовки, например, межслойного шлифования отделочных покрытий.
Гранат. Относительно мягкий минеральный абразив. Имеет способность к самозатачиваемости, но быстро изнашивается. Традиционно его используют для финишной шлифовки обработанной и необработанной древесины.
Алюмокерамика. Это оксид алюминия, прошедший дополнительную высокотемпературную обработку. Его абразивные свойства выше, чем у необожженного аналога. Отличается максимальной износостойкостью, оптимален для обработки дерева на различных этапах.
Как не ошибиться с зернистостью?
Зернистость – важнейшая характеристика шлифовальной шкурки. Когда звучит избитый вопрос: какой наждачкой шлифовать дерево – обычно подразумевают не столько тип ее покрытия, характер связующего и т.д., а именно показатель зернистости.
От градации зернистости зависит пригодность наждачной бумаги к тому или иному виду работ. На первый взгляд все кажется просто, но на практике выбор нужной шкурки нередко усложняется путаницей в маркировке по номерам.
Так получилось, что на современном рынке в активном обиходе находится сразу несколько стандартов наждачки: международная классификация ISO 6344 (ей полностью соответствует новый российский ГОСТ Р 52381-2005), старая советская маркировка (ГОСТ 3647-80) и американский стандарт (CAMI).
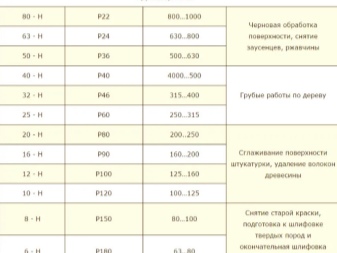
ТАБЛИЦА: ВИДЫ ЗЕРНИСТОСТИ НАЖДАЧНОЙ БУМАГИ, НАЗНАЧЕНИЕ АБРАЗИВА, СООТНОШЕНИЕ МАРКИРОВОК

Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Шлифовальные круги подразделяются по многим параметрам. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов.
Зерна абразивного материала могут быть выполнены из:
- карбида кремния;
- алмаза (искусственного или природного);
- электрокорунда;
- эльбора.
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Абразивный материал срезает микроскопическую стружку с деталей или материала. Что касается связки, то она может иметь искусственное или природное происхождение. Назначение связки — прочно скреплять зерна между собой.
Зернистость шлифовальных кругов
Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. На каждом шлифовальном круге есть обозначение (маркировка).
Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Самыми востребованными на рынке специфического инструментария стали:
- круг шлифовальный зернистость 120;
- круг шлифовальный зернистость 60;
- круг шлифовальный зернистость 100.
Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Таблица зернистости шлифовальных кругов

Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Она может быть получистовой или чистовой. Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Чистовая обработка материала или инструмента требует более мелких фракций. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости

Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.

Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение по ГОСТ 3647-80
Обозначение по ГОСТ
9206-80 (алмазные порошки)
Обозначение для абразивных материалов, исключая материалы на гибкой основе
Круги для заточных и шлифовальных станков применяются для самых разных работ. Одними снимают краску и ржавчину с металлических заготовок. Другие нужны для заточки ножей, лезвий топоров, пильных цепей и дисков. Третьими проводят финишную обработку поверхности. Как разобраться в многообразии оснастки и выбрать подходящую? Расшифруем условные обозначения и прочитаем маркировку, которую производитель размещает на упаковке или самом изделии.
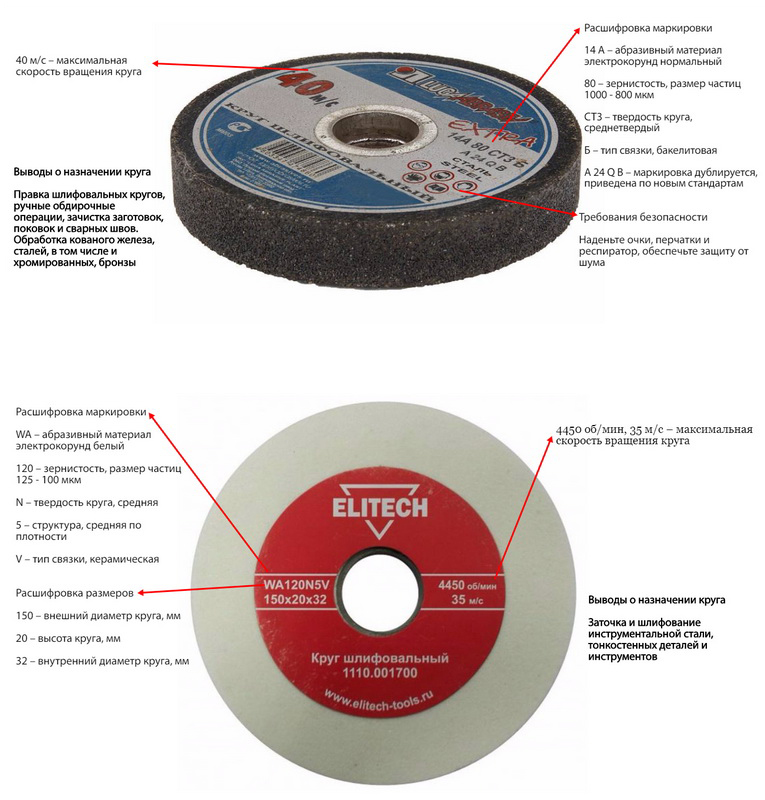
Как расшифровывается маркировка шлифовальных кругов
На первый взгляд все просто. Нужно посмотреть параметры оборудования, и будет понятно, какая оснастка к нему подходит. Учитывается и вид предстоящих работ. Однако надо иметь в виду, что производители используют две системы маркировки. Одни ориентируются на советский ГОСТ, другие – на современный ГОСТ Р. Мы опишем каждый пункт маркировки шлифовальных кругов отдельно и укажем, как он обозначается в разных ГОСТах.
1. Размер круга
Указывается в названии шлифовального круга и дублируется на упаковке. Например, в названии круг шлифовальный 175х20х32 мм цифры означают следующее: 175 мм – это наружный диаметр, 20 мм – высота круга, 32 мм – внутренний, посадочный диаметр. Станки рассчитаны на работу с кругами определенных размеров. Эти требования, как правило, есть в инструкции к оборудованию, и их нужно учитывать в первую очередь.
2. Скорость вращения
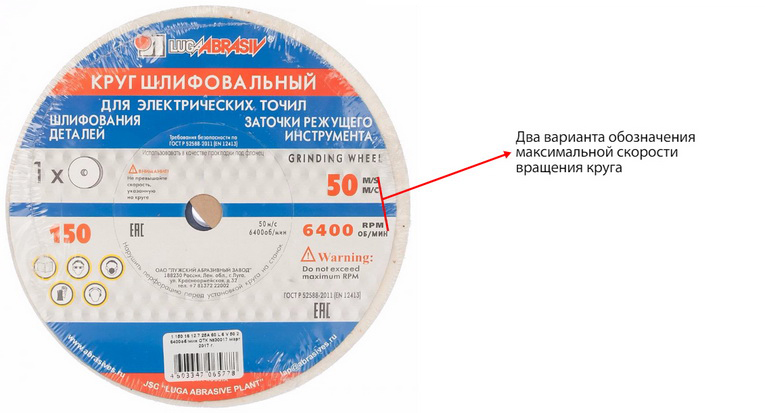
Зависит от прочности круга. Он должен выдержать скорость, которую придаст ему шлифовальный или заточный станок. Если оснастка будет недостаточно прочной, ее износ произойдет быстро, и совсем скоро придется покупать новую. Производители указывают на кругах максимально допустимую скорость вращения оснастки в двух единицах измерения – м/с и об./мин.
Как в маркировке кругов обозначается скорость вращения
3. Форма круга
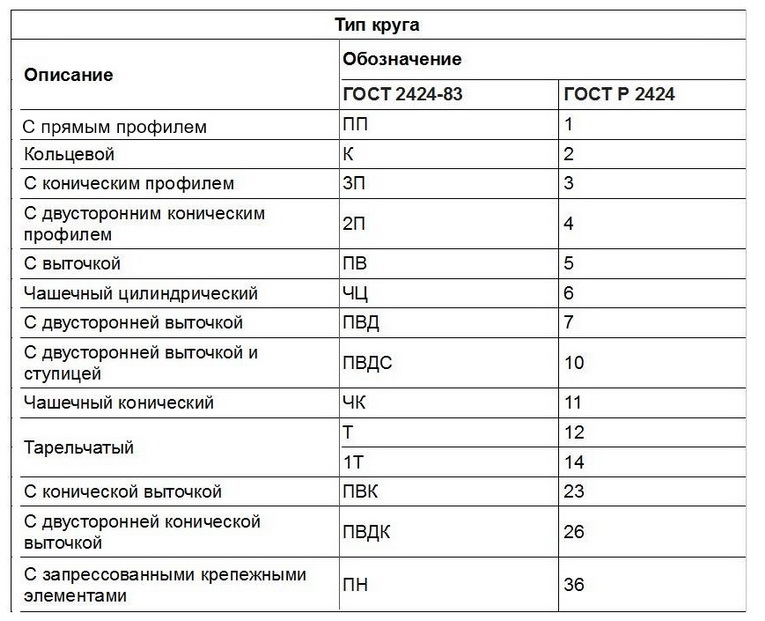
Определяет характер работы, которую можно выполнять этой оснасткой. Кругом с прямым профилем выправляют лезвия ножей. Круг конического профиля нужен для пильных цепей и дисков. Существуют 14 форм оснастки. По старым стандартам форма круга обозначается буквами и числами, по современным – только числами. Один из вариантов маркировки чаще всего есть в названии. Пример числовой маркировки: круг шлифовальный 1 – изделие, которое имеет прямой профиль.
Формы шлифовальных кругов и их маркировка
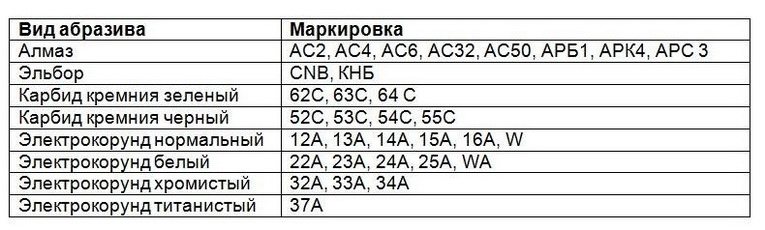
4. Вид абразива
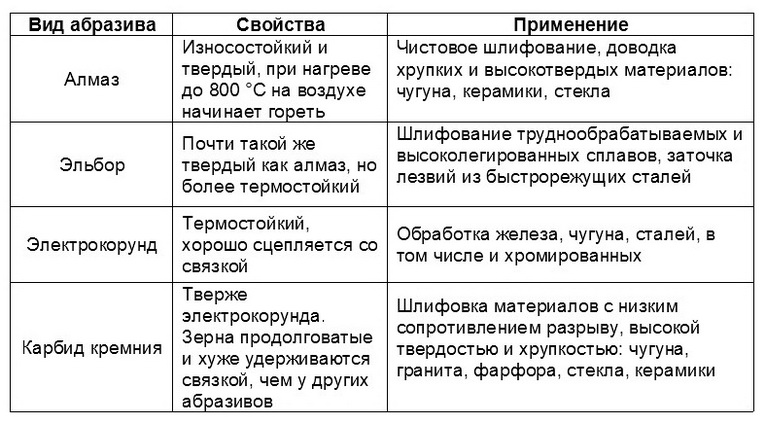
Абразивный материал – мельчайшее зерно с острыми кромками, которое снимает с заготовки слой за слоем. От свойств частиц зависит, какой станет поверхность после обработки – гладкой или шероховатой. Основные качества абразивных материалов – это твердость, устойчивость к механическим воздействиям, высоким температурам и химикатам.
Виды абразивов, их свойства и маркировка
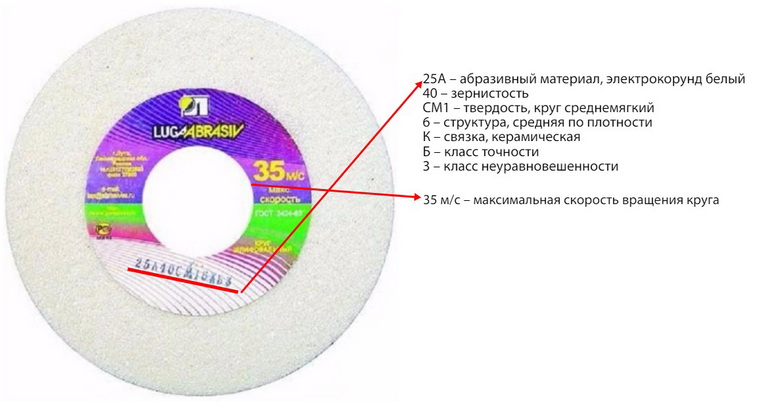
У каждого материала есть подвиды, которые отличаются друг от друга по параметрам и в работе проявляют себя по-разному. Например, электрокорунд нормальный состоит из 93 – 96% оксида алюминия, а его разновидность – электрокорунд белый имеет в своем составе до 98 – 99% этого вещества. Поэтому он тверже и обладает повышенной абразивной способностью и хрупкостью. Шлифование такой оснасткой проходит качественнее, прижогов металла меньше. Обозначается этот материал как 22 А или иначе – 23А, 24А или 25А. Чем больше числовое значение, тем прочнее и качественнее зерно.
Маркировка абразивов
5. Зернистость шлифовального круга
Показывает размер абразивов и измеряется в микронах. Чем однороднее частицы по размеру, тем качественнее обрабатывается поверхность. Существуют две системы маркировки шлифовальных кругов по этому параметру. В советском ГОСТ 3647-80 применяется числовая система обозначений. Цифрой 1 обозначается размер зерна в 10 мкм. Если зернистость круга 40, то размер зерен составляет 400 мкм. Новый ГОСТ Р 52381-2005 повторяет систему маркировки FEPA, принятую во всем мире. В ней зернистость обозначается буквой F с числом. Чем выше числовое значение, тем мельче абразивные частицы. Например, маркировка F70 означает, что размер зерен составляет 200 – 250 мкм, а F40 говорит о том, что размер равен 400 – 500 мкм.
Обычно зернистость выбирают в зависимости от обрабатываемого материала, нужной шероховатости заготовки, толщины снимаемого слоя. Например, сначала проводят черновую шлифовку кругом с крупной зернистостью, затем оснасткой с мелким зерном проводят чистовую обработку.
6. Твердость круга
Обозначает способность связки сопротивляться выкрашиванию зерен и говорит об износоустойчивости оснастки. Зерно должно полностью выработать свой ресурс и только затем выпасть из связки, открыв следующий слой абразива.
Степень твердости в маркировке шлифовальных кругов

Наиболее распространены круги средней твердости. Но все же выбор зависит от предстоящей задачи: каким оборудованием и какой материал предстоит обрабатывать. Ошибка в выборе скажется на качестве работ. Недостаточно твердая оснастка быстро выработает свой ресурс. Если же твердость будет слишком высока, на обрабатываемой поверхности появятся трещины или прижоги.
7. Структура круга для шлифования
Показывает пропорции смешивания абразива и связки. Чем больше зерен, тем выше плотность. Чем больше связки, тем больше пространства между абразивными кристаллами и тем более пористой будет структура круга.
Типы структуры круга в маркировке

Выбор оснастки по этому параметру зависит от материала, который предстоит обрабатывать. Оснасткой с плотной структурой шлифуют твердые материалы и проводят абразивную обрезку. Кругами с высокопористой структурой обрабатывают цветные металлы и сплавы с высокой вязкостью.
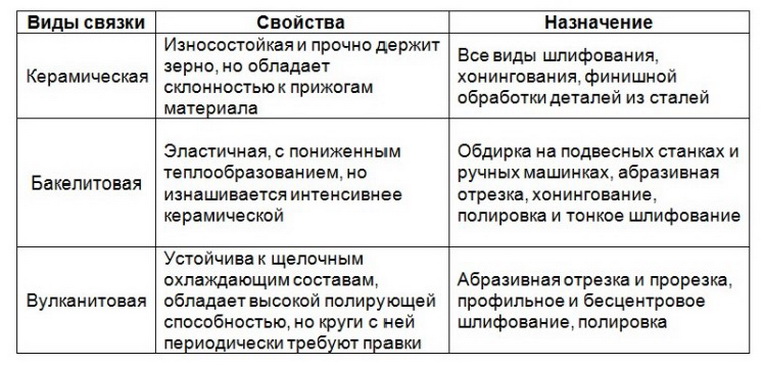
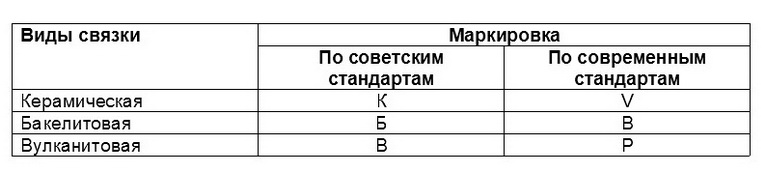
8. Вид связки
Связка бывает бакелитовой, керамической и вулканитовой. Состав связки влияет на характеристики и сферу применения шлифовальной оснастки.
Виды и свойства связок
Обозначение связки в маркировке шлифовальных кругов
9. Класс точности
Показывает степень соответствия оснастки заявленной геометрической форме и размерам. Здесь же оценивается однородность абразивных зерен, их сорт и уравновешенность рабочей поверхности. Существуют три класса точности, которые указываются в маркировке шлифовальных кругов.
АА – высокоточные круги для многорукавных станков и автоматизированных линий.
А – точно выполненная оснастка для работы с большинством оборудования, например, в цехах или крупных мастерских.
Б – наименее качественная оснастка для бытовых и полупрофессиональных станков.
10. Класс неуравновешенности
От выверенности геометрической формы зависит сбалансированность круга. Если зерно и связка тщательно перемешаны и равномерно распределены по рабочей поверхности, то на ней не будет слишком тяжелых или слишком легких участков. Соответственно, вращаться круг будет равномерно, качество обработки поверхности окажется выше. Существуют четыре класса неуравновешенности, где к первому классу относятся наиболее уравновешенные круги. Кроме качества обработки этот параметр влияет на срок службы оборудования. Чем лучше оснастка, тем меньше изнашиваются узлы станка.
Соотношение классов точности и неуравновешенности

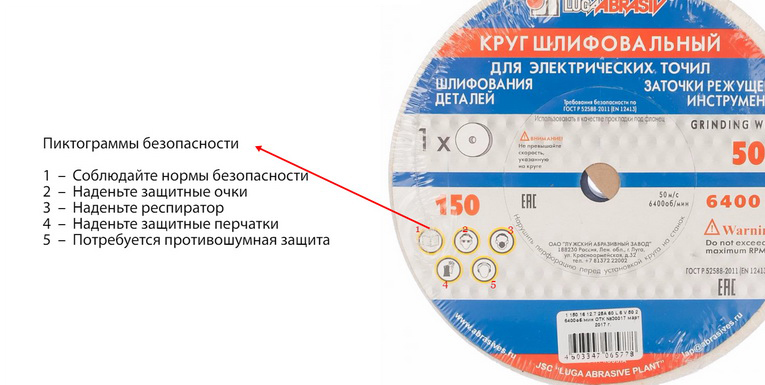
11. Другие обозначения на шлифовальных кругах
На оснастке часто размещают изображения с требованиями техники безопасности.
Расшифровка пиктограмм
Как видите, маркировка шлифовальных кругов дает исчерпывающую информацию о работе с ними. Примените новые знания на практике.
Как читать маркировку
Теперь вы знаете, как читать маркировку шлифовального круга, чтобы получить всю информацию о нем. Но если вопросы все же остались, перед покупкой оснастки проконсультируйтесь с менеджером ВсеИнструменты.ру по телефону 8 800 550-37-51. Он поможет вам сделать правильный выбор. Заказывайте подходящую оснастку прямо сейчас!
Дерево – довольно прихотливый материал для шлифовки и полировки, и чтобы получить ровную красивую поверхность, важно учесть множество нюансов. Об особенностях выбора и применения наждачной бумаги для столярных работ рассказывается в статье.



Особенности
Принцип работы наждака – снятие верхнего слоя заготовки. Абразивные крошки работают как тысячи маленьких резцов, позволяя придать материалу нужную форму, ошкурить, убрать заусенцы и дефекты или отшлифовать поверхность. Особенность работы с деревом в том, что с одной стороны требуется усилие для шлифовки, но в то же время почти любое воздействие оставляет след, и добиться гладкой поверхности бывает сложно. Причем покраска или лакировка не скрывает дефекты, а подчеркивает. Дополнительно обработку усложняет то, что разные участки дерева имеют разную плотность и требуют разного нажима.
Поэтому для дерева применяют технологию поэтапного шлифования несколькими видами наждачки – от более грубой к более мягкой. Грубая наждачка на начальном этапе позволяет минимизировать усилия по шлифовке и быстро снять верхний слой. А каждая последующая удаляет слишком сильные царапины и неровности после предыдущей, позволяя добиться гладкости и блеска.
Оптимально – использовать не менее 3-х степеней жесткости наждачки. Хотя, если поверхность близка к гладкой, то можно использовать и 1-2, пропустив этап грубой обработки.


Шлифовка не только придаст законченный и эстетичный вид любой деревянной поверхности, но и позволит лучше защитить материал – на отшлифованную поверхность лучше ложатся защитные составы, водо- и огнезащитные пропитки.
Поэтому шлифовка – необходимый этап всех работ:



Наждачная бумага позволяет осуществлять работы по дереву как вручную, так и с помощью специальных шлифовальных (ленточных, эксцентриковых, угловых) или полировальных машинок. Для ручной обработки бумага выпускается в формате листов, лент и рулонов. Для машинок изготавливают абразив в виде лент, дисков или лепестковых кругов.
Если для ручной обработки можно выбрать лист любого удобного размера, то расходники для оборудования должны соответствовать размеру подошвы или быть чуть-чуть уже. Для ленточной машинки важна не только ширина, но и длина. Например, ходовые размеры 100х610, 30х533. Если в листах есть отверстия для отвода пыли – они должны совпадать с аналогичными на подошве машины.
Листы наждачной шкурки различаются не только размерами, но и эксплуатационными свойствами, которые нужно учитывать при выборе. Ключевые параметры указаны в маркировке на изнаночной стороне.
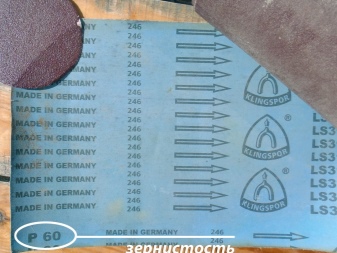

Это 7 или 6 буквенно-цифровых обозначений.
Самые важные характеристики – это вид покрытия (указан в 1-й группе) и степень зернистости (последняя группа). Рассмотрим их более подробно.
Варианты покрытия
Абразивное покрытие определяет твердость и долговечность шкурки. Каждый тип абразива оптимален для определенных работ и отличается своим цветом.
В основном по дереву используются минеральные абразивы средней жесткости – они достаточно щадящие для материала, при этом имеют доступную цену.
Оксид алюминия (электрокорунд)
Это универсальный материал, по твердости (9,1-9,5 по шкале Мооса) лишь немного уступающий алмазу, но значительно более дешевый. Самыми ходовыми для дерева являются две его разновидности.
- Нормальный электрокорунд – маркировка К. Отличается коричневым цветом (разных оттенков). Из него производится большая часть шлифовальной шкурки во всем мире, в частности – расходники для шлифовальных машин. Подходит для любых видов работ по дереву – от грубой первичной обработки до финишной шлифовки и полировки, главное – правильно выбрать зернистость.
- Керамический электрокорунд (алюмокерамика) – обозначается S. Это электрокорунд, прошедший дополнительную высокотемпературную обработку, улучшающую его абразивные свойства. Основное назначение – работы по металлу, но может использоваться и для грубых работ по дереву, где требуется повышенная износостойкость и твердость шкурки. Например, машинная обработка пола, стен.

Также при работе по дереву используют наждачные шкурки со следующими покрытиями.
Карбид кремния (карборунд)
Маркировка С. Для дерева обычно используется его черная разновидность. Отличается большей твердостью (9,5-9,75 по Моосу), но меньшей прочностью, чем электрокорунд. Поэтому под давлением ломается, образуя новые режущие грани, что обеспечивает самозатачивание и самоочищение зерен. Подходит для деликатной шлифовки – для межслойной обработки, выравнивания грунта, шлифовки краски, лаковых и финишных покрытий.
Поэтому, если нужно затирать грунт на двери или отполировать лак – можно смело выбирать карборундовую шкурку.


Гранат

Выбор вида зернистости
Зернистость характеризует размер зерен и количество на одном квадрате наждачки. Общепринятым стандартом обозначения зернистости является ISO, в соответствии с которым зернистость измеряют в специальных единицах – гритах. Грит – это количество ячеек особого сита, через которые просеяны кристаллы абразива, исходя из этого наждачке присваивают номера. То есть, чем больше номер (грит), тем мельче абразив и для более тонкой работы предназначен.
Зернистость по новому стандарту всегда указывается на оборотной стороне шлифовальной шкурки после буквы Р.
Номер шкурки подбирают так, чтобы жесткости хватило снять обрабатываемого материала слой на нужную глубину.
- Р 22 – Р 80 (размер зерна -1000-180 мкм, за один проход снимается 0,08 мм) – грубые работы, ошкуривание, снятие верхнего толстого слоя, заусенцев, шлифовка стен под грунтовку, выравнивание пола, придание формы изделиям.
- Р 80 – Р 120 (212-106 мкм, снимается 0,02 – 0,05 мм) – второй этап шлифовки, выравнивание поверхности, устранение царапин и ворса после ошкуривания.
- Р 150 – Р 180 (106 – 63 мкм, снимается от 0,045 до 0,010 мм) – окончательная шлифовка мягких пород дерева, подготовка под покраску.
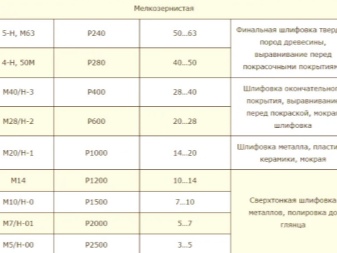
- Р 220 – Р 280 (75 -50 мкм, снимается 0,009-0,005 мм) – окончательная шлифовка твердых пород дерева, промежуточная шлифовка красочного или грунтового слоя между покрытиями.
- Р 280 – Р 360 (54-39 мкм, снимается 0,004-0,002 мм) – финальная шлифовка мягких пород, полировка финальных покрытий, шлифовка между покрасками, мокрая шлифовка.
- Р 400 – Р 1000 (37-17 мкм, снимается 0,001 мм) – тонкая шлифовка, удаление мельчайших царапин, полировка поверх краски, лака.
- Р 1000 – Р 2500 (19-3 мкм, снимается менее 0,001 мм) –- сверхтонкая шлифовка и полировка.


Советы по применению
Приведем некоторые советы, которые помогут облегчить работу и продлить жизнь абразива.
- Обрабатывают древесину с учетом ее волокнистого строения. То есть, если нужно шкурить бревно или брус, двигаются строго по направлению волокон (шлифовка поперек волокон может серьезно повредить материал).
- При шлифовке вертикальных поверхностей начинают работать сверху, чтобы избежать запыления уже отшлифованных поверхностей. Так, шлифуя стену из бревен, то сначала обрабатывают самое верхнее бревно вдоль его волокон, затем – второе сверху и так далее.
- Шлифуемую поверхность необходимо регулярно очищать от пыли (лучше всего пылесосом).
- Шлифуют только сухую древесину – не более 20-22% влажности. При обработке более влажной древесины есть большой риск, что она покоробится при высыхании, кроме того – абразив очень будет быстро забиваться смолой и влажной стружкой. Шлифовку сруба желательно проводить после угасания усадки.
- Перед работой желательно провести обессмоливание поверхности.
- Важно шлифовать дерево плавно, обеспечивая равномерный нажим, чтобы избежать волн и вмятин (особенно актуально для машинной шлифовки). Работать болгаркой лучше на небольших оборотах – это поможет не только лучше сохранить структуру дерева, но снизить износ абразива (при работе на высоких оборотах он сильнее нагревается и быстрее выйдет из строя).
- Хранить абразив нужно в теплом (15-25°С) и достаточно сухом (относительная влажность не более 35-50%) помещении. В холоде или при повышенной влажности он быстро придет в негодность.
- Шлифовку производят при положительной температуре воздуха.



Как очистить после использования?
В процессе работы наждачка забивается пылью, стружкой, смолой и теряет свои рабочие свойства. Чтобы продлить срок службы, ее можно почистить. Для машинных лент и дисков существуют специальные чистящие бруски. Они изготавливаются, как правило, из резины. Для обычной листовой наждачки выпускаются жесткие щетки. Также абразив можно почистить с помощью подручных средств. Для этого подойдут:
- жесткая щетка с пластиковой щетиной для чистки бытовых поверхностей, одежды;
- резина (кусок старого шланга, покрышки, подошва кроссовок);
- каучук;
- жесткий ребристый пластик.



Жесткость поверхности должна быть тем больше, чем грубее наждачка (иначе абразив будет резать резину или пластик и забиваться еще больше).
Но острые металлические предметы использовать для чистки нельзя, так они повредят соединительный состав, и зерна абразива просто рассыплются.
Читайте также: