
Описание фрез для чпу по дереву
Обновлено: 18.09.2024
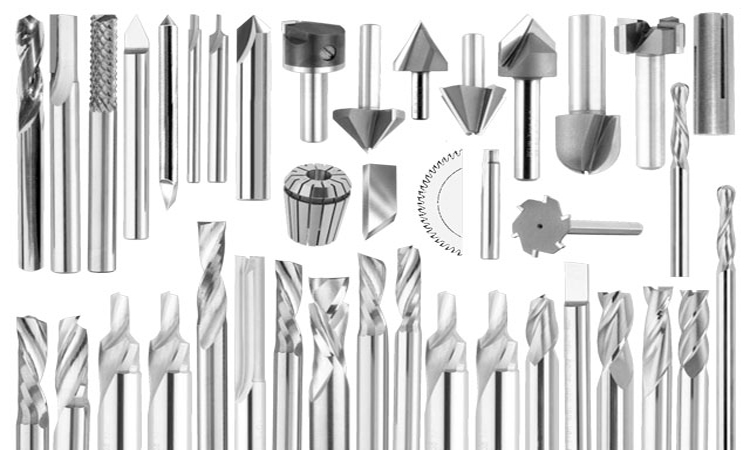
Выбор типа фрезы для станка зависит от обрабатываемого материала:
1-заходные фрезы для станков с ЧПУ подходят для для фрезеровки "мягких" материалов: мягких пластмасс (оргстекло, акрил, ПВХ, плексиглас, пенопласты), деревянных материалов (древесина, волокнистая плита, ДСП), сэндвич панелей (алюминий / пластмассы) в выигрыше острые. Так как здесь проблема более скорого затупления предпочтительнее чем опасность засорения и поломки фрезы.
Данный тип фрезы в основном применяется рекламными и макетными производствами для быстрого раскроя материалов в том случае, когда не столь важно качество торца обрабатываемой поверхности. Однако глубина и длина одной канавки позволяет получать длинную стружку, которая препятствует забиванию фрезы, что увеличивает ее долговечность.
2-заходные фрезы для станков с ЧПУ подходят для для фрезеровки жестких материалов МДФ, Фанера, пластмасс (оргстекло, акрил, ПВХ, плексиглас, пенопласты), сэндвичей (алюминий / пластмассы) .
Спиральная фреза с двумя и более заходами применяется для обработки с образованием более мелкой стружки и с большим съемом материала за один проход. Количество зубьев и глубина канавок обеспечивает измельчение. При использовании фрез с большим количеством заходов можно добиться большей чистоты обработанной поверхности.
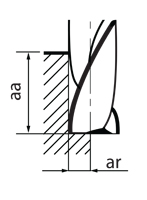
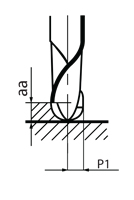
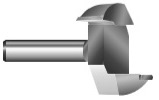
Спиральная двухзаходная круглая фреза позволяет получить наименее шероховатую поверхность благодаря меньшим вибрациям в процессе резания. Этот инструмент применяется для нанесения U-образной гравировки (например, текста) на поверхность материала, а также используется при окончательной или предварительной обработке трехмерных объектов (в зависимости от величины самых мелких элементов рельефа). При окончательной обработке такой фрезой твердых сортов дерева поверхность получается полированной и не требует дополнительной доработки. Также спиральные фрезы используют для предварительной и окончательной (зависит от геометрии обрабатываемой поверхности) обработки 3D-объектов и различных форм.
Наиболее часто встречаются фрезы с удалением стружки вверх. При работе фрезой с удалением стружки вверх на поверхности обрабатываемого материала может присутствовать ворс. Чтобы при прорезной резьбе(раскрой) получить чистую поверхность можно использовать фрезы с удалением стружки в низ , в которых сочетается правое вращение и левая спираль резьбы, что препятствует возникновению ворса на поверхности. При обработке ламинированных материалов используют компрессионные фрезы, которые позволяют получить поверхность без сколов, сохраняя облицовочный материал .
Сферические, или шариковые, фрезы для станков с ЧПУ применяются для 3D-обработки. Они обрабатывают дерево, пластик, сталь, цветные металлы (медь, алюминий, дюраль, латунь и т.д.). Данные фрезы позволяют получить поверхность с меньшей шероховатостью благодаря меньшим вибрациям в процессе резания.
Фрезы конусные двухзаходные, для станков с ЧПУ используются для работы с заготовками из дерева, ДСП, МДФ, пластик ов , модельного воска и некоторы х цветны х металл ов . Конусные двухзаходные фрезы иделаьно подходят для обработки высоких рельефов за один этап без черновой обработки. Благодаря конусной форме фрезы имеют высокую прочность при маленьком диаметре режущего кончика фрезы.
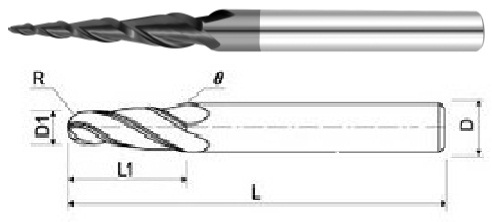
Фрезы изготавл иваются из карбида вольфрама с добавлением упрочняющих примесей, п окрытие AlTiN (алюминий нитрид титана).
Настройка конусной фрезы в программе ArtCAM описана в статье "Создание инструмента конусной фрезы в ArtCAM"
Фрезы с режущей частью в виде рыбьего хвоста при фрезеровке насквозь предотвращают появление неровностей, сколов, заусенцев на обратной стороне материала. Глубокая канавка позволяет поддерживать высокие подачи при высокоскоростной обработки обработке материала. За счет геометрии лезвия минимизируются вибрации, а геометрия фрезы способствует эффективному выбросу стружки из зоны резания.
Конический гравер применяется для обработки мелких 3D-элементов рельефа и при гравировке на поверхности материала (ABS, ПВХ, дерево, оргстекло).
Различия между фрезой и гравером
Гравер - это простой инструмент, разделенный пополам цилиндр, с последующей задней шлифовкой.
Форма может быть различна; наиболее распространены треугольные . В противоположность фрезам у них нет спиралевидного желоба для отвода стружки.
Основное отличие между китайскими фрезами и европейскими - это их ресурс, измеряемый в погонных метрах или часах работы машин. Поскольку стоимость европейских фрез, как правило, в 2-3 раза превышает стоимость китайских, выгода получается весьма ощутимая. Рассматривая вариант металлообработки, нелишним будет проверить точность изготовления фрезы. Как правило, фабрики, занимающиеся изготовлением фрез по металлу в Европе, имеют свои представительства и в Китае. Если же брать небрендовые китайские фрезы, то нужно тщательно смотреть угол заточки, глубину канавки и желательно поинтересоваться, из какого сплава они сделаны.
HSS фрезы с покрытием
Жизнь HSS фрезы с покрытием значительно увеличивается. Например, для нитрида титана (TiN) срок службы увеличивается в шесть раз.
Titan-Nitrid существенно жестче чем HSS, а также жестче чем HM. С Titan-Nitrid покрытием инструменты HM служат также дольше, хотя различие в твердости незначительное.
Более значительно покрытие отражается на число оборотов и подачу. Ее можно увеличивать и укорачивать таким образом время обработки. При фрезеровке алюминия TiN предотвращает внушающее страх запекание алюминия во фрезе. Покрытие действует как тефлон в сковороде (стружка скользит).

Трехзаходные или трехзубые фрезы.
Трехзаходные спиральные торцевые концевые фрезы применяются для фрезерования, раскроя, обработки пазов по твердым материалам,черновой и получистовой обработки сталей, в том числе нержавеющих. Три режущих кромки обеспечивают более высокое качество обрабатываемой поверхности, чем у 2-х и однозаходных фрез. Их главное преимущество – высокая жесткость при сохраняющихся неплохих характеристиках отвода стружки из зоны резания.

Фрезы – одна из разновидностей режущего инструмента. В зависимости от особенностей крепления различают насадные и концевые инструменты. Фрезы концевого типа удерживаются в шпинделе за хвостовик, насадные – имеют отверстие посередине для фиксации на оси. Насадные фрезы для станков с ЧПУ практически не используются. В этой статье остановимся на разновидностях концевых фрез для ЧПУ оборудования.
Технология производства концевых фрез
На сегодня существует два способа изготовления концевых фрез: технология производства фрез из цельного сплава быстрорежущей стали и технология стальных фрез с напаянными пластинами.
Серийный инструмент производится из цельных твердых сплавов, в частности, из быстрорежущей стали. Цельнометаллические фрезы характеризуются максимальной жесткостью, высочайшей точностью линейных размеров, надежны при эксплуатации в разных режимах, включая максимальный.
Алмазные, крупноразмерные и фасонные фрезы со сложной геометрией режущих кромок изготавливаются по другой технологии. На стальном теле напаяны кромки из другого более твёрдого материала. Есть варианты фрез со сменными пластинами. Такой инструмент более уязвим при работе на максимальных режимах. Этим способом изготавливаются и фрезы для ручных фрезеров.
Фрезы по количеству заходов режущей кромки
По количеству режущих плоскостей различают одно-, двух-, трехзаходные. В отличие от однозаходного, многозаходный инструмент выполняет несколько режущих движений за один оборот. Теоретически, при одной и той же подаче, многозаходные фрезы обрабатывают поверхность чище, либо обеспечивают необходимую чистоту обработки при более высоких подачах.
При работе многозаходными фрезами важно, чтобы стружка не задерживалась в рабочей зоне, иначе инструмент сломается. Увеличение количества режущих кромок неизбежно связано с уменьшением ширины канавки. Поэтому чем меньше диаметр фрезы, тем меньше количество режущих кромок.
Удаление стружки из рабочей зоны производится вверх или вниз.
Однозаходные фрезы с выбросом стружки вверх
Фрезы такого типа идеально подходят для обработки вязких легкоплавких материалов, например, сплавов алюминия и полимерных материалов. Образующаяся стружка налипает на инструмент, а при работе однозаходным инструментом материал не разогревается до температуры плавления.
При необходимости обработки пластика фрезой диаметром менее 9,5 мм рекомендуется использовать однолезвийные инструменты. В случае применения инструмента большего диаметра более целесообразно выбрать двухзаходную фрезу. Однозаходные фрезы с разным углом заточки используются при обработке ПВХ, пенопласта, акрила, древесины, цветных металлов и их сплавов.

Фрезы концевые однозаходные
Однозаходные концевые фрезы применяется для обработки материалов с образованием крупной стружки. Это полимерные материалы типа акрила, пластика разной твердости, оргстекла, а также ABS, ПВХ, дерево, композит, ДСП, ЛДСП, фанера. Они обеспечивают высокоскоростную обработку с превосходным качеством поверхности и быстрое удаление стружки при фрезеровании.
Двухзаходные фрезы с выбросом стружки вверх
Фрезы с двумя лезвиями предназначены для обработки неплавких легких материалов, прежде всего – древесины. В типоразмерном ряду двухзаходных фрез для станков с ЧПУ представлены инструменты разного диаметра, начиная от минимального. Двухзаходные фрезы диаметром свыше 8 мм можно использовать для работы с полимерными материалами. Двухзаходные фрезы по металлу часто имеют защитное покрытие, благодаря которому их можно использовать для обработки практически всех металлов. Для обработки алюминия рекомендованы двухлезвийные фрезы с осевым углом 45°-55°. За счет довольно большого угла, лезвия преодолевают сопротивление материала с минимально возможным усилием, металл не разогревается до температуры плавления. Пологие канавки обеспечивают наиболее эффективный выброс стружки из зоны резания.

Фрезы концевые двухзаходные радиусные
Двузаходные фрезы с радиусным кончиком режущей кромки. Применяются для обработки поверхности с образованием более мелкой стружки и с меньшим съемом материала за один проход. Используются для черновой обработки таких материалов, как: ПВХ, ABC, дерево, композит, ДСП, фанера.

Фрезы концевые двухзаходные прямые
Двузаходные фрезы с прямым кончиком режущей кромки. Применяются для обработки поверхности с образованием более мелкой стружки и с меньшим съемом материала за один проход. Используются для черновой обработки таких материалов, как: ПВХ, ABC, дерево, композит, ДСП, фанера.
Трех- и четырехзаходные фрезы с верхним выбросом стружки
Многолезвийные фрезы для станков с ЧПУ используются реже. Такой инструмент незаменим для крупносерийного и массового производства, где требуется обработка большого количества сложного материала. Наибольшего внимания заслуживают фрезы со стружколомом. Они медленнее тупятся и снимают довольно большой объем материала за проход. Инструмент можно считать идеальным для чернового фрезерования МДФ, скоростного раскроя ламината и фанеры. Черновой чистоты обработки поверхности часто бывает достаточно для дальнейшего применения готовой детали. Если чистота обработки не принципиальна, фрезы со стружколомом более предпочтительны, так как период стойкости инструмента для чистовой обработки значительно ниже.
Применение многозаходных фрез оправдано и там, где необходима высокая скорость работы. Чем больше лезвий и меньше глубина фрезерования относительно диаметра фрезы, тем выше скорость резания.

Фрезы концевые трёхзаходные
Фрезы трехзаходные применяются для обработки с образованием более мелкой стружки и с меньшим съемом материала за один проход (ПВХ, ABC, дерево, ДСП)
Фрезы с выбросом стружки вниз
Сфера применения фрез с удалением стружки вниз – обработка тонких листовых материалов, причем за один проход можно резать несколько листов одновременно. В процессе работы фреза с нижним выбросом придавливает материал, тем самым исключая возможный сдвиг листа. При этом дополнительный прижим совсем не обязателен, что удобно.

Фрезы с удалением стружки вниз
Фрезы с удалением стружки вниз используются для обработки ламинированных материалов без образования сколов. Такие фрезы успешно применяются при обработке листовых материалов на станках без вакуумного прижима. Обрабатываемые материалы: ПВХ, дерево, ДСП, МДФ, оргстекло, капролон, текстолит.
Фрезы с прямыми лезвиями
Оптимальный выбор для работы в пазах. Благодаря этой особенности фрезы для ЧПУ с прямыми ножами получили второе название – пазовые. Инструмент отлично справляется с обработкой многослойных материалов. Существует ряд специализированных фрез для работы по пластику, дереву и другим материалам. Специализация инструмента определяется особенностями заточки.

Фрезы с прямым лезвием
Компрессионные фрезы
К компрессионным относят фрезы со сложной геометрией режущих кромок. Верхний нож инструмента направлен книзу, нижний, соответственно - кверху. Такое расположение лезвий предотвращает образование сколов и других дефектов на поверхности обрабатываемого материала. Область применения компрессионных фрез для станов с ЧПУ – обработка ламината, мягкой древесины и других материалов, склонных к скалыванию и образованию ворса. Важно, что для компрессионных фрез характерен длительный период стойкости. Работать компрессионной фрезой можно в один или несколько проходов. При этом важно, чтобы нижний нож был короче толщины снимаемого материала. Пренебрежение этим требованием неизбежно сказывается на качестве резания. В таком случае инструмент работает как обычная фреза с удалением стружки кверху, а верхняя кромка материала повреждается нижним ножом.

Фрезы компрессионные
Фрезы компрессионные (со встречно направленными ножами) используются для обработки ламинированного дерева без образования сколов, как на верхней так и на нижней кромке реза. Данные фрезы отлично обрабатывают древесину средней плотности, фанеру и многослойные плиты, материалы с одно- и двухсторонним ламинатом, различные пластики, МДФ, ДСП.
Бор-фрезы (или "кукуруза")

Фрезы кукуруза
Фрезы с двойной заточкой (типа кукуруза) применяются для обработки абразивных материалов с образованием стружки в виде пыли. Специальным образом расположенные режущие кромки рабочей части фрезы позволяют обрабатывать текстолит, стеклопластик и другие твёрдые композитные материалы.
Фрезы для 3D-обработки
В группу фрез для формирования трехмерного рельефа включены инструменты со сферическим окончанием. Форма режущей части может быть:
Конические фрезы обеспечивают высокую точность работы при нанесении мелкого рельефа, что роднит их с граверами. Принципиальное отличие этих инструментов заключается в конструкции хвостовика. Благодаря массивному хвостовику, конические фрезы пригодны для нанесения глубокого рельефа, недоступного граверу. Окончание цилиндрической фрезы имеет больший диаметр и их чаще используют для черновой обработки, дорабатывая поверхность более тонким коническим инструментом.

Фрезы конусные
Конусные фрезы идельно подходят для обработки высоких рельефов без черновой обработки. Благодаря конусной форме, фрезы имеют высокую прочность при маленьком диаметре кончика фрезы.
Допускается для финишной обработки использовать радиусные граверы. Они дешевле, однако требуют повышенного внимания при резке, т.к. имеют меньший запас прочности.
Фасонные фрезы
К фасонным фрезам относят все инструменты с фигурными лезвиями, предназначенные для получения фасонных поверхностей. В эту группу включают калевочные, V-образные, галтельные и другие специальные фрезы. Большинство фасонных инструментов выполняются по технологии сталь + напайки, так как она дает возможность точного изготовления режущих кромок со сложной геометрией.

Фрезы V-образные
Фрезы V-образные для композита предназначены для фрезерования места сгиба на алюминиевых композитных панелях.
Исчерпывающий ассортимент фасонных фрез в нашем каталоге представлен брендом ARDEN. Это Тайваньская компания, производящая высококачественный режущий инструмент как для ЧПУ оборудования, так и для ручных фрезеров.

Концевые фрезы ARDEN
Концевые фрезы ARDEN предназначены для обработки твердой и мягкой древесины, ДСП, МДФ, OSB, а также пластиков (в том числе на основе акрила), ламинированных материалов. Лезвия фрез выполнены из микрозернистого твердого сплава, что позволяет использовать их для работы на обрабатывающих центрах, станках с ЧПУ и ручных фрезерах повышенной мощности.
Граверы
Применяются для нанесения сложного рельефного рисунка. Отличаются формой, углом и площадью торцевой части. Граверы с плоским концом принеяются непосредственно для 2D-гравировки. Граверы со сферическими окончаниями функционально ближе к фрезам для 3D-обработки, однако отличаются от последних меньшей устойчивостью к сильным нагрузкам.

Граверы конические
Граверы применяются для обработки мелких 3D элементов рельефа и для гравировки на поверхности таких материалов как: ABS, ПВХ, дерево, оргстекло, ювелирный воск.
Подведём итоги
Оптимальное решение при выборе типа фрезы для станков с ЧПУ будет зависеть от особенностей производства, сложности выполняемой работы и технических характеристик материала. Хотя ассортимент фрез довольно широк, вопросов с их оптимальным подбором под текущие задачи обычно не возникает. Если у Вас появились вопросы, или требуется консультация - обращайтесь, оставляйте комментарии. Поможем разобраться и сделать верный выбор среди обширного ассортимента фрез для ЧПУ оборудования.
Фрезерная обработка — быстрый и надежный способ придать древесине необходимую форму. Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Необходимо также учитывать не только соответствие типа фрезы выполняемой задаче и режиму фрезеровки, но и конструктивные особенности режущей области. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением.
Общие сведения
Фрезы для проведения различных видов обработки отличаются формами режущих кромок и способами заточки. Затылованные имеют криволинейную форму и фронтальную заточку; применяются они в работе с профилями. Остроконечные с прямым профилем используются при сверлении; их заточка производится по фронтальным или задним сторонам. Существуют фрезы с двумя режущими кромками. Такая конструкция позволяет сделать инструмент и обработку дешевле, увеличить скорость работы и улучшить качество готового изделия.
Со временем режущая кромка инструмента тупится и стирается. Во избежание частой замены фрезы производят из высокопрочных сплавов с длительным сроком службы.
Разновидности фрез по дереву
Фрезы для станков с ЧПУ по дереву делятся на два основных вида:
Фрезы из быстрорежущей стали с добавлением вольфрама или молибдена для работы с древесиной мягких пород.
Твердосплавные инструменты для работы с твердыми породами дерева. Их отличают сбалансированность, износостойкость и прочность. Подобные 3D-фрезы для ЧПУ-станков по дереву широко применяют в производстве мебели по индивидуальному заказу.
Кроме того, существуют фрезы из хромокобальтового сплава.
На установках с ЧПУ выполняют большое число операций. Этим обусловлено различие типов, форм и размеров фрез.
Типы фрез по форме и назначению:
Пазовые — для нарезания пазов разной конфигурации. Кромочные — для фрезеровки кромки и придания ей формы. Торцевые — для обработки вертикальных поверхностей. Дисковые — для фрезеровки канавок (бывают пазовые, двух- и трехсторонние). Угловые — для фрезеровки угловых пазов. Концевые — для вырезания контурных выемок и уступов. Шпоночные — для просверливания отверстий. Фасонные — бывают затылованными и остроконечными.
Наиболее широко в деревообрабатывающей промышленности применяют пазовые и кромочные типы фрез. Далее рассмотрим более подробно их виды и назначение.
Пазовые фрезы
Этот тип фрез применяют для выполнения следующих работ:
Что касается формы, существует 2 вида пазовых фрез:
Диски. Их режущие кромки (от двух и больше), находятся по периметру и служат для выборки, выравнивания или расширения паза. Они бывают слитыми с основанием диска или заменяемыми. Цилиндрические стержни. Бывают из быстрорежущей или твердосплавной стали.
Все типы пазовых фрез производят по соответствующим стандартам.
Виды пазовых фрез и сферы их применения
Эти инструменты делятся на типы соответственно выполняемым задачам:
- прямые,
- конические,
- галтельные,
- конические,
- v-образные,
- т-образные,
- ласточкин хвост,
- фасонные,
- комбинированные,
- конструкционные,
- кромочные фальцевые,
- торцевые,
- дисковые.
Прямые
Такие фрезы служат для выполнения прямых пазов. Они имеют параллельные режущие кромки, которые вращаясь создают выемки в виде цилиндра. Величина кромок влияет на ширину отверстия и качество обработки. Соответственно стандартам, основные размеры фрез:
- внешний диаметр,
- длина хвостовика,
- величина режущей части,
- глубина режущей части.
Конические

Галтельные
Кроме того, пазовые галтельные фрезы служат для:
- обработки кромок,
- наклонной фрезеровки.
- 3D обработка материала при создании крупногабаритных объемных объектов.
Эти фрезы имеют форму треугольника или полукруга.
Фасонные пазовые фрезы
Служат для создания больших по площади углублений и для обработки боковых поверхностей: от закругления до создания сложных форм. Такие фрезы нужны для производства декоративной деревянной посуды, домашней утвари, шкатулок и др.
Конструкционные
Они необходимы для создания надежных соединений при помощи пазов специальных форм.
Бывают разных видов:
Такие пазы служат в качестве направляющих для перемещения выдвижных ящиков, крышек сложных шкатулок. Величина выполняемого паза зависит от общей длины инструмента и его диаметра.
Дисковые
Бывают двух или трехсторонними, с мелкими или нормальными зубьями. Они служат для создания технических пазов и канавок.
Дисковые фрезы бывают:
- целые с прямыми лезвиями;
- с лезвиями, направленными в противоположные стороны;
- со вставными лезвиями;
- затылованные.
Дисковые фрезы имеют несколько уступов, что повышает точность обработки и уменьшает шероховатость поверхности. Они создают пазы любой глубины и ширины.
Кромочные фрезы
Такие виды фрез по дереву для станков с ЧПУ, как кромочные, применяются для обработки кромки и придания ей формы. Они состоят из нескольких частей:
- Хвостовик, который зажимается в принимающем устройстве.
- Режущая часть. Бывает 2 видов: цельнолитая с хвостовиком и сменная. Существуют модели с возможностью установки несколько режущих элементов.
Виды кромочных фрез
В следующем списке перечислены функции, для выполнения которых предназначены кромочные фрезы для станков с ЧПУ по дереву того или иного вида:
Калевочная. Для выполнения сложных орнаментов, прямой обработки, создания волнистой и дугообразной кромки. Прямая. Для создания плоских прямых кромок перпендикулярного типа, выполнения обработки округлой формы применяется фреза прямая. Конусная. Для обработки заготовок перед соединением при изготовлении мебели частно используется именно конусная фреза. Радиусная. Бывает двух видов: вогнутая и выпуклая. Может вращаться в обе стороны. Служит для фигурной обработки разной сложности. Фальцевая. Для изготовления прямоугольных пазов на изогнутых или ровных деталях, в том числе путем двойного прохода. Фигурная. Отличается большой массой и может выполнять работу на большой площади для ускорения обработки. Комбинация разных элементов позволяет создать кромку нужной формы. Галтельная v-образная. Для формирования v-образных вырезов с разным наклоном угла.
Сферы применения
Основные функции кромочной фрезы:
- фигурная обработка кромок при производстве мебели и предметов интерьера (плинтусов и др.),
- выработка канавок и пазов разной формы,
- выполнение вырезов для установки петель дверей или окон,
- выработка углублений для сборки декоративных элементов,
- обработка и обрезка прямых кромок.
Таким образом, кромочные фрезы подходят для выполнения большинства операций по обработке древесины.
В заключение
Наибольшему износу среди всех элементов фрезерных станков с ЧПУ по дереву подвержена фреза, работа которой в интенсивном режиме затупляет режущую кромку, вследствие чего ее геометрия может нарушиться. Обработка затупленной фрезой приводит к увеличению площади ее соприкосновения с поверхностью. Это повышает температуру инструмента и перегревает материал. Высокая температура снижает твердость лезвия, спаивает между собой частицы стружки: они липнут на фрезу и забивают отводящие канавки. Это еще больше затупляет фрезу и приводит к ее деформации. Работа таким инструментом отрицательно влияет на качество обработки и повышает вероятность брака.
Продлить срок службы фрезы и сэкономить средства на покупку новой поможет периодическая заточка, которую можно проводить не более трех раз.
Шаговое устройство — бесщеточный двигатель с несколькими обмотками, функционирующий по синхронному принципу. Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора.
Современные сверлильные станки с ЧПУ используются на производствах, на которых в больших объемах осуществляется обработка деталей всевозможного назначения, например, на мебельных фабриках. Сегодня производители предлагают покупателям модели сверлильных станков с ЧПУ во всем функциональном многообразии.

Станок с ЧПУ (числовым программным управлением) — сложное устройство, позволяющее создавать детали различных форм из дерева, металла или пластмассы. Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья.

Существует широкий ассортимент фрезерных ЧПУ-станков, которые предназначены для выполнения разного рода работ. Выбор фрезерного станка с ЧПУ профессионалы осуществляют, руководствуясь богатым опытом и профильными навыками.

КЛАССИФИКАЦИЯ ФРЕЗ
Фрезы — это многозубые режущие инструменты, применяемые для обработки плоскостей, пазов, фасонных поверхностей, тел вращения, а также для разрезания материалов. В процессе фрезерования в контакте с заготовкой, как правило, находится несколько зубьев, снимающих стружку переменной толщины. При этом благодаря большой суммарной активной длине режущих кромок обеспечивается высокая производительность процесса фрезерования, повышению которой также способствует высокая скорость фрезерования, которая достигается за счет периодического выхода зубьев из зоны резания, обеспечивающего охлаждение и снятие тепловой напряженности в режущем клине.
Кинематика фрезерования проста: фреза получает вращение от главного привода, а заготовка закрепляется на столе станка. Движение подачи от отдельного привода станка кинематически не связано с вращением фрезы. Оно может быть прямолинейным, вращательным или винтовым, а режущие кромки фрезы — прямолинейными, наклонными к оси, винтовыми или фасонными. Это обусловливает появление огромного разнообразия конструкций фрез и широкую область их применения.
Фрезы можно классифицировать по следующим основным признакам:
■ по конструкции режущих зубьев и способа их заточки фрезы
- с остроконечными зубьями;
- с перетачиваемыми зубьями по задней поверхности;
- с затыловочными зубьями, перетачиваемыми по передней грани;
■ по форме и расположению режущих кромок относительно оси вращения инструмента фрезы подразделяются:
- на цилиндрические;
- дисковые;
- торцовые;
- концевые;
- угловые;
- фасонные;
■ по направлению зубьев к оси фрезы бывают:
- прямозубые;
- винтовые;
- с наклонными зубьями;
■ по способу крепления на станке фрезы подразделяются:
- на насадные с отверстием под оправку;
- концевые с цилиндрическим или коническим хвостовиком;
■ по конструкции фрезы подразделяются:
- на цельные;
- сборные со вставными зубьями, в том числе с напаянными или механически закрепляемыми режущими пластинами из твердого сплава или сверхтвердых материалов (СТМ).
На рис. 11.1 представлены основные виды фрез с различным расположением режущих кромок относительно оси вращения инструмента.
Цилиндрические фрезы (рис. 11.1, а) применяются на горизонтально-фрезерных станках при обработке плоскостей. Они могут быть с винтовыми и прямыми зубьями. Фрезы с винтовыми зубьями работают плавно, и они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. Цилиндрические фрезы изготовляются из быстрорежущей стали и оснащаются твердосплавными плоскими и винтовыми пластинами.
Дисковые фрезы (рис. 11.1, б) бывают пазовые, двух- и трехсторонние и используются при фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности и предназначены для обработки относительно неглубоких пазов. Для уменьшения трения по торцам на пазовых фрезах предусматривается вспомогательный угол в плане , порядка 30°, т. е. толщина фрезы делается на периферии больше, чем в центральной части у ступицы. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04. 0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается. Однако это не имеет практического значения, так как величина этого уменьшения невелика.

Рис. 11.1. Типы фрез:
а — цилиндрические; б — дисковые; в — торцовые; г, д — концевые; е — угловые; ж — фасонные: t — глубина шлифования; В — ширина шлифования; D ( d ) — диаметр фрезы
Торцовые фрезы (рис. 11.1, в) широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими, а торцовые режущие кромки — вспомогательными. Основная работа резания выполняется боковыми режущими кромками, расположенными на наружной поверхности.
Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у них не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы. Торцовая фреза может быть более массивной и жесткой, по сравнению с цилиндрическими, что дает возможность удобно размещать и надежно закреплять режущие элементы и оснащать их твердыми сплавами. Торцовое фрезерование обеспечивает обычно большую производительность, чем цилиндрическое, поэтому в настоящее время торцовыми фрезами выполняется большинство работ по фрезерованию плоскостей.
Концевые фрезы (рис. 11.1, г, д) применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов и взаимно-перпендикулярных плоскостей. Они крепятся в шпинделе станка коническим или цилиндрическим хвостовиком. У этих фрез основная работа резания выполняется главными режущими кромками, расположенными на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Концевые фрезы, как правило, изготовляются с винтовыми или наклонными зубьями, угол наклона которых доходит до 30. 45°. Диаметр концевых фрез выбирается меньше (до 0,1 мм) ширины канавки, так как при фрезеровании наблюдается ее разбивание. Разновидностью концевых фрез являются шпоночные двухзубые фрезы. Они, подобно сверлу, могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основная работа резания выполняется торцовыми кромками, одна из которых должна доходить до оси фрезы, чтобы обеспечить сверление отверстия. Переточка шпоночных фрез производится по задним поверхностям торцовых кромок. При этом диаметр фрезы сохраняется неизменным, что необходимо для обеспечения постоянства размера паза.
Концевые фрезы обладают высокой производительностью, несмотря на частично срезанные зубья.
Угловые фрезы (рис. 11.1, е) используются при фрезеровании угловых пазов и наклонных плоскостей деталей. Одноугловые фрезы имеют режущие кромки, расположенные на конической поверхности и торце. Двухугловые фрезы имеют режущие кромки, которые расположены на двух смежных конических поверхностях. Угловые фрезы широко применяются в инструментальном производстве для фрезерования стружечных канавок различных инструментов. В процессе работы одноугловыми фрезами возникают осевые усилия резания, так как срезание металла заготовки производится в основном режущими кромками, расположенными на конической поверхности. У двухугловых же фрез осевые усилия, возникающие при работе двух смежных угловых кромок зуба, несколько компенсируют друг друга, а при работе симметричных двухугловых фрез они взаимно уравновешиваются, поэтому двухугловые фрезы работают более плавно.
Для обработки Т-образных пазов деталей, часто встречающихся в станкостроении, применяются Т-образные фрезы. Они работают в тяжелых условиях и часто ломаются из-за затруднения отвода стружки и ее пакетирования. Каждый зуб работает за один оборот фрезы дважды. Для улучшения отвода стружки такие фрезы делают с разнонаправленными зубьями и с углом поднутрения на торцах, равным φ 1 = 1 . 2°.
Фасонные фрезы (рис. 11.1, ж) получили значительное распространение при обработке разнообразных фасонных поверхностей деталей. Достоинства применения таких фрез особенно сильно проявляются при обработке заготовок с большим отношением длины к ширине фрезеруемых поверхностей.
Особенности конструкций фрез, оснащенных твердым сплавом. Конструкции фрез и условия их работы позволяют широко использовать для их оснащения высокопроизводительные твердые сплавы, минералокерамику и СТМ, которые, однако, обладают пониженной прочностью на изгиб и хрупкостью. Широкому применению твердых сплавов способствуют следующие достоинства процесса фрезерования:
■ благоприятная форма стружки, имеющая малые толщину и длину, обеспечивающие ее хорошую транспортабельность;
■ прерывистость процесса резания, снижающая тепловое напряжение режущих элементов;
■ высокие жесткость и виброустойчивость.
Эти свойства обусловили благоприятные возможности для применения сменных пластин (СМП), а большие габаритные размеры корпусов фрез позволяют размещать элементы их крепления.
К недостаткам процесса фрезерования относятся:
■ работа с ударами;
■ высокая вероятность работы в условиях неравномерного фрезерования, вызывающего колебания и вибрации;
■ резание с нулевой толщиной стружки (при цилиндрическом фрезеровании);
■ затрудненное стружкоудаление при работе концевых, дисковых и пазовых фрез;
■ высокая стоимость изготовления сборных фрез при жестких требованиях к осевому и радиальному биениям режущих кромок.
Однако, как показала практика, принимая меры к устранению или снижению влияния неблагоприятных факторов на стойкость и производительность процесса фрезерования, удалось добиться в большинстве конструкций фрез широкого применения новых марок режущих материалов и главным образом твердых сплавов. Особенно высокие результаты получены при разработке конструкций торцовых фрез, оснащенных СМП, которые практически вытеснили ранее широко применяемые фрезы с напаянными твердосплавными пластинами.

Рис. 11.2. Твердосплавные фрезы малых диаметров:
а — цельная твердосплавная концевая фреза; б — узкая дисковая фреза
Напаянные пластины используются только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин. Но даже и в этих случаях при резании труднообрабатываемых материалов предпочтение отдается монолитным фрезам, изготовленным целиком из твердого сплава и полученным путем прессования в специальных пресс-формах.
Применяются также способы изготовления монолитных фрез или их режущей части методом вышлифовывания из твердосплавных заготовок алмазными кругами, а также резанием из пластифицированных заготовок с последующим их спеканием. Освоено, например, производство цельных твердосплавных концевых фрез диаметром 3. 12 мм (рис. 11.2, а), а также узких дисковых и других видов фрез с прямыми или винтовыми зубьями (рис. 11.2, б). При этом концевые фрезы изготавливаются или с цилиндрическим хвостовиком, или в виде коронок и вставок, соединяемых пайкой со стальным хвостовиком.
В настоящее время в конструкциях фрез средних и крупных размеров способ пайки твердосплавных пластин на корпусы инструментов используется в том случае, когда режущие пластины имеют фасонную форму. Так, например, на рис. 11.3 показана цилиндрическая фреза с напаянными винтовыми пластинами, которые удается изготавливать только небольшой длины. Каждый зуб представляет собой набор из таких пластин, а их стыки оформлены в виде стружколомающих канавок. Основным недостатком такой фрезы является необходимость повторной пайки и заточки всех зубьев в случае поломки хотя бы одной из пластин. С винтовыми напаянными пластинами изготавливаются также концевые фрезы с небольшой длиной рабочей части.
Цилиндрические фрезы в силу специфики их конструкций и условий резания значительно реже по сравнению с торцовыми оснащаются твердосплавными СМП.
Торцовые фрезы допускают большое разнообразие способов крепления многогранных пластин, и поэтому в настоящее время выпускается огромное число различных типов таких фрез, наиболее сложные из которых позволяют производить регулировку положения пластин в корпусе в целях получения минимального радиального и торцового биений режущих кромок.
Анализ современных конструкций торцовых фрез показывает, что основными направлениями в использовании СМП являются:
■ крепление пластин непосредственно на корпусе или его составных частях;
■ использование вкладышей с двумя-тремя базами под пластины;
■ использование механизма регулирования положения режущих кромок пластин относительно оси вращения фрезы.
Широко применяются пластины трех-, четырехгранные, в форме параллелограмма, реже круглые и пятигранные, негативные и позитивные по геометрическим параметрам, с отверстиями для крепления или без них. Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше.
Хвостовики концевых фрез могут быть цилиндрическими, коническими или специальными короткими цилиндрическими. Дисковые фрезы, оснащенные твердосплавными пластинами, до недавнего времени применялись обычно в напаянном варианте. Однако из-за сложности заточки и отпаивания режущих пластин при нагреве (особенно на трехсторонних фрезах) все большее распространение получают фрезы с механическим креплением СМП. В конструкциях этих фрез в основном использованы те же способы и элементы крепления, что и в конструкциях торцовых фрез.

Рис. 11.3. Цилиндрическая фреза с винтовыми твердосплавными пластинами:
L — длина фрезы; d — диаметр фрезы; d 1 — диаметр центрального отверстия фрезы; ω — угол наклона зубьев
Таблица 11.1. Выбор марки инструментального материала фрез при различных методах обработки
| Методы и характер обработки | Марка инструментального материала при обработке | ||||||||||||||||
| Углеродистая и легированная сталь | Закалённая сталь | Титан и сплавы на его основе | Чугун | Цветные металлы и их сплавы | Неметаллические материалы | ||||||||||||
| Фрезерование черновое | Р6М5 Т5К10 | - | ВК4 ВК8 | Р6М5 ВК6 ВК8 | ВК4 ВК6 ВК8 | ВК3 ВК4 | |||||||||||
| Фрезерование чистовое | Р6М5 Т15К6 Т14К8 | Т30К4 Т15К6 ВК6 ВК8 | ВК4 ВК6 ВК8 | Р6М5 ВК6 9ХС Р18 | Р6М5 Р18 ВК6 ВК4 | ВК3 | |||||||||||
Выбор инструментального материала фрез зависит от обрабатываемого материала заготовки, режимов обработки и требований по производительности технологических операций. Подробное описание инструментальных материалов приведено в подразд. 8.3. В табл. 11.1 приведены марки инструментального материала фрез при различных методах обработки.
Станок - это довольна сложная система, а фрезы для ЧПУ – практически самая важная его составляющая. Рассмотрим типы фрез, их заточку и возможности.
- Описание инструмента для ЧПУ
- Типы фрез согласно особенностям обработки
- Классификация фрез по сфере применения
- Типы фрез в зависимости от обрабатываемого материала
- Как выбрать фрезу
- Заточка фрез
- Возможности фрез
Станок – это довольна сложная система, а фрезы для ЧПУ – практически самая важная его составляющая. Это объясняется тем, что они являются основным режущим инструментом.
Описание инструмента для ЧПУ
Как уже было сказано, фреза – это режущий инструмент, и устанавливается он в шпиндельную головку машины.
Весь процесс обработки осуществляется за счет вращения данного элемента, а именно: его кромка касается заготовки, после чего и удаляется часть обрабатываемого материала.

Типы фрез согласно особенностям обработки
Можно рассмотреть такие разновидности инструмента для станков с ЧПУ по форме и конструкции:
- Концевая, благодаря ей можно осуществить фрезеровку материала по всем осям. Чаще всего это алмазные фрезы для ЧПУ. Их форма походит на обычное сверло и предусматривает пару режущих кромок.
- Торцевая. Инструмент цилиндрической формы, режущие элементы которого находятся на торцах. Его целесообразно использовать для плоской обрабатываемой поверхности, например, для раскроя листовых материалов.
- Дисковая. Такой вид предназначен специально для того, чтобы формировать пазы и различного рода углубления. Дисковая фреза мультизадачная: она может совершать несколько операций, их количество зависит от численности и расположения режущих кромок.
- Угловая, которая служит для фрезеровки краев поверхности. Она имеет пару режущих кромок, расположенных под разным углом касательно одна другой.
- Фасонная. Достаточно специфический инструмент, который используется для того, чтобы формировать поверхности сложных форм. Фасонные фрезы для ЧПУ обладают высокими качественными показателями, поскольку их используют при финишной обработке и рез получается максимально чистым.
Классификация фрез по сфере применения
Также необходимо классифицировать инструмент по областям, в которых он применяется. В основном применение фрез предполагает преследование определенных целей, особенно если приводить в пример промышленные машины.
Давайте рассмотрим следующую разновидность фрез для станков с ЧПУ в зависимости от сферы применения:
- для черновой обработки. К такому виду фрезерования можно отнести снятие большого слоя материала, формирование начальной формы, резка или раскрой;
- для высверливания канавок. Данные ЧПУ фрезы могут исполнять такие операции, как создание бороздок, пазов, выемок, впадин;
- для точной работы в углах и кромках на верхней части заготовки;
- для финишной (чистовой) обработки. Для этого чаще всего используется алмазная. Такой инструмент создает впадины разных форм и конфигураций. После этого остается лишь очистить деталь и удалить стружку;
- для формирование различных художественных рисунков.
Типы фрез в зависимости от обрабатываемого материала
Одним из важных критериев при определении необходимой фрезы является материал, который планируется обрабатывать. Это влияет и на материал, из которого изготовлены режущие части, на конфигурацию, а также на технические качества.
Следует выделить такие типы профильного рабочего инструмента по обрабатываемому материалу:
- для фрезеровки деревянных изделий;
- для фрезеровки цветных и черных металлов;
- для изготовления конструкций из пластика и других полимерных материалов.
Следует запомнить следующее: фрезы по дереву или пластику не подходит для обработки металла, поскольку фрезы по металлу имеют иную конструкцию и изготовлены из другого материала.

Как выбрать фрезу
Они очень отличаются своим разнообразием: их можно выбрать исходя из типа операции, которую вы будете совершать; также важную роль играет материал изготовления и другие параметры, такие как износоустойчивость.
Хорошие фрезы обычно обладают следующими свойствами:
- прочность;
- износостойкость;
- сбалансированность.
Практический совет: если хотите выбрать качественный инструмент, то обратите внимание на вышеуказанные характеристики.

Для дальнейшей работы с фрезой при долгом сроке эксплуатации необходимо будет либо же покупка нового режущего инструмента, либо же его заточка. Тут важно обратить внимание на компанию-производителя, поскольку инструмент для заточки лучше всего купить напрямую у поставщика оборудования.
Заточка фрез
На сегодняшний день фрезы для фрезерного станка с ЧПУ обладают более высокой ценой, чем для обычных станков. Поэтому очень часто после долгого срока полезного использования данной режущей детали ее не покупают, а просто на просто затачивают.
Заточка фрезы алмазным кругом
Необходимо заметить, что совершить заточку стандартным оборудованием или в домашних условия почти нереально. Поэтому для того, чтобы на выходе у вас получилась качественно заточенная деталь необходимо обработать ее на специальном мини ЧПУ станке, имеющим Программное Управление.
Такие машины имеют достаточно узкую классификацию: для пальчиковой, угловой и дисковой фрезы.
Практический совет: если необходимого оборудования нет, то у вас есть два варианта действий:
- Обратиться в специализированную контору.
- Купить новую режущую деталь.
Возможности фрез
Как уже было сказано выше, с помощью данного инструмента можно обрабатывать почти все виды материалов, начиная от дерева и заканчивая металлами и сплавами. Также вы сможете обработать сталь, чугун, медь и другие материалы.

На сегодняшний день станки с Числовым Управлением обладают отличной эргономичной конструкцией, высокой безопасностью, датчиками, которые контролируют скорость, с которой вращается фреза. Поэтому если вы правильно выберете и своевременно будете затачивать режущий инструмент, то это позволит вам работать с максимальной отдачей и высокой точностью.
Читайте также: