
Как восстановить посадку подшипника
Обновлено: 08.07.2024
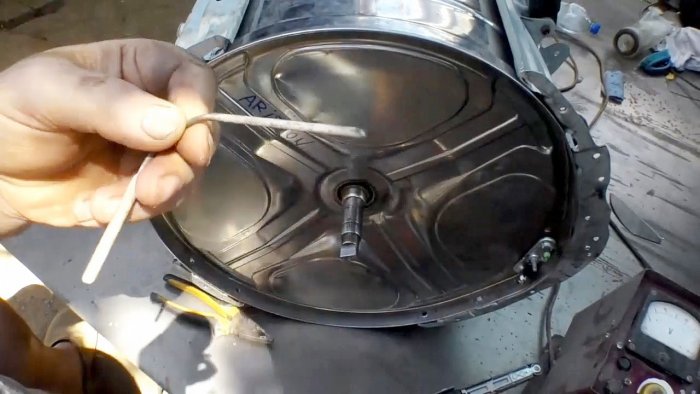
На задней половинку бака Lg провернуло подшипник ,теперь новый подшипник свободно проваливается в свое посадочное место .
Что можно сделать,может накернить силумин?
Ответы 21
Из описания ---
Идеально подходит для ремонта изношенных цилиндрических соединений деталей без последующей машинной обработки
Позволяет повторно использовать изношенные посадочные места подшипников и шпонок,шлицы или конические поверхности - LЁXA 17 дек
Есть способ о котором никто не упомянул, это цинк, который наносим с помощью электролиза, постараюсь в выходные снять по этому способу видео и подготовить статью, но цинк все равно мягкий металл и со временем посадка разобьется, лучше конечно накатка, но вал думаю цементированный, так что получится плохо все равно
Если речь идет про посадку в обойму, а не на вал, то думаю тут ничего не сделаешь путного
Думаю спасёт мелкое керкение, очень часто и много. Цинк мягкий металл, раскатает через время.
В идеале наварить аргоном и расточить под нужный диаметр по центрам. - ipvorobyov 17 дек
Ну почему же не сделаешь ничего путного? Я ремонтирую задние стенки с такими проблемами. Необходим координатно-расточной станок. И посадочное место просто гильзуется. - Garrryk 18 дек
GARRRYK У кого-то кроме Вас есть "координатка", я каждый день общаюсь с мастерами, которые вместо изоленты скотч используют и инструмент в пакете носят, а вы про станки)))) - alexragulin 18 дек
Если выработка не очень большая, то подшипник можно налудить оловом тоненьким слоем. Если побольше, то я бы подложил жесть с пивной банки.
А вообще сталкивался когда подшипник на ступицу ЗИЛа лудили оловом, так как посадочное место было послабленое, и бегал этот ЗИЛ очень долго. Я таким образом делаю электродвигателя. Проблем не возникает - BAM 14 янв
В меня бил такой случай , я накернил и посадил подшипник на красний резьбовий клей, подшипник перед установкой протер растворителем. уже год прошол клиент доволен.
Внушительные и частые воронки както делал получились .в люминии .Потом на подшипнике можно сделать насечки легко.
и на клей забивал . сма больше не видел ,скорее чтото другое вылетит .
Или проводом медным, через сварочный аппарат пошоркать(заискрить..) в наружной обойме. лишнее напильником или натфилем - обточить. главно не увлечься. а то смазка - вытечет.. - Юраха 17 дек

Есть клей - поксипол, двух компонентный, там в инструкции прописано что даже используется для восстановления резьбовых соединений в блоках автомобиля. Если добавить в него ещё и алюминевой стружки(ну так напильником поводить по проводу) будет неплохое армирование.
Или просто взять и засверлиться (вначале сверлом -4 , или 6 -отверстий) равномерно по окружности - - а вот потом вкрутить туда саморезы..шляпки можно и посрезать..зато подшипник уже и не пошевелиться. никогда.
так в автомобильные генераторы мой знакомый автоэлектрик подшипники фиксирует. когда уже зубилом закусить их, места нет. - Юраха 17 дек
На паксипол сажал бронзовую втулку сальника, до этого она лопнула. Была потом повторка на подшипники. Плохо полирнул, был бугорок по лопнутому. Тогда время поджимало, паксипол до конца не засох и немного вздуло. Поменял подшибосы, полирнул ещё раз до идеала, года четыре работает. Хозяйка в курсе что это был экспиремент. Цена за ремонт символическая. Повторку оплатил сам.
Четыре года работает.
С хозяйкой договор был чтоб она позвонила в любом случае. Помогала сына в садик устроить. В управлении образования работает. Я бы и новую ей купил бы. - ipvorobyov 17 дек
Заклинивший подшипник может проворачиваться на валу, постепенно стирая его на доли миллиметров. Если его сразу не поменять, то в дальнейшем новый подшипник уже не встанет, поэтому потребуется наращивание прохудившегося вала. Обычно это делают электросваркой и потом обрабатывают деталь на токарном станке. В том случае, когда такой способ неприемлемый, можно воспользоваться методом электроискровой микросварки.

Материалы и инструменты:
- наждачная бумага;
- кусок электрода d3 мм без покрытия;
- дрель;
- источник питания 10-15В, 5-10А;
- фиксатор цилиндрических соединений.

Наплавление вала





К нему сбоку подсоединяется провод от источника питания. Полярность не имеет значения. Его можно закрепить зажимом крокодил или просто намотать. Второй провод от источника питания закрепляется на валу. Его следует фиксировать на малозначимом месте, которое можно немного повредить наплавлением.
На источник питания подается напряжение, после этого запускается дрель. Вращающийся электрод с зафиксированным проводом прикладывается к валу в месте наращивания. В результате происходит процесс микросварки. Металл из электрода направляется на вал. Это происходит очень медленно и тонким слоем. Проводя электродом по валу без пропусков за один слой можно наложить примерно 0,05-0,1 мм толщины.



После наварки каждый слой необходимо отшлифовать наждачной бумагой, чтобы убрать шлак. Слои накладываются повторно, пока вал не приобретет необходимую толщину. Таким образом, даже при незначительном износе в 1 мм придется накладывать как минимум 10 слоев.


Восстановив необходимую толщину и повторно прошлифовав вал наждачкой, наносится фиксатор цилиндрических соединений.




Жидкий фиксатор заполнит все поры в наваренном металле и щель между валом и подшипником. После застывания он обеспечит очень хорошую дополнительную фиксацию. Благодаря этому обойма нового подшипника уже не будет проворачиваться, а станет ровно без люфта.
Смотрите видео
Металлополимеры или двухкомпонентные эпоксидные металлопластики WEICON – продукты, предназначенные для быстрого и долгосрочного ремонта, восстановления и техобслуживания металлических поверхностей, узлов и деталей. Используя металлопластики, можно проводить следующие работы:
- ликвидация повреждений от коррозии, в т. ч. точечной;
- создание моделей, инструментов и форм, противостоящих высокотемпературному режиму;
- проведение капремонта металлических поверхностей, а также заделка трещин;
- восстановление посадочных мест подшипников и вал-втулочных соединений;
- ремонт изделий из различных металлов, бетона, пластика и резины.
Характеристики металлополимеров
Перед применением металлополимеров WEICON изучите физическую, токсикологическую и экологическую информацию о выбранном продукте. В инструкции по эксплуатации указаны меры предосторожности и сертификаты по безопасности. Успешный технологический процесс зависит от тщательной подготовки поверхностей. Пыль, грязь, жир, масло, ржавчина и влага имеют негативное влияние на адгезию эпоксидных смол.
Металло-Пластики WEICON в жидком и затвердевшем состоянии:
Что делать, если ослаблено посадочное место под подшипник – три метода восстановления
Для реставрации посадочного места подшипника (от 1 мм в диаметре) используется пастообразный композит, наполенный сталью, WEICONA (wcn10000005).
При высоких нагрузках и температурах эксплуатации восстанавливаемой поверхности, допустимо использование:
- WEICON Ti (wcn10430005-34) пастообразный композит, наполненный сталью с длительной полимеризацией;
- WEICON SF (wcn10250005-34) эпоксидный композит (паста) с быстротвердеющей сталью для быстрого ремонта;
- Универсальный очиститель для обезжиривания поверхностей CLEANER S (wcn15200005);
- Разделительный жидкий агент WEICON F 1000 (wcn10604025) для гладких поверхностей.
Подбор двухкомпонентного эпоксидного композита WEICON осуществляется согласно технической таблице, представленной выше и требуемых технических характеристик для восстанавливаемой поверхности.
Если объем ремонта небольшой или носит разовый характер, рекомендуем применить Mould Release Agent (wcn11450400-34) для всех случаев, где необходимо защитить поверхность от прилипания металлополимера. Для грубых и текстурных поверхностей оптимально использование разделительного агент-воска WEICON Р 500 (wcn10604500).
Метод №1
Методика восстановления посадочного места подшипника:
- Замерьте величину h1, h2 и h3. Подготовьте маячки для центрирования (рисунок №1).
- Расточите посадочное место на 1-2 мм величины с диаметром (рисунок №2)
Метод №2
Этап 1: Подготавливаем поверхность
Технология разработана для восстановления посадочного места подшипника в корпусе, в т.ч. для подшипников качения и скольжения.
К сведению: Данный способ не подходит для подшипника гидродинамического типа.
Технологические этапы ремонта:
- Механическое очищение поврежденного посадочного места.
- Обработку механическим методом рекомендуем проводить за счет расточки корпуса, используя борштангу или абразивный инструмент, как на рисунке №3.
- Чистая поверхность должна соответствовать параметрам шероховатости Ra-20 мкм
Этап 2: Обезжириваем поверхность
Завершив механическую подготовку, обработайте поверхность универсальным очистителем CLEANER S. Для заказа очистителя используйте арт.wcn15200010
Обезжиривать поверхность рекомендуется чистой тканью, предварительно смоченной в очистителе. Процесс очистки повторить по необходимости.
Контроль за чистотой поверхности проверяется смоченной в очистителе чистой белой тканью – следов не должно оставаться.
Этап 3: Подбор композитного материала для ремонтных работ
Композиционный материал следует выбирать, основываясь на нагрузках, воздействующих на подшипник (рисунок №4):
- механические;
- химические;
- температурные.
Выбирая полимерный материал, рассчитайте удельную нагрузку на посадочное место. Воспользуйтесь таблицей тех.характеристик и подберите полимерный материал, удовлетворяющим Вашим требованиям.
Этап 4: Обработка поверхности кондуктора
- Возьмите втулку для формирования посадочного места, как на рисунке №5.
- Подбирайте втулку в соответствии с диаметром и допуском на него. Поверхность рекомендуется отшлифовать для снижения шероховатости. Недопустимо наличие рытвин.
- Обработайте поверхность втулки смазкой WEICON F 1000(купить по артикулу wcn10604025) или примените WEICON Р 500(купить по артикулу wcn10604500).
Втулка может быть разъемной и состоять из 2-х половинок. Однако следует иметь разжимное устройство, которое будет прижимать кондуктор к поврежденной плоскости.
Аналогом втулки может служить сам подшипник. Его поверхность предварительно следует обработать смазкой для разделения F 1000 или Р 500.
Этап 5: Наносим материал и устанавливаем втулку
- Подготовьте материал, согласно инструкции.
- Нанесите тонким слоем и тщательно вотрите его в шероховатую поверхность.
- Полимерный материал нанести толщиной, которая обеспечит предельную связку с поверхностью втулки.
- Установите втулку в корпус, как на рисунке №6 так, чтобы металлополимер сформировал необходимую плоскость, выдавив избыток. Излишки удалите шпателем.
Метод №3
Этап 1: Подготовка
Исходные условия: t° воздуха от +15°С, влажность 50% - 90%
- Проведение диагностики ремонтируемого узла.
- Разбор узла.
- Проверка посадки оправки.
- Замер диаметра вала.
Этап 2: Очистка поверхности посадочного места
Механическим методом очистите поврежденное посадочное место. Следует избавиться от старой смазки и коррозии. Очистка может проводиться борфрезой. Оптимальный результат – шероховатость от Ra-20 мкм.
Этап 3: Обезжириваем поверхность
После обработки механическим способом, используйте очиститель CLEANER S. Возьмите чистую ткань, для обезжиривания, предварительно смоченную в очистителе.
По необходимости процедуру повторить. Контроль чистой поверхности осуществляется белой тканью – на ней не должны оставаться следы.
Этап 4: Устанавливаем центрирующий маятник
- Установите маятник или другое центрирующее приспособление в тех.отверстие, как на рисунке №8
- Посадка маятника проводится в соответствии параметрам плотной или легкопрессовой посадке
Этап 5: Использование композитного материала и установка подшипника на втулку
- Наружное кольцо подшипника отшлифуйте бумагой с зернистость №400.
- Используйте CLEANER S для очистки и обезжиривания подшипника.
- Нанесите смазку F 1000 или P 500 .
- Полимерный материал подготовьте, согласно инструкции на упаковке.
- Нанесите тонким слоем материал на поверхность тех.отверстия и тщательно вотрите его.
- Далее, нанесите полимерный материал толщиной, которая обеспечит полную связку с поверхностью подшипника.
- Установите подшипник на центрирующий маятник в корпус с нанесенным металлополимером, как на рисунке №9.
Спустя 24 часа завершиться полимеризация. Снимите маятник и соберите агрегат.
Внимание!
Ознакомиться со стандартными условиями оплаты, формы и доставки Вы можете в этом разделе.
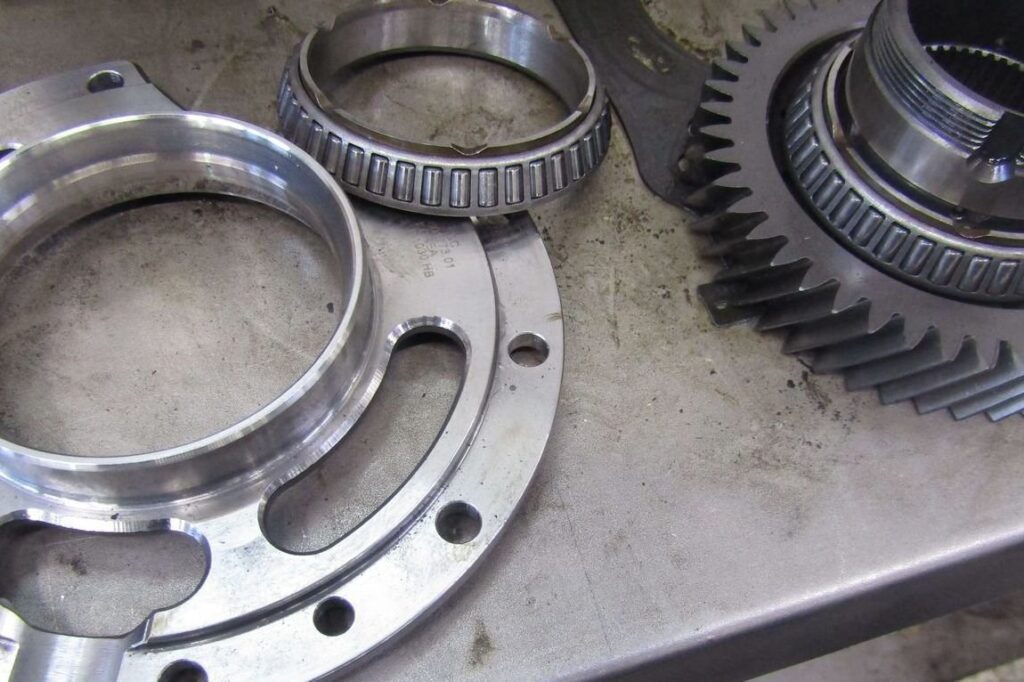
Особенностью конструкции подшипников силовых установок, является наличие зазора, позволяющего избежать разрушения изделия оборудования из-за температурной деформации металла. Обеспечивается также возможность смазки.
Увеличение рабочей нагрузки ослабляет крепления, увеличивает люфт и приводит к смещению шестерен.
Недостаточно плотная фиксация деталей становится причиной появления вибрации, повреждения поверхностей и деформации посадочного гнезда подшипника. Дефекты заметны невооруженным глазом. На поверхности посадочного места появляются царапины, наплывы и вмятины.

ак проводится реставрация посадочных мест
Для устранения дефектов используются передовые технологии, такие как:
- Газодинамическое напыление;
- Наплавление слоя металла с последующей обработкой;
- Нанесение металлополимеров (композитных материалов).
Выбор способа восстановления зависит от степени повреждения поверхности посадочного гнезда.
Устранение подобного изъяна, а также сопутствующих ему дефектов предотвращает появление серьезных поломок и выхода спецтехники из строя.
Газодинамическое напыление производится при небольшом увеличении радиального люфта. Поверхность посадочного места выравнивается путем шлифовки. Для контроля качества восстановления замеряется толщина напыления и диаметр гнезда. Твердость восстановленной поверхности увеличивается на 35%, припуск по диаметру – 0.5-2 мм (до начала шлифовки). После обработки подшипник надежно фиксируется в гнезде. Такая технология успешно применяется для реставрации подшипников, зубчатых колес, коленчатых валов.
Наплавка металла производится при выявлении значительной деформации посадочного гнезда и заметного расхождения его размеров с показателями нормы. При проведении диагностики составляется технологическая карта. Шлифовка поверхности производится до достижения 2 класса точности.
Восстановление посадочного гнезда с помощью композитов
Реставрация посадочного места с помощью металлопластика – это перспективный метод, применяемый на стадии начального износа.
Читайте также: