
Какой развод должен быть на ленточной пиле зимой для сосны
Обновлено: 18.09.2024
Устали от волны на доске? Мы расскажем как правильно разводить зубья ленточной пилы. Часть 2.
Любой лесопромышленник, собирающийся приобрести пилораму, естественно, надеется на получение прибыли. Но нужно помнить о том, что для стабильной работы лесопильного предприятия необходимо качественно подготавливать пилы. Причем делать это придется практически ежедневно. В предыдущих статьях мы рассказывали о наладке процесса пиления, о новом способе заточки ленточных пил, а также начали разговор об одном из самых сложных процессов при подготовке пил к работе - процессе разводки зубьев. В этой публикации мы подробнее поговорим об этом процессе.
II. Ручной усовершенствованный способ разводки зубьев (по типу пресса)
Станок, который одним нажатием последовательно сначала жестко зажимает тело пилы пластиной, а затем производит нажатие толкателем на зуб, изготовлен очень хорошо и со всеми необходимыми узлами, смогла сделать только фирма IRN. Мы одними из первых, лет десять назад, приобрели у них такой разводной. До сих пор на нем разводятся пилы, и мы им очень довольны.
Когда мы начали три года назад продавать наши заточные станки с профильным диском, то в комплект к нему всем рекомендовали разводной станок фирмы IRN. Но в последние год-полтора с этими разводными стали возникать проблемы. Цена на них увеличилась в два раза - с 12 тыс. до 25 тыс. рублей, а главное, качество изготовления ухудшилось. По крайней мере, многим из тех, кто брал этот разводной в комплект к нашему заточному, приходилось сначала привозить его к нам на доработку, после чего проблем с разводом ленточных пил у них уже не было.
Чтобы таких проблем у пользователей больше не возникало, нами был разработан и сейчас начинается серийно выпускаться разводной станок под индексом РС30/60.
III. Развод двух зубьев сразу
Станки, производящие развод двух зубьев сразу, изготавливаются следующих видов:
• вместе с заточным станком;
• отдельно только разводной станок, работающий от двигателя;
• отдельно только разводной станок с ручной подачей в виде колеса ( фото 1 ) или рычага.
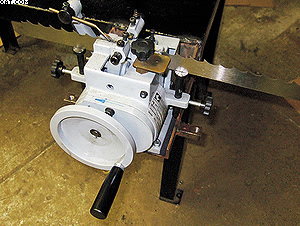
Фото 1. Разводной станок с ручной подачей в виде
колеса
Теперь вам должно быть понятно, что одним нажатием хорошо развести два зуба сразу просто невозможно. Но станки хорошо продаются, и некоторые даже довольны получаемым результатом. Разводя пилу на таком станке, всегда надо знать: вы никогда не получите гарантированно хороший развод ленточной пилы. Развод всегда будет непредсказуем. При небольших подачах каретки, случайно попавшейся партии пил с более менее одинаково отпружинивающими зубьями, новым чистым механизмом иногда удается пилить нормально. Но проблемы обязательно возникают потом. А вот искать причину этих проблем начинают где угодно, только не в разводном, считая, что он очень хороший. Почти на всех таких разводных производители даже индикаторы не ставят. Объясняя это тем, что вы один раз все установите, а дальше только разводите: молоточки бьют всегда одинаково и чего тут проверять. А вы проверьте и убедитесь сами, какой большой разброс в значениях развода на самом деле.
К тому же на точность получаемого развода в этих станках сильно влияют те же причины, что и в классических: попадание грязи в механизм, риски на упоре толкателя и опорных пластинах. Особенно сильно сказывается высота разводимой части зуба.
IV. Автоматический
Единственный действительно автоматический разводной станок изготавливается фирмой Wood-Mizer. Развод каждого зуба производится с одной стороны пилы пневмотолкателем несколькими регулируемыми по силе ударами с постоянным контролем по электронному микрометру реально получаемого развода. Следующий зуб для развода толкателем автоматически будет подан только после того, как индикатор покажет заданное значение. После окончания развода одной стороны станок останавливается. Затем пила снимается со станка, выворачивается, снова устанавливается на станок, и производится развод с другой стороны.
Станок был бы очень хорош, если бы не его цена. Она на сегодняшний день составляет примерно 350 тыс. рублей, что неоправданно даже для сервисных центров, не говоря уже о простой пилораме. И хотя представители фирмы Wood-Mizer утверждают, что они продают эти разводные станки, я лично их ни разу в работе не встречал и видел только на выставках.
Рекомендации по подготовке разводного станка к работе
Индикатор
• Перед разводом необходимо обязательно деревянным бруском снять заусенцы, образовавшиеся после заточки, иначе индикатор будет давать неверные показания.
• Если у вас индикатор ведет измерения в дюймах, лучше сразу заменить его на индикатор, измеряющий в миллиметрах, так как одно деление индикатора в дюймах соответствует приблизительно двум с половиной делениям индикатора в миллиметрах. Таким образом, когда заточник делает допуск в два деления в дюймах, это соответствует пяти делениям в миллиметрах, что очень много, и наоборот допуск в два деления в миллиметрах соответствует всего половине деления в дюймах. Разводка, когда индикатор отградуирован в миллиметрах, становится более точной. Пила пилит равномерно, без рывков.
• Головка индикатора должна ходить мягко, без заеданий и не застревая.
• Для того чтобы острие зуба обязательно упиралось в плоскость торца индикатора, он должен иметь диаметр 7 - 10 мм.
• Каждый день или хотя бы раз в неделю обязательно надо проверять ноль индикатора. Для этого берется стеклянная (ее проще сделать) или металлическая пластина толщиной не менее 2 мм, длиной 100 - 150 мм (так чтобы она становилась на опорные точки) и шириной 40 - 50 мм. Пластина ставится на место пилы, фиксируется подпружиненными упорами или упорной пластиной, которые должны прижимать тело пилы к неподвижной пластине, и выставляется ноль.
Поскольку стекло практически идеально ровное, ноль выставляется очень точно, главное здесь не передавить, иначе стекло просто расколется.

Рис. 1. Виды торца толкателя
Многие пытаются делать это по телу ленточной пилы. Но тело очень тонкое и легко изгибается на 0,1 - 0,2 мм, что глазом практически не видно, а ошибка индикатора при такой установке нуля в большую или меньшую сторону может достигать 10 и более делений, что недопустимо, особенно если реальный развод выходит за допустимые пределы. При реальном малом разводе (меньше 0,45 мм) пилу начнет зажимать в пропиле, она теряет устойчивость с образованием волны. При слишком большом реальном разводе (больше 0,75 мм) зубья будут слишком глубоко зацепляться за древесину, и при резком изменении плотности на сучках пила начнет быстрее волнить, так как уже при небольшом затуплении ее будет уводить в сторону.
• Настройка вертикального угла индикатора производится при помощи той же пластины. После зажима пластины упорами торец индикатора должен плотно, без зазора прилегать к пластине (рис. 1).
Неподвижная и подвижная пластины
• Плоскости пластин должны быть прямоугольными, без изгибов, выработки и грязи. Торец неподвижной пластины, к которому прижимается зуб, должен быть прямым, без выработки.
• Перед каждой разводкой пластину обязательно надо почистить, иначе прилипшая на нее грязь обязательно собьет разводку и сделает ее неравномерной.
Опорные точки
• По мере работы опорные точки изнашиваются, в них появляются углубления, в которые может время от времени попадать спинка ленточной пилы, и зубья будут разводиться на разной высоте. Пила будет пилить рывками. Изношенные опоры необходимо заменять.
Постарайтесь заставить заточника делать допуск при разводе не более двух-трех делений. Тогда пила будет пилить долго и качественно. Но, как показывает практика, обычно делается допуск пять-десять делений.
В этом случае даже самая лучшая ленточная пила может заволнить уже после первого бревна.
Для проверки разводки отдельно продаются недорогие индикаторы. Если вы хотите, чтобы заточник более ответственно относился к разводке, купите этот прибор и хотя бы иногда им пользуйтесь.
Очень важно устанавливать начальное положение пилы в разводном устройстве (рис. 2). Многие ставят нижний уровень по впадине зуба. Это неправильно. Развод зуба получается дугой от корня. Это очень большой рычаг, поэтому уже при небольшом затуплении, а на сучках, скорее всего, сразу пила будет волнить. Нижнюю границу необходимо устанавливать в зависимости от типа пилы, учитывая, что чем она меньше, тем устойчивее будет пила в пропиле. Но при этом надо всегда помнить: чем сильнее зафиксирован каленый зуб в теле пилы, тем расстояние должно быть больше. Иначе при разводе вы просто будете ломать зубья.
• Constant hardness - 3 мм.
• Flex back - Hard Edge, Hard Back при слабой фиксации зуба - 3,5 мм.
• Flex back - Hard Edge, Hard Back при средней и сильной фиксации зуба - 4 мм.
Но даже при правильной установке высоты при смятой опорной плоскости неподвижной пластины вы все равно получите радиус (рис. 2а) и соответствующее качество пиления. Необходимо, чтобы плоскости неподвижной пластины были ровными, тогда конец зуба будет отгибаться по ломаной и тем самым приобретет максимальную устойчивость к нагрузкам (рис. 2б).
Толкатель зуба
Упор толкателя должен приходиться приблизительно на 2 мм ниже вершины зуба, тогда развод будет проводиться нормально.
Внимание. Зубья надо разводить не одним сильным нажатием, а двумя-тремя не очень сильными. Тогда вы всегда правильно разведете зубья и ни один не сломаете.
Если вы перегнули каленый зуб, отгибая его назад, нужно браться, чтобы он не сломался, не за режущую кромку, а чуть ниже, за спинку.
Даже хороший заточник в силу описанных выше причин никогда не знает, правильно ли он развел ленточную пилу. Необходимо, чтобы заточник обязательно, после того как был проведен развод в одну сторону, снова быстро просмотрел развод 7 - 15 зубьев. Если развод соответствует тем значениям, которые должны быть, тогда все в порядке и можно работать дальше. Если же он увидит другие цифры, необходимо срочно приводить станок в порядок, иначе получится заколдованный круг. Пила плохо пилит, волнит, испытывает сильные напряжения, быстро возвращается к заточнику, у него растет объем работ. Вместо трех-пяти ленточных пил в день, ему надо делать 10 - 15. Пилы мало пилят и быстро рвутся. В итоге из-за одной неверной операции в убытке все: хозяин теряет деньги на пилах, заточник не справляется с объемом работ, рамщик не может нормально работать.
Теперь вы знаете, как правильно подготовить ленточную пилу к работе. Важно помнить, что пилорама приобретается для получения прибыли. Поэтому на любую пилораму необходимо ежедневно качественно готовить пилы. Распиливание пиловочника ленточными пилами действительно может дать очень хороший доход, если все делать грамотно. Следующие статьи будут посвящены настройкам самой пилорамы и тому, как привить своим рабочим навык выпускать только качественный пиломатериал с максимальным выходом продукции.
На предприятиях Сибири и Дальнего Востока в течение большей части года распиливается именно мерзлая древесина, так как у большинства предприятий нет бассейнов, а в тех открытых бассейнах, которые имеются на некоторых заводах, температура воды не позволяет древесине оттаивать полностью. Замораживание весьма существенно влияет на физико-механические свойства древесины. Основная причина - переход влаги, содержащейся в ней, в твердое агрегатное состояние.
Повышенные прочностные показатели мерзлой древесины оказывают влияние на выбор параметров и конструкцию режущего инструмента и во многом предопределяют режимы обработки. При решении этих задач необходимо предусматривать возможность комплексного и рационального использования древесины. Увеличение силовых показателей при окорке и распиловке мерзлой древесины по сравнению с распиловкой талой ведет к снижению производительности оборудования. Снижение производительности оборудования зависит от породы древесины, диаметра бревна, климатических условий района размещения лесопильного предприятия и др.
Пиление мерзлой древесины на лесопильных станках сопряжено с рядом особенностей, которые вызываются изменением физико-механических свойств древесины в условиях отрицательных температур, изменением деформирования и стружкообразования и т. д. Рассмотрим названные проблемы.
Пиление возможно только тогда, когда измельчаемая зубьями древесина удаляется из зоны резания. По-этому при пилении очень важно, чтобы объем впадины зуба обеспечил и вмещаемость срезаемых стружек, и их легкое удаление при выходе из пропила, то есть объем уплотненной стружки не должен быть больше допустимого для заполнения впадины.
Степень уплотнения стружки во впадине между зубьями пилы (как и коэффициент уплотнения) зависит от плотности древесины и ее гидротермического состояния. Опытные распиловки талой древесины показывают, что объем уплотненной во впадине между зубьями древесины в 1,5-2 раза меньше номинального объема срезанной стружки, поскольку напряжения сжатия, возникающие при срезании стружки, достаточны для деформации клеток и вытеснения из них капиллярной (свободной) влаги через поры древесины. Номинальный объем стружки уменьшается на величину объема пор, свободных от капиллярной влаги.
При распиловке мерзлой древесины ледяные включения не могут быть вытеснены из полостей клеток. Следовательно, объем стружки уменьшается только на объем пор, свободных от кристаллов льда.
В литературных источниках содержится неполная информация о деформации стружки в случаях распиловки ленточными пилами древесины сосны. Приводятся приблизительные цифры о значениях коэффициента уплотнения аупл.
Сотрудниками СибГТУ г. Красноярска с целью проверки и уточнения уже имеющихся данных экспериментально определены значения коэффициента αупл. для древесины сосны при положительных и отрицательных температурах. Учеными были проведены исследования влияния влажности и температуры на степень уплотнения древесины в замкнутом пространстве, данные которых представлены на рис. 1.
Из графика видно, что у древесины сосны с влажностью 50-80% уже при -25°C коэффициент уплотнения ауп начинает падать, а при влажности 30-49% увеличение плотности древесины при сжатии почти останавливается. То есть при -25°C влага в древесине полностью замерзает, и, значит, можно говорить, что древесина сосны при такой температуре мерзлая.
Следует отметить, что это данные лабораторных исследований, которые не учитывают размерно-качественных характеристик пиловочного сырья и его теплопроводность, в данном случае - скорость промерзания сырья. Тем не менее, можно сделать вывод: в зависимости от диаметра пиловочного сырья свежесрубленная древесина может быть проморожена полностью в течение двух-трех дней при температуре наружного воздуха -25°C.

Таблица 1. Влажность свежесрубленной древесины
В таблице 1 представлены данные по влажности свежесрубленной древесины некоторых пород, они свидетельствуют о том, что у ядровых пород различается влажность ядра и заболони, вследствие чего промерзание их также различно.
При пилении ядровой мороженой древесины на скорости свыше 50 м/мин. на фрезерно-брусующих и фрезерно-пильных линиях целесообразно использовать специально изготовленные пилы (центральные и боковые), которые устанавливаются на станки для пиления ядра и заболони.
Несколько слов о том, что следует понимать под влажностью древесины.
Влажность древесины - это отношение содержащейся в ней массы связанной и свободной влаги к массе древесины в абсолютно сухом состоянии, выраженное в процентах. В древесине содержатся три вида влаги: связанная (гигроскопическая), свободная (капиллярная) и химически связанная.
Объем химически связанной влаги весьма незначителен (1-3%), кроме того, эта влага почти никогда не замерзает, вследствии чего не оказывает никакого влияния на промерзание и увеличение плотности древесины, по-этому не учитывается в расчетах.
По плотности породы влажностью 12% можно подразделить на три группы:
- породы малой плотности - 510 кг/м 3 и ниже (ель, сосна, пихта, кедр, тополь, ива, ольха, каштан посевной, орех маньчжурский, бархатное дерево);
- породы средней плотности - 511-740 кг/м 3 (лиственница, тис, липа, береза, бук, груша, вяз, ильм, дуб, карагач, платан, клен, рябина, ясень, яблоня);
- породы высокой плотности - 741 кг/м 3 и более (акация белая, граб, береза железная, саксаул, самшит, фисташка, кизил).
Плотность древесины колеблется в очень широких пределах. Наибольшая - у древесины бакаута (1280 кг/м 3 ), а наименьшая - у древесины бальсы (150 кг/м 3 ). С увеличением влажности древесины повышается ее плотность. Например, плотность древесины бука при влажности 12% составляет 670 кг/м 3 , а при влажности 25% - 710 кг/м 3 .
Плотность ранней и поздней древесины в годовом слое различна. Плотность поздней древесины в 2-3 раза превосходит плотность ранней. У более плотной древесины и прочность выше. При пилении пиловочного сырья на лесопильных линиях на скорости свыше 50 м/мин. у древесины, как правило, повышенная (более 30%) влажность, а у мороженой древесины - повышенная плотность.
Следовательно, при пилении на названных скоростях подачи целесообразно использовать высококачественные пилы, корпуса которых выполнены из высоколегированной прочной стали и специально подготовлены. Кроме того, следует позаботиться о том, чтобы были правильно подобраны шаг зубьев пилы, профиль и объем межзубной впадины.

Таблица 2. Рекомендуемые скорости резания при пилении
круглыми пилами разных материалов, м/с
При пилении круглыми пилами необходимо учитывать также частоту вращения режущего инструмента и диаметр пилы, потому что у каждой пилы есть критический ресурс - показатель прочности стали корпуса пилы на разрыв. В таблице 2 приведен график рекомендуемых скоростей резания при пилении различных материалов круглыми пилами.
При пилении мороженой древесины, особенно при пилении на скоростях подачи свыше 50 м/мин. и глубине пропила более 70 мм, целесообразно использовать специальные круглые пилы.
Рассмотрим некоторые профили и формы зубьев пил. Начнем с пил, которые используются на фрезерно-брусующих и фрезерно-пильных линиях в качестве инструмента, образующего пиленую поверхность пиломатериалов и, как правило, сблокированы с фрезами.
Они применяются на станках первого и второго ряда, а также на фрезерно-обрезных и фрезерно-профилирующих станках. В связи с тем, что глубина пропила у этих пил не более 10 мм, проблем с ними почти нет, за исключением случаев неправильной конструкции их корпусов в точках примыкания к ножам фрез.
На станках первого и второго ряда используются круглые пилы разного профиля с разными углами заточки, объемами и профилями межзубной впадины.
Целесообразно подбирать пилы с учетом того, что подача на зуб при пилении мерзлой древесины c хорошим качеством пиленой поверхности (в пределах Rz max = 200) должна быть 0,5-1,2 мм.
На больших глубинах пиления на корпусах пил обязательно должны быть мультаксы (подчищающие зубья), выполняющие функцию удержания пилы в пропиле в случае временной потери ею устойчивости, например, если в древесине встречаются большие сучья или при пилении в зоне перехода ядровой древесины в заболонь. Кроме того, у пил должны быть значительно большие межзубные впадины, чем у инструмента для пиления летней древесины.
Целесообразно использовать пилы с так называемыми ступеньками во впадине зуба, которые предназначены для измельчения опилок и длинной сливной стружки и более плотного их размещения в межзубной впадине. Следует также отметить качество обработки (шероховатость поверхности) межзубной впадины, наличие на задних кромках зубьев пил различных доработок (так называемых выборок при динамической балансировке пил), наличие во впадинах различных рисок, оставленных шлифовальными кругами, а также косых заточек в межзубной впадине, которые могут привести к попаданию опилок между пилой и стенкой пропила, образованию трещин и обрыву зубьев пил.
Пиление ленточными пилами
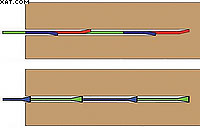
Рис. 2. Пиление разведенной пилой
и пилой с плющением
Наиболее ходовые широкие ленточные пилы - это инструмент с шагом зубьев 40-50 мм.
Профили и угловые параметры ленточных пил
Профиль пилы со стружколомателем целесообразно использовать при пилении мороженой древесины, причем передний угол может быть 23-25°. На такой пиле ломку стружки обеспечивает маленький (R = 1-2 мм вместо 5 мм, как у обычной ленточной пилы) радиус закругления в основании зуба пилы.
Уширение на сторону может быть также снижено на 15-20% из-за ослабления в мороженой древесине такого явления, как упругое восстановление волокон древесины в пропиле, в результате чего также снижаются нагрузки на зубья и тело пилы.

Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%.
Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.
Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.

Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.

Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.

Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
Приспособления для развода
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.

Разводка
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Почему пила плохо пилит?
Если доска обильно облеплена рыхлыми на ощупь опилками, то это сигнализирует о малом разводе, который требует увеличения при одновременном уменьшении угла заточки.
Пропил в виде волны при острой пиле вызывается слишком маленьким разводом, который необходимо довести до нормальной величины.
Пиление тупой, ни разу не переточенной пилой приведет к тому, что она треснет по ложбинкам зуба. Это же может произойти, если пытаться распустить дерево пилой, развод которой недостаточен для данной работы или продолжать пилить уже затупленным полотном.
На пиле могут образоваться трещины с тыльной стороны, когда расстояние между задними упорами направляющих роликов и задней частью полотна слишком велико.
Иногда наблюдаются трещины со стороны впадин зубьев. Обычно так происходит, когда при переточках за один проход снимается много металла, что ведет к перекалу кромки зуба.
Многих проблем удастся избежать, если уделять достаточно внимания заточному камню, постоянно и тщательно его заправлять.
Надо помнить, что какой бы хороший станок не применялся для роспуска древесины, это всего лишь привод для пилы. Качество и эффективность работы по распилу на 90% связано с правильным обслуживанием пилы и лишь на 10% от общего состояния станка.
Разводка зубьев сильно сказывается на свойствах режущей кромки зуба. Надо помнить, что заточка зубьев уменьшает их высоту, а значит и разводку.
Заточные показатели пилы ленточного типа в функции от породы распускаемой древесины показаны в нижеследующей таблице.
* — наименьшее допустимое значение.
Эти табличные данные не носят директивного характера, поэтому к каждой породе древесины необходим индивидуальный подбор параметров инструмента. Качество распиловки связано не только с удачным подбором этих показателей, но и от места, где идет применение, или от региона произрастания древесины, которая доставлена сюда на распиловку. Дело в том, что даже деревья одной и той же породы, могут иметь разную плотность и смолистость, обусловленную регионом.
Чтобы придать ленточной пиле большую стойкость и получить качественный рез, необходимо обильное смачивание полотна водой при распиловке деревьев с большим содержанием смолы. Пилам же для распиливания деревьев с малым содержанием смолы нужен мыльный раствор для смачивания. В мороз пилу лучше всего смачивать соляркой.

Введение

Комплекс мер при распиле леса зимой
При распиловке леса зимой необходимо проводить комплекс мер для снижения нагрузки на оборудование, и простые правила помогут сберечь не одну пилу и получить большую выгоду для производства:
Читайте также: