
Допуски и посадки резьбовых соединений презентация
Обновлено: 05.10.2024
Резьбовые соединения Резьбовое соединение образуется сопряжением двух деталей по винтовым поверхностям, из которых одна имеет наружную резьбу ( болт, винт, шпилька) , а другая –внутреннюю (гайка, муфта)
Резьбовые соединения Если материал соединяемых деталей не обеспечивает достаточной долговечности резьбы при требуемых частых разборках вместо винтов применяют шпильки
Резьбовые соединения Деталь с резьбовым отверстием, навинчиваемая на винт-ГАЙКА
Резьбовые соединения Резьба образуется путем нанесения на поверхность деталей винтовых канавок с сечением согласно профилю резьбы Выступы называются витками
Классификация резьбы По виду поверхности, на которой образована резьба ( цилиндрическая и коническая )
Классификация резьбы по признаку расположения резьбы- наружные и внутренние По направлению винтового выступа резьбы- правая и левая
Классификация резьбы В зависимости от числа заходов- однозаходная(один выступ резьбы) и многозаходная( два и более выступов)
Классификация резьбы По профилю-
Классификация резьбы В зависимости от назначения- крепежная, крепежноуплотняющая , для преобразования движений вращательного в поступательное и наоборот
Классификация резьбы По системе размерности - метрическая и дюймовая
Классификация резьбы Метрическая резьба имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом.
Классификация резьбы Дюймовая резьба имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта - британский стандарт BSW ( Ww ) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1" = 25,4мм) - штpихи (") обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Параметры резьбы Виток резьбы — часть резьбы, образованной при одном повороте профиля вокруг оси вращения. Номинальный диаметр резьбы — диаметр, условно характеризующий размеры резьбы и используемый при ее обозначении. Профиль резьбы — плоская фигура, получаемая в плоскости, проходящей через ось резьбы.
Параметры резьбы Угол профиля α – это угол между смежными боковыми сторонами профиля в плоскости осевого сечения . Наружный диаметр резьбы ( d ) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или вписанного во впадины внутренней резьбы.
Параметры резьбы Внутренний диаметр резьбы ( d 1 ) — диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы или описанного вокруг вершин внутренней резьбы. Высота профиля ( H ) — радиально измеренная высота основного расчетного теоретического профиля (высота исходного треугольного профиля), общего для резьбы на стержне и в отверстии.
Параметры резьбы Шаг резьбы ( P ) — расстояние между соседними одноименными точками профиля в направлении, параллельном оси резьбы той же винтовой поверхности. Ход резьбы ( P h ) — расстояние по линии, параллельной оси резьбы, между исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной по винтовой линии на угол 360°. В однозаходной резьбе ход равен шагу, в многозаходной – произведению шага на число заходов n : P h = nP .
Параметры резьбы У гол подъема резьбы ω — это угол – между винтовой линией по среднему диаметру резьбы и плоскостью, перпендикулярной к ее осевой линии. tg ω= p/( π d2)
Достоинства резьбовых соединений возможность создания больших осевых сил, благодаря клиновому действию резьбы; возможность фиксирования зажима в любом положении, благодаря самоторможению; небольшие габариты и простота изготовления; надежность и удобство сборки и разборки; допускают точную установку соединяемых деталей и любую степень затяжки крепежными деталями
Недостаток резьбовых соединений наличие концентратов напряжения, понижающих их прочность.
Свидетельство и скидка на обучение каждому участнику

- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Описание презентации по отдельным слайдам:
Тема 1.10 Допуски и посадки резьбовых соединений Иметь представление О параметрах резьбового соединения; Знать: Параметры резьбовых соединений влияющих на взаимозаменяемость; Точность изготовления резьбовых соединений; Принцип образования посадок в резьбовом соединении; Обозначения посадок на сборочных чертежах. Уметь Назначать посадки для различных резьбовых соединений. Иметь навыки: Чтения обозначений посадок шлицевых и шпоночных соединений на чертежах. разработала Н.В. Арсагова

Резьбовое соединение разработала Н.В. Арсагова

Допуски и посадки резьбовых соединений lПараметры, определяющие взаимозаменяемость : 1Геометрические размеры разработала Н.В. Арсагова

Обозначение параметров резьбы Ось резьбы D1d 1 D2d 2 D d P Н Н1 разработала Н.В. Арсагова

разработала Н.В. Арсагова

разработала Н.В. Арсагова

Расшифровка обозначений D1d 1 – внутренний диаметр резьбы D d – наружный диаметр резьбы D 2 d 2 – средний диаметр резьбы Р – шаг резьбы ά – угол профиля резьбы Н – теоретическая высота зуба Н1 – рабочая высота зуба разработала Н.В. Арсагова

В пределах допуска должны быть 2 Отклонения формы 3 Заданным параметрам должны соответствовать параметры шероховатости разработала Н.В. Арсагова

разработала Н.В. Арсагова

Болт М180х2,0 4h – верхнее отклонение всех трех диаметров es=0 ; нижнее на d ei=-0,180 на d2 ei=-0,132; на d1 – не нормируется разработала Н.В. Арсагова

llТочность изготовления резьб 1.Точность изготовления –называется степенью точности 2 .Изготавливаются с 3,4,5 …8 степеням точности (3 самая точная) 3. Степени точности делятся на классы точности Точный 3,4,5,6 Средний 5,6,7 Грубый 7,8 разработала Н.В. Арсагова

Точность изготовления резьб 4. Все три диаметра резьбы изготавливаются (часто) по разным полям допусков 5 Допуск на внутренний диаметр болта (d1) и на наружный диаметр гайки (D) не задается 6.Резьбы по точности делятся на группы разработала Н.В. Арсагова

Точность изготовления резьб Поля допусков разделяются на группы, таким образом , чтобы обеспечить одинаковые зазоры или натяги 0 0 1 2 3 1 2 3 Свинчиваются гайка с болтом 1 с 1;2 со 2;3 с 3 по группам гайка болт разработала Н.В. Арсагова

lllОбразование посадок 1. Посадки в основном получают в системе отверстия (реже вала) 2. Получают все три типа посадок (зазор, натяг, переходные) 3. Посадки получают в основном по среднему диаметру(D2 d 2 ) разработала Н.В. Арсагова

Образование посадок 4.Обрабатывая диаметр резьбы по стандартным полям допусков , получают разные посадки d2 D2 TD 1.2.3 – поля допусков болтов е n р разработала Н.В. Арсагова

l vОбозначение резьб Пример М 30 - 7H/ 6h М- метрическая 30- наружный диаметр резьбы(D d) Резьба с крупным шагом(в обозначении нет шага) 7H- степень точности и основное отклонение среднего диаметра гайки 6h -степень точности и основное отклонение среднего диаметра болта разработала Н.В. Арсагова

Обозначение резьб М 30 - 7H/ 6h – 20 М 20 х 2,5 - 7H \2/ 6h\2 – 20 М 20x2,5 - 7H8G/2/ 6h 7g/2-20 М 50 x 3.0 7H/ 6h М 30 x 2.0- 7H/ 6h - 20 разработала Н.В. Арсагова

V Применение посадок 1.Посадки с натягом используются при высоких нагрузках 2.При небольших нагрузках используются посадки с зазором разработала Н.В. Арсагова

Ответьте на вопросы По какому диаметру получают посадки резьбового соединения? На сколько классов точности делятся степени точности резьбового соединения? М 20x2,5 - 7H8G/ 6h 7g-20- расшифруйте Какую посадку можно использовать в соединении головки блока? 5. Для чего сортируют резьбовые детали по группам? разработала Н.В. Арсагова

Домашнее задание Выучить допуски и посадки резьбовых соединений Выполнить сам. работу №5. разработала Н.В. Арсагова
- подготовка к ЕГЭ/ОГЭ и ВПР
- по всем предметам 1-11 классов

Курс повышения квалификации
Охрана труда

Курс профессиональной переподготовки
Охрана труда

Курс профессиональной переподготовки
Библиотечно-библиографические и информационные знания в педагогическом процессе
- ЗП до 91 000 руб.
- Гибкий график
- Удаленная работа
Дистанционные курсы для педагогов
Самые массовые международные дистанционные
Школьные Инфоконкурсы 2022
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 561 707 материалов в базе
Другие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
- 02.02.2018 2008
- PPTX 529 кбайт
- 55 скачиваний
- Оцените материал:
Настоящий материал опубликован пользователем Арсагова Наталья Вячеславовна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
- Подготовка к ЕГЭ/ОГЭ и ВПР
- Для учеников 1-11 классов
Московский институт профессиональной
переподготовки и повышения
квалификации педагогов
Дистанционные курсы
для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы
установленного образца!
Учителя о ЕГЭ: секреты успешной подготовки
Время чтения: 11 минут
Время чтения: 3 минуты
Онлайн-конференция о создании школьных служб примирения
Время чтения: 3 минуты
Власти Бурятии заявили о нехватке школьных учителей и воспитателей
Время чтения: 2 минуты
ЕГЭ в 2022 году будут сдавать почти 737 тыс. человек
Время чтения: 2 минуты
Тринадцатилетняя школьница из Индии разработала приложение против буллинга
Время чтения: 1 минута
Полный перевод школ на дистанционное обучение не планируется
Время чтения: 1 минута
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
Вы можете изучить и скачать доклад-презентацию на тему ДОПУСКИ И ПОСАДКИ РЕЗЬБОВЫХ ЦИЛИНДРИЧЕСКИХ СОЕДИНЕНИЙ. Презентация на заданную тему содержит 30 слайдов. Для просмотра воспользуйтесь проигрывателем, если материал оказался полезным для Вас - поделитесь им с друзьями с помощью социальных кнопок и добавьте наш сайт презентаций в закладки!


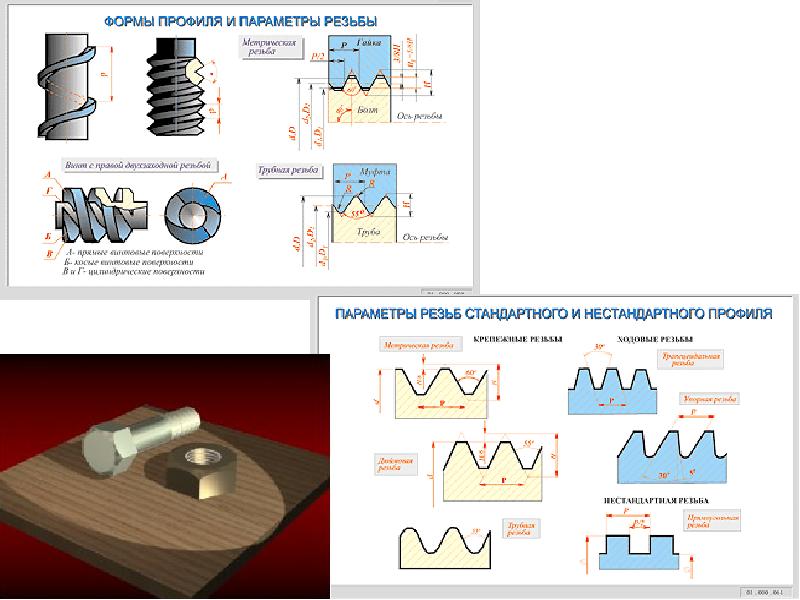












ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ Профиль резьбы — это контур сечения поверхности резьбы плоскостью, проходящей через ее ось. По профилю резьбы делятся на треугольные, трапецеидальные, упорные, круглые и прямоугольные. Резьба, нарезанная на наружной цилиндрической поверхности, называется наружной резьбой (условно— болт), а нарезанная на внутренней цилиндрической поверхности — внутренней резьбой (условно — гайка). При свинчивании двух деталей — одна с наружной, а другая с внутренней резьбой (болта с гайкой) — образуется резьбовое соединение. Резьбовые соединения по назначению разделяют на крепежные — скрепляющие отдельные детали; кинематические—преобразующие вращение в осевое движение; трубные —для герметического соединения деталей трубопровода.
В зависимости от единиц измерения линейных размеров резьбы (миллиметры или дюймы) различают резьбы метрические и дюймовые. В зависимости от единиц измерения линейных размеров резьбы (миллиметры или дюймы) различают резьбы метрические и дюймовые.
Общие сведения Резьбовые соединения широко распространены в машиностроении. По эксплуатационному назначению резьбы подразделяются на специальные (соединение одного типа деталей) и общего назначения (крепежные, кинематические, трубные). Каждый из этих типов резьбы подразделяется на наружные и внутренние резьбы. К наружным относятся резьба болта, шпильки, винта и т.д.; к внутренним относятся резьба гайки, гнезда, муфты и т.п. Из большого разнообразия резьб следует выделить метрическую крепежную резьбу, размеры, допуски и посадки которой регламентированы стандартами, приведенными в табл.1.
Крепежные метрические резьбы подразделяются на резьбы с крупным шагом (Р) диаметром 1 . 68 мм и резьбы с мелким шагом диаметром 1 . 600 мм. Крупный шаг в обозначении резьбы не указывается (например, М24), а мелкий шаг указывается через знак умножения (М24х2). Для левой резьбы после условного обозначения ставятся буквы LH (M24x2LH). У многозаходных резьб указывается ход t и шаг резьбы Р в скобках (М24 х 3(Р1)). Крепежные метрические резьбы подразделяются на резьбы с крупным шагом (Р) диаметром 1 . 68 мм и резьбы с мелким шагом диаметром 1 . 600 мм. Крупный шаг в обозначении резьбы не указывается (например, М24), а мелкий шаг указывается через знак умножения (М24х2). Для левой резьбы после условного обозначения ставятся буквы LH (M24x2LH). У многозаходных резьб указывается ход t и шаг резьбы Р в скобках (М24 х 3(Р1)).
Ход резьбы — расстояние, на которое перемещается точка за один полный оборот: Ход резьбы — расстояние, на которое перемещается точка за один полный оборот: t = nP, где n — число заходов, т.е. число ниток, образующих резьбовую поверхность.
При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от резьб с крупным шагом меньшей высотой профиля и меньшим углом подъема резьбы. Поэтому резьбы с мелким шагом рекомендуется применять при малой длине свинчивания, на тонкостенных деталях, а также при воздействии на резьбовое соединение переменных нагрузок, толчков и вибрации. Резьбы с крупным шагом рекомендуется применять для соединения деталей, не подвергающихся таким нагрузкам, так как они менее надежны при переменной нагрузке и вибрациях и более склоны к самоотвинчиванию. При равных наружных диаметрах метрические резьбы с мелким шагом отличаются от резьб с крупным шагом меньшей высотой профиля и меньшим углом подъема резьбы. Поэтому резьбы с мелким шагом рекомендуется применять при малой длине свинчивания, на тонкостенных деталях, а также при воздействии на резьбовое соединение переменных нагрузок, толчков и вибрации. Резьбы с крупным шагом рекомендуется применять для соединения деталей, не подвергающихся таким нагрузкам, так как они менее надежны при переменной нагрузке и вибрациях и более склоны к самоотвинчиванию.
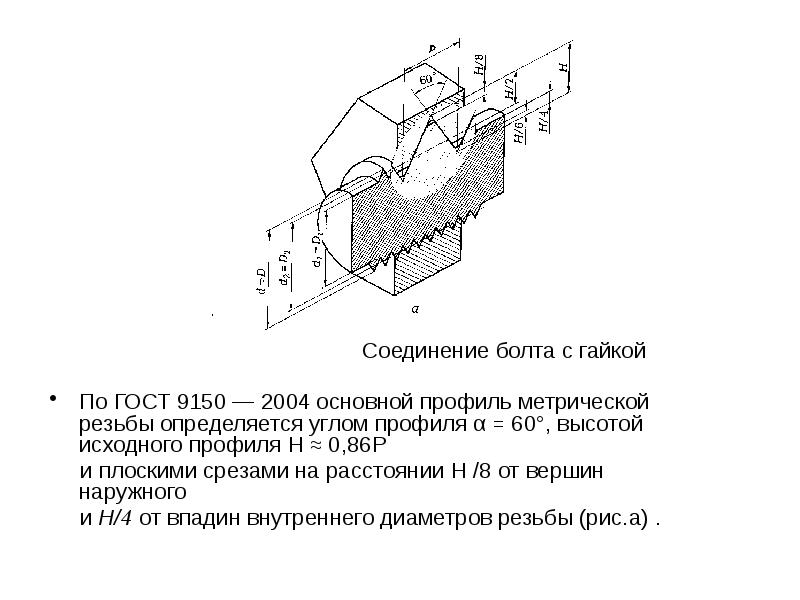
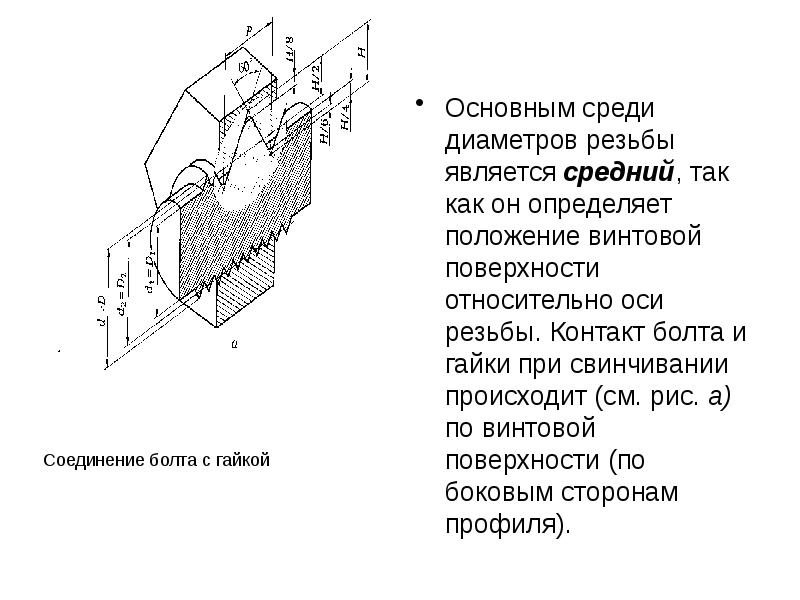
Соединение болта с гайкой Соединение болта с гайкой По ГОСТ 9150 — 2004 основной профиль метрической резьбы определяется углом профиля α = 60°, высотой исходного профиля Н ≈ 0,86Р и плоскими срезами на расстоянии Н /8 от вершин наружного и Н/4 от впадин внутреннего диаметров резьбы (рис.а) .
К основным параметрам цилиндрических метрических резьб относятся (рис. б): К основным параметрам цилиндрических метрических резьб относятся (рис. б): d2 (D2) — средний диаметр резьбы соответственно болта и гайки; d (D) — наружный диаметр резьбы соответственно болта и гайки; d1 (D1) — внутренний диаметр резьбы соответственно болта и гайки; Р — шаг резьбы; α — угол профиля резьбы; для метрических резьб α = 60°; α /2 — половина угла профиля; α /2 = 30° для метрических резьб; Н — высота исходного профиля (Н = 0,86Р).
Соединение болта с гайкой Основным среди диаметров резьбы является средний, так как он определяет положение винтовой поверхности относительно оси резьбы. Контакт болта и гайки при свинчивании происходит (см. рис. а) по винтовой поверхности (по боковым сторонам профиля).
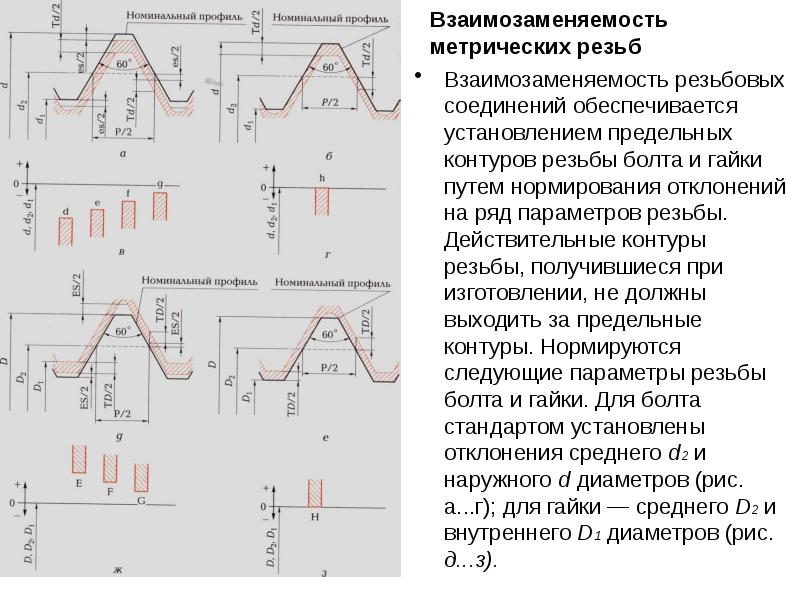
Взаимозаменяемость метрических резьб Взаимозаменяемость резьбовых соединений обеспечивается установлением предельных контуров резьбы болта и гайки путем нормирования отклонений на ряд параметров резьбы. Действительные контуры резьбы, получившиеся при изготовлении, не должны выходить за предельные контуры. Нормируются следующие параметры резьбы болта и гайки. Для болта стандартом установлены отклонения среднего d2 и наружного d диаметров (рис. а. г); для гайки — среднего D2 и внутреннего D1 диаметров (рис. д. з).
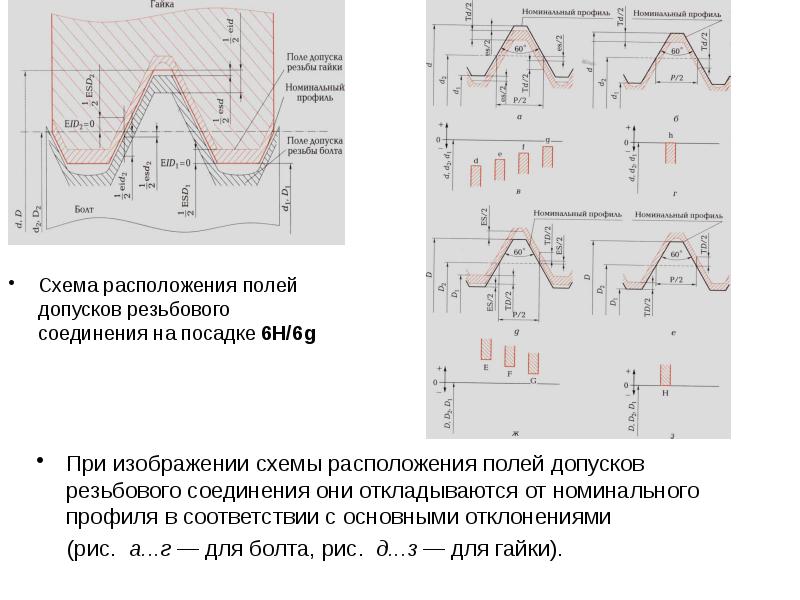
Расположение полей допусков метрической резьбы при посадках с зазором: Расположение полей допусков метрической резьбы при посадках с зазором: а — для болта с основными отклонениями d, е, f и g; б — для болта с основным отклонением h; в — основные отклонения метрической резьбы d, е, f и g ; г — основные отклонения метрической резьбы h; д — поля допусков метрической резьбы для гайки с основными отклонениями Е, F, G; е — поле допуска метрической резьбы для гайки с основным отклонением Н; Ж - основные отклонения метрической резьбы Е, F, G; з — основное отклонение метрической резьбы Н
Для образования поля допуска диаметров d1 (внутренний диаметр резьбы болта) и D (наружный диаметр резьбы гайки) второе отклонение стандартом не назначается; основное — Н, Е, h, g и другие — задано в стандарте. Форма впадин по указанным диаметрам обеспечивается инструментом при нарезании резьбы. Для образования поля допуска диаметров d1 (внутренний диаметр резьбы болта) и D (наружный диаметр резьбы гайки) второе отклонение стандартом не назначается; основное — Н, Е, h, g и другие — задано в стандарте. Форма впадин по указанным диаметрам обеспечивается инструментом при нарезании резьбы.
В таблицах ГОСТ 16093 — 2004 также отсутствуют допуски на шаг и угол профиля, так как предельные погрешности шага и угла профиля пересчитаны и включены в допуск среднего диаметра, который называется суммарным. В таблицах ГОСТ 16093 — 2004 также отсутствуют допуски на шаг и угол профиля, так как предельные погрешности шага и угла профиля пересчитаны и включены в допуск среднего диаметра, который называется суммарным.
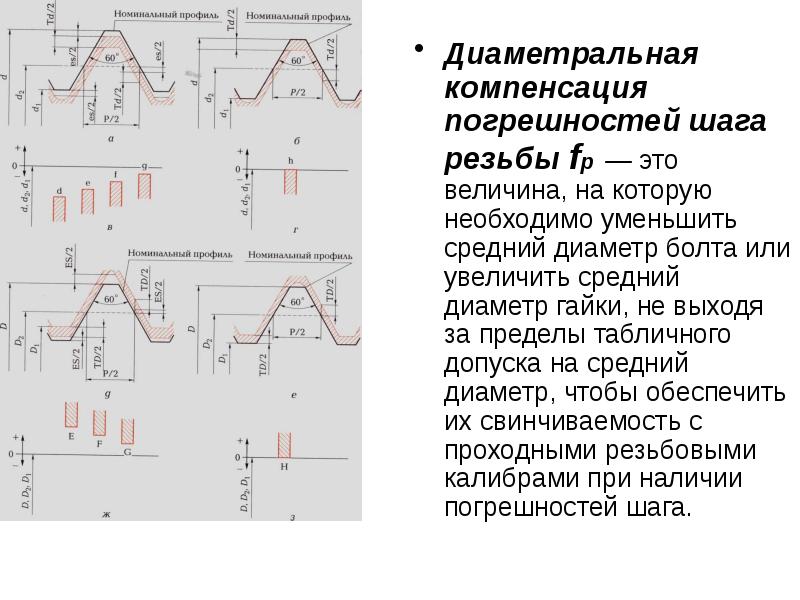
Суммарный допуск среднего диаметра является суммой допуска собственного среднего диаметра T'd2 (T'D2) как линейной величины и двух диаметральных компенсаций предельных погрешностей шага fp угла профиля fα: Суммарный допуск среднего диаметра является суммой допуска собственного среднего диаметра T'd2 (T'D2) как линейной величины и двух диаметральных компенсаций предельных погрешностей шага fp угла профиля fα: Td2 =T 'd2 +fp + fα ; TD2 =T 'D2 + fp + fα, где Td2 — суммарный допуск на средний диаметр наружной резьбы (для внутренней TD2); fp — диаметральная компенсация погрешности шага, fp = 1,73∆Р (∆ Р — погрешность шага, мкм); fa — диаметральная компенсация угла профиля, fα = 0,36Р(∆ α/2) (∆ α /2 — погрешность угла, мин).
Диаметральная компенсация погрешностей половины угла профиля fα — это величина, на которую необходимо уменьшить средний диаметр болта или увеличить средний диаметр гайки, не выходя за пределы его поля допуска, чтобы обеспечить их свинчиваемость с проходными резьбовыми калибрами при наличии погрешности в половине угла профиля. Диаметральная компенсация погрешностей половины угла профиля fα — это величина, на которую необходимо уменьшить средний диаметр болта или увеличить средний диаметр гайки, не выходя за пределы его поля допуска, чтобы обеспечить их свинчиваемость с проходными резьбовыми калибрами при наличии погрешности в половине угла профиля.
Диаметральная компенсация погрешностей шага резьбы fp — это величина, на которую необходимо уменьшить средний диаметр болта или увеличить средний диаметр гайки, не выходя за пределы табличного допуска на средний диаметр, чтобы обеспечить их свинчиваемость с проходными резьбовыми калибрами при наличии погрешностей шага. Диаметральная компенсация погрешностей шага резьбы fp — это величина, на которую необходимо уменьшить средний диаметр болта или увеличить средний диаметр гайки, не выходя за пределы табличного допуска на средний диаметр, чтобы обеспечить их свинчиваемость с проходными резьбовыми калибрами при наличии погрешностей шага.
Из-за наличия погрешностей резьбовые поверхности болта и гайки никогда не соприкасаются по всей винтовой поверхности, а касаются только на отдельных участках. Основное требование для крепежной резьбы — обеспечение свинчивания, поэтому представляется возможным изменять средний диаметр у болта или гайки и добиваться свинчивания при ошибках шага и профиля. При этом контакт резьбы болта и гайки будет обеспечен, но не по всей поверхности. Из-за наличия погрешностей резьбовые поверхности болта и гайки никогда не соприкасаются по всей винтовой поверхности, а касаются только на отдельных участках. Основное требование для крепежной резьбы — обеспечение свинчивания, поэтому представляется возможным изменять средний диаметр у болта или гайки и добиваться свинчивания при ошибках шага и профиля. При этом контакт резьбы болта и гайки будет обеспечен, но не по всей поверхности.
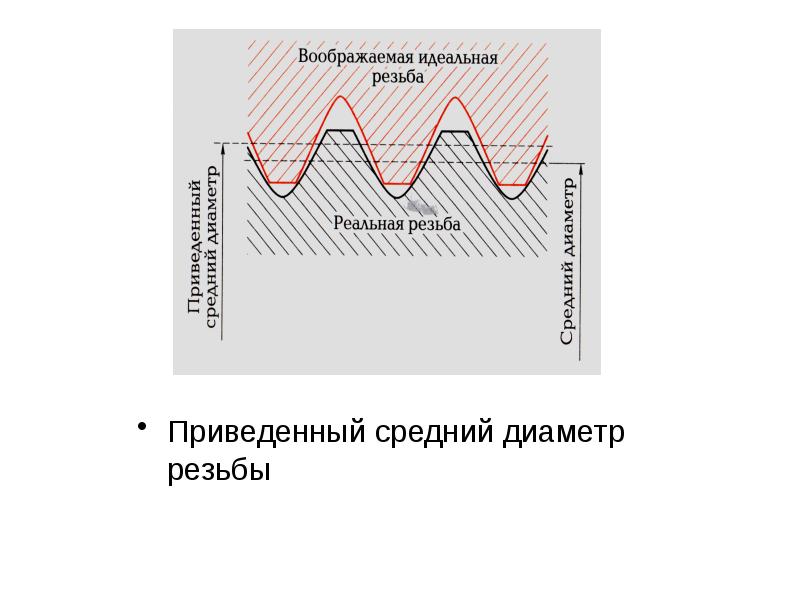
Свинчиваемость можно считать обеспеченной, если разность средних диаметров резьб болта и гайки не меньше сумм диаметральных компенсаций шага и половины угла профиля обеих деталей. Для упрощения контроля резьб и расчета допусков введено понятие приведенного среднего диаметра резьбы, учитывающего влияние на свинчиваемость величин d2(D2), fp и fα . Свинчиваемость можно считать обеспеченной, если разность средних диаметров резьб болта и гайки не меньше сумм диаметральных компенсаций шага и половины угла профиля обеих деталей. Для упрощения контроля резьб и расчета допусков введено понятие приведенного среднего диаметра резьбы, учитывающего влияние на свинчиваемость величин d2(D2), fp и fα .
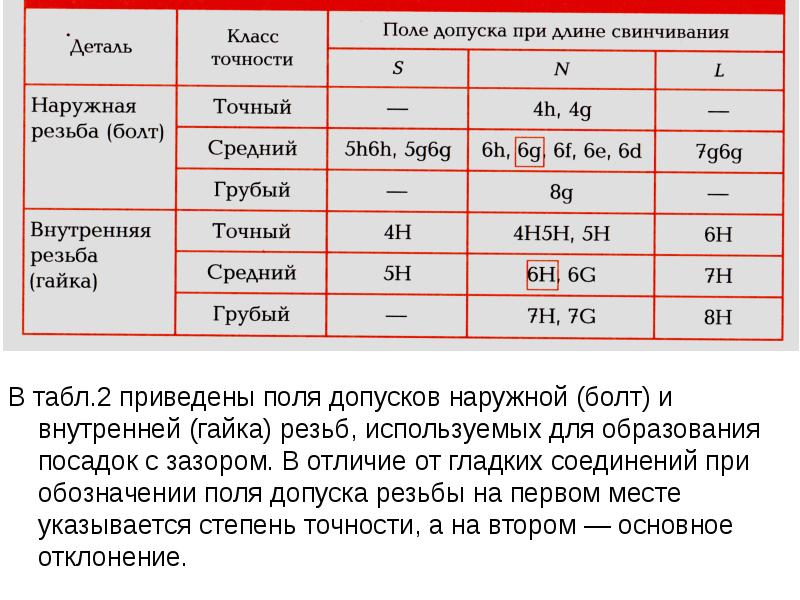
В табл.2 приведены поля допусков наружной (болт) и внутренней (гайка) резьб, используемых для образования посадок с зазором. В отличие от гладких соединений при обозначении поля допуска резьбы на первом месте указывается степень точности, а на втором — основное отклонение. В табл.2 приведены поля допусков наружной (болт) и внутренней (гайка) резьб, используемых для образования посадок с зазором. В отличие от гладких соединений при обозначении поля допуска резьбы на первом месте указывается степень точности, а на втором — основное отклонение.
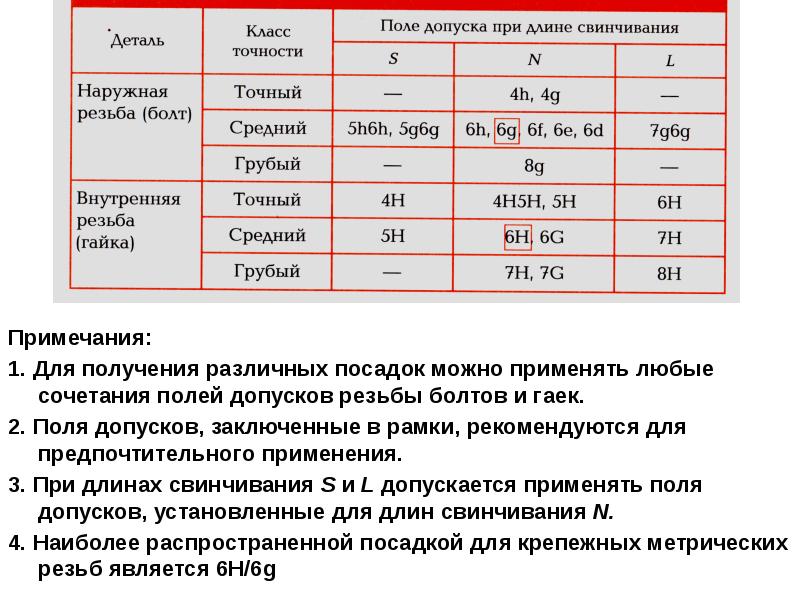
Примечания: Примечания: 1. Для получения различных посадок можно применять любые сочетания полей допусков резьбы болтов и гаек. 2. Поля допусков, заключенные в рамки, рекомендуются для предпочтительного применения. 3. При длинах свинчивания S и L допускается применять поля допусков, установленные для длин свинчивания N. 4. Наиболее распространенной посадкой для крепежных метрических резьб является 6Н/6g
Длина свинчивания (участок взаимного перекрытия резьб) в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания: Длина свинчивания (участок взаимного перекрытия резьб) в силу конструктивных особенностей резьбовых соединений оказывает влияние на качество и характер сопряжения. Установлено три группы длин свинчивания: S — короткая; N — нормальная; L — длинная. К группе N относятся резьбы с длиной свинчивания не менее 2,24Pdº·² не более 6,7Pdº·². Длины свинчивания менее 2,24Pdº·² относятся к группе S. Длины свинчивания более 6,7Pdº·²— к группе L. Точные значения длин свинчивания установлены ГОСТ 16093 — 2004.
Класс точности — понятие условное (на чертежах указывают поля допусков), используемое для сравнительной оценки точности резьбы (табл. 2). Класс точности — понятие условное (на чертежах указывают поля допусков), используемое для сравнительной оценки точности резьбы (табл. 2). Точный класс рекомендуется для ответственных резьбовых соединений; средний класс — для резьб общего назначения; грубый класс — для резьб, нарезаемых на горячекатаных заготовках, в длинных глухих отверстиях и т. п.
Резьбовые соединения могут выполняться на посадках Резьбовые соединения могут выполняться на посадках с зазором (ГОСТ 16093 — 2004) с натягом (ГОСТ 4608 — 81) переходных (ГОСТ 2483 — 81).
Схема расположения полей допусков резьбового соединения на посадке 6Н/6g Схема расположения полей допусков резьбового соединения на посадке 6Н/6g
Условные обозначения полей допусков и посадок резьбовых соединений на чертежах Обозначение поля допуска резьбы болта М24 — 5g6g — определяет отклонения для среднего — 5д (на первом месте) и наружного — 6g (на втором месте) диаметров. Для гайки М24 — 4Н5Н — на первом месте указывается поле допуска (отклонения) среднего диаметра — 4Н, а на втором месте — поле допуска (отклонения) внутреннего диаметра — 5Н. Если обозначение поля допуска наружного диаметра у болта или внутреннего диаметра у гайки совпадает с обозначением поля допуска среднего диаметра, то его в обозначении не приводят. Например, М24 — 6G — обозначение поля допуска среднего 6G и внутреннего 6G диаметров гайки; М24 — 6h — обозначение поля допуска среднего 6h и наружного 6h диаметров болта. В этих обозначениях цифры определяют степень точности (4, 5 и др.), а буквы (Н, G, h и др.) — основные отклонения.
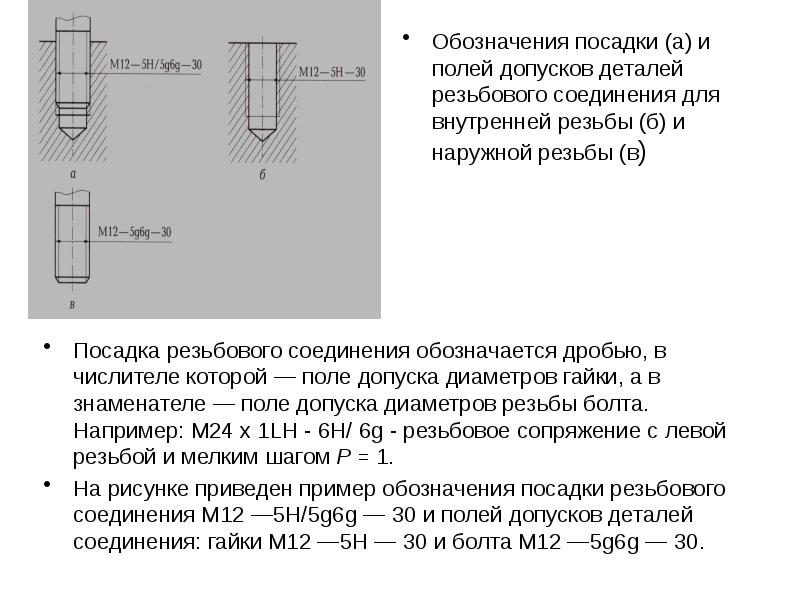
Обозначения посадки (а) и полей допусков деталей резьбового соединения для внутренней резьбы (б) и наружной резьбы (в) Обозначения посадки (а) и полей допусков деталей резьбового соединения для внутренней резьбы (б) и наружной резьбы (в)

Первый слайд презентации: Допуски, посадки и контроль резьбовых деталей и соединений
Характеристика крепежных резьб
Слайд 2: Крепежные резьбы
Отклонения размеров в резьбовой детали на чертежах откладываются перпендикулярно оси резьбы. Основным посадочным размером резьбы является средний диаметр, который определяет характер соединения. Стандартом установлены следующие ограничения резьбового профиля: - допуск на средний диаметр болта и гайки – Т d 2 и TD 2 - допуск на наружный диаметр болта –Т d ; - допуск на внутренний диаметр гайки - TD 1 Допуски на наружный диаметр гайки TD и внутренний диаметр болта Т d 1 не устанавливаются.

Слайд 3: При изготовлении резьбовых изделий неизбежно появление погрешности резьбового профиля, его размеров и формы (отклонение от круглости, цилиндричности болта и гайки). В процессе нарезания резьбы возникают погрешности шага, которые могут быть разделены на прогрессивные и местные

Слайд 4

Слайд 5: С учетом того, что основными параметрами, характеризующими характер резьбового соединения, его точность, прочность, являются средний диаметр, шаг и угол профиля, которые связаны между собой, отдельно их не нормируют. Устанавливают суммарный допуск на средний диаметр болта и гайки
Стандартом установлены резьбы 10 степеней точности, которые обозначаются цифрами от 1до 10 (10 – я степень самая низкая). Поле допуска диаметра резьбы образуют сочетанием основного отклонения, обозначенного буквой, с допуском по принятой степени точности. В отличии от гладких цилиндрических соединений цифра степени точности пишется на первом месте, например 5Н, 6 G, 6f.

Слайд 6: Степень точности выбирают в зависимости от длины свинчивания и условий эксплуатации резьбового соединения. Длина свинчивания разбита на три группы : короткая S, нормальная N, длинная L. Поля допусков болтов и гаек установлены для трех классов точности: точного, среднего и грубого

Слайд 7: Допуски и посадки резьб с зазором
В зависимости от характера сопряжения по боковым сторонам профиля (т.е. по среднему диаметру) различают посадки с зазором, натягом и переходные. Из нескольких разновидностей метрических резьб наиболее широко применяется и действительно является универсальной только резьба с зазорами. Для получения различных посадок с зазором ГОСТ 16093−81 предусматривает четыре основных отклонения для резьбы гаек −Н, G, E, F и пять основных отклонений для болтов − h, g, f, e, d.
Читайте также: