
Можно ли греть подшипники при посадке на вал
Обновлено: 05.10.2024
В тех случаях, когда осуществление посадки под прессом невозможно в силу больших габаритов сопрягаемых деталей, используют горячую посадку.
Посадка с нагревом заключается в том, что одна из сопрягаемых деталей (охватывающая) нагревается до необходимой температуры, достаточной для свободной посадки на другую (охватываемую) деталь. Температура нагрева зависит от размера сопрягаемой детали и заданной величины натяга. Подогрев можно осуществить в баке с кипящей водой, горячим маслом или паром, когда расчетная температура нагретой детали не превышает 100-120°С.
Этот способ имеет то преимущество, что детали нагреваются равномерно и исключается их деформация. Нагрев деталей в горячем минеральном масле исключает к тому же появление возможной коррозии, что является преимуществом при посадке на вал подшипников качения и других деталей.
Нагревание деталей может производиться в газовых или электрических нагревательных печах сразу партией, что обеспечивает непрерывность в работе при серийном и массовом производстве. В данном случае также обеспечивается равномерный нагрев деталей; кроме того, необходимая температура может быть отрегулирована в нужных пределах с высокой точностью.
Нагревание электрическим током методом сопротивления или индукцией используется главным образом при горячей посадке крупных деталей. Для этой цели применяются специальные индукторы или спирали, которые надеваются или вставляются в одну из деталей и при пропускании через них электрического тока высокой или промышленной частоты вызывают нагрев детали.
Так, например, с помощью т.п.ч. (токов промышленной частоты) обеспечивается нагрев крупных деталей шестерен, муфт, катков, букс, шарикоподшипников и других деталей, имеющих размер посадочного отверстия 300 мм при наружном диаметре детали до 1000 мм и ширине 350 мм.
При запрессовке обеспечиваются прессовые, тугие и скользящие посадки, выполненные по 2-му и 3-му классам точности. Время нагрева деталей указанных габаритов до температуры 150-200°С длится всего лишь 15-20 мин.
Для стальных деталей, необходимая температура нагрева охватывающей детали подсчитывается по формуле:
С увеличением габаритов подшипника возрастает усилие, необходимое для его монтажа. Поэтому перед монтажом целесообразно нагревать либо весь подшипник, либо его посадочное кольцо. Для выполнения этих задач SKF предлагает целый спектр приборов и оснастки.
Усилие, необходимое для установки подшипников увеличивается с ростом размера подшипника. Из-за необходимости прикладывать значительные усилие для монтажа, большие подшипники не так просто запресовать на валу или в корпусе. Поэтому перед монтажом подшипник или корпус необходимо нагреть.
Принцип индукционного нагрева
Индукционный нагреватель можно сравнить с трансформатором, использующим принцип первичной обмотки с большим числом витков, и вторичную обмотку с несколькими обмотками на общем стальном сердечнике. Коэффициент трансформации (напряжения) равен соотношению обмоток, в то время как мощность остается неизменной. Следовательно, вторичная обмотка будет обеспечивать низкое напряжение при высокой силе тока. В случае индукционного нагревателя SKF, подшипник является вторичной короткозамкнутой обмоткой, через который идет переменный ток большой силы, таким образом, создавая высокую температуру. Температура самого же нагревателя остается равной температуре окружающей среды. Поскольку этот тип нагрева индуцирует электрический ток, подшипник намагничивается.
Важно, чтобы убедиться, что подшипник в дальнейшем был размагничен, и в дальнейшей работе к нему не будут приставать мелкие металлические частицы. Все индукционные нагреватели SKF имеют автоматические циклы размагничивания.
Монтаж с нагревом
Разница температур между подшипником и посадочным местом зависит от значения посадки с натягом и размера подшипника. Обычно, температуры подшипников от 80°C до 90°C (144°F до 162°F) и выше достаточно для нормального монтажа. Запрещено нагревать подшипник до температуры более 125°C (257°F), так как это может привести к изменению структуры металла, а также размеров подшипника. Важно также избегать локальных перегревов и, в частности, никогда не нагревать подшипник с использованием открытого огня.
Во время монтажа подшипника с нагревом обязательным является использование чистых термозащитных перчаток. Подъем с помощью пружинного подвеса может облегчить монтаж. Надвиньте подшипник на вал до упора в заплечик насколько это возможно и удерживайте подшипник в таком положении до полной посадки его на вал. SKF поставляет полный спектр нагревательного оборудования, такого как индукционные нагреватели и электрические конфорки с регулируемым термостатом для применения в любых промышленных задачах.

Запрессовка подшипников в горячем или холодном состоянии это, как оказалось, целая наука. При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
А зачем вообще нужна горячая запрессовка подшипников?
Иногда это требование прописано в конструкторской документации на сборку узла. Также бывает ряд случаев, когда габариты и вес подшипника не позволяют установить его на посадочный диаметр при помощи только одного давления. В этих случаях и применяются установки для разогрева.
Технология горячей установки подшипников достаточно простая: внутренний диаметр нагревается до определенной температуры и подшипник устанавливается на вал. Часто данная операция осуществляется при помощи небольшого усилия пресса.
Оборудование для нагрева подшипников можно разделить на несколько видов:
- Масляные ванны - применяются редко, т.к. есть риск загрязнения подшипника и быстрого выхода его из строя (14% всех отказов подшипников происходят из-за его загрязнения)
- Нагревательные плитки с электронагревом - также применяются не часто, из-за одностороннего нагрева
- Установки с применением индукционного нагрева - самый используемый вид оборудования для горячей установки подшипников. О них дальше и пойдет речь.
Здесь наверное многие могут подумать про использование газовых горелок. Такой процесс нагрева практически неуправляемый. В процессе нагрева можно получить нежелательные структуры металла, его коробление и растрескивание.
Индукционные установки или установки для нагрева токами высокой частоты по исполнению подразделяются на следующие виды:
Важно отметить, что по вышеуказанным ссылкам можно посмотреть только принципиальное исполнение оборудования. Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля.
По исполнению, подшипник это сборочная единица с геометрическими допусками в сотые микрона. Поэтому перед посадкой его разогрев осуществляется всего-лишь до температуры 90-120⁰С на индукционных установках с небольшой выдаваемой мощностью нагрева. Такая температура полностью позволяет осуществить беспроблемную установку подшипника и не нарушить его целостность. При данной температуре не происходит количественных и качественных изменений в структуре металла, а также не происходит искажение геометрических размеров. В принципе, при нагреве подшипников действуют такие же закономерности электромагнитного поля, как и при закалке ТВЧ.
Это пожалуй самые главные аспекты горячей запрессовки подшипников с применением индукционного нагрева. Горячая установка подшипников является не очень сложной технологией, но с другой стороны это очень ответственный процесс, т.к. 14% всех отказов подшипников происходит из-за его неправильного монтажа.

. рашн дреджинг
Таким методом изготовитель страхуется от возможных судебных тяжб,вдруг на сто тысяч найдется один,кто возьмет да и решит высушить кота в микроволновке,загубит животное и в суд подаст,и что самое интересное может реально выиграть подобное бредовое дело где нибудь в штатах..
Подводные лодки и парусники - лучшие корабли! У парусников самые красивые обводы,а палуба похожа на пол в храме! (с)
Если кому еще интересно - промышленным феном тоже очень удобно греть подшипники, в том числе и ZZ.
Есть версии фенов с термостатированием\электронным заданием требуемой температуры - перегреть сложно!
(без термометра для определения температуры можно капать водичку или просто поплевывать , но нужен некоторый опыт,как и в любом деле!)
Зато маслом не обожжешься
В последнем контракте столкнулся с допуском вала в 0.2 в плюс ,к соединительной муфте, правда.
Дедушка поляк напросился проточить и испортил - лучше бы я кувалдой забил, опыт имеется
От себя могу добавить, что подшипники насаживать на холодную при помощи кувалды - никуда не годится )
лучше на дешевой электропечке греть и поплёвывать - как начнеш шипеть, так можно одевать. Главное под рукой иметь кувалдочку и проставку, чтобы в случае чего "досадить". Главное не переусердствовать и не расколоть его, но тут немного опыта надо. Хотя можно зайти с другой стороны - заморозить вал при помощи морозилки или углекислоты, но это немного дольше и трудозатратней. И конечно ни в коем случае не грейте резаком, только если вообще никаких средств больше нет.
З.Ы. можно конечно промерять всё микрометром и рассчитать температуру нагрева подшипника, но это уже для "теоритиков", а здесь собравшиеся скорее всего именно практики.
ALEX engineer
Сейчас куча газовых баллончиков с горелкой Made-in-China или Made-in- RUSSIA или made ин х/з .
Копейки стоят - удобно.
Фенов куча разно всяких.
Сам делаю старым проверенным способом маслом - ЗАЧЕМ ВЕЛОСИПЕД И.
лучше всего индукционным хитером, SKF такие предлагает, тут уже про них писали! только на одном судне такой видел - SKF TMBH 1. просто супер-штука! если бюджет позволяет, заказывайте! щас на судне, заказывал, огласили сумму в 3000 $, и спросили - а вам точно он нужен? ))) дед заказ отменил! и опять идут в ход трубы, молотки. ну-ну, скупой платит дважды.
Монтаж в нагретом состоянии
Температура, до которой можно нагреть подшипник, зависит от его размеров, посадочного натяга и мощности нагревателя. Для обеспечения успешного монтажа подшипники обычно нагревают до температуры не менее 80-90 °С. Не нагревайтеподшипник до температуры свыше 125 °С, так как это может привести к изменению структуры материала и размеров подшипника. Локальный разогрев подшипника недопустим, поэтому ни в коем случае нельзя применять для разогрева подшипников открытое пламя. Подшипники с уплотнительными или защитными шайбами заполнены пластичной смазкой, поэтому нагрев при монтаже также не разрешается. Подшипники нагреваются в масляной ванне или в нагревательном шкафу. При нагреве на электроплитке подшипники необходимо часто переворачивать с целью их равномерного нагрева. У подшипников с цилиндрическими роликами серий NU, NJ и NUP борт на внутреннем кольце либо совсем отсутствует, либо имеется только на одной стороне, поэтому при монтаже они должны быть нагреты с помощью электрического съёмника или так называемого термокольца для запрессовки подшипников.

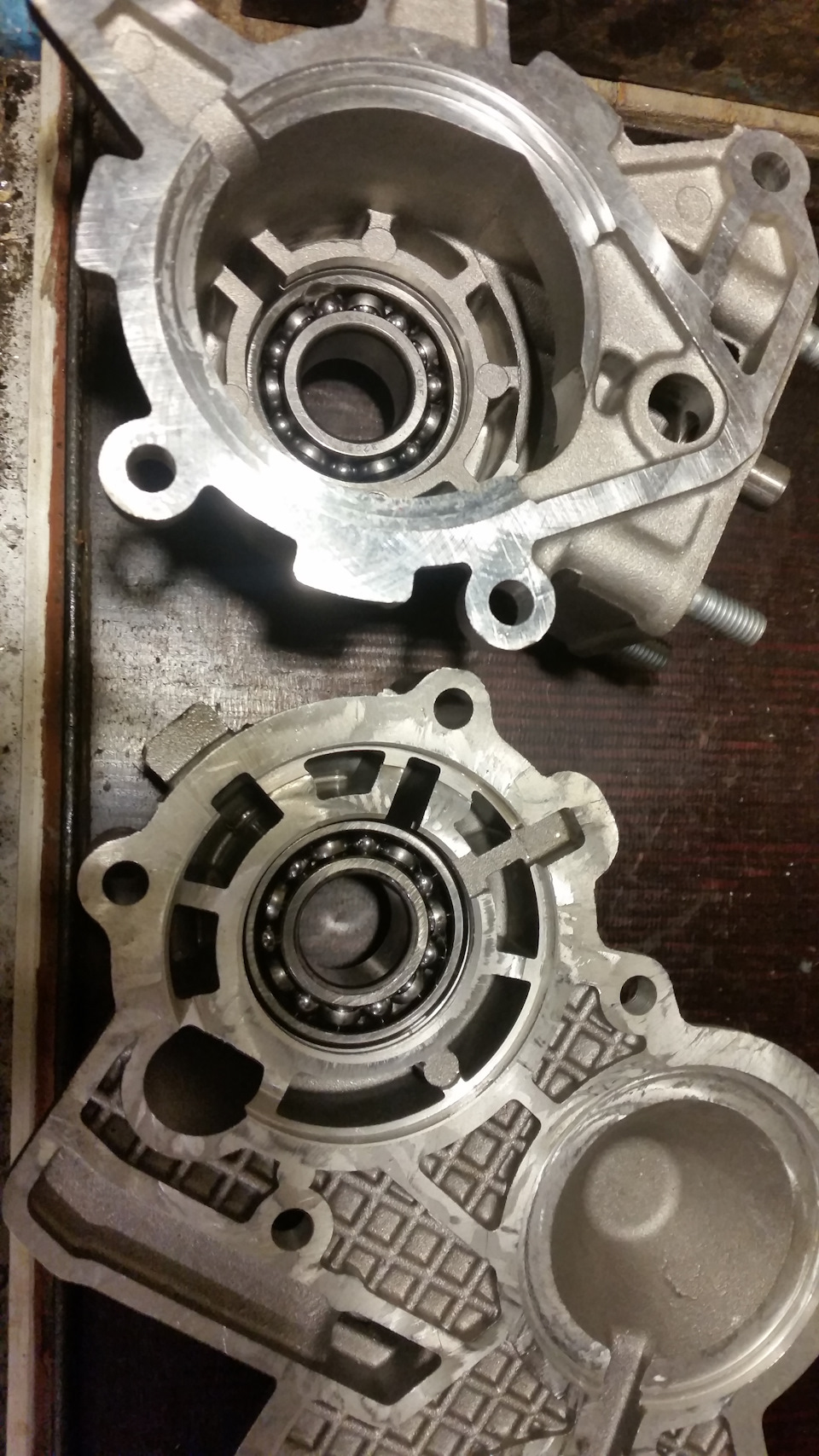
Посадка подшипника там очень плотная. Потому прессовать не хотелось, дабы не повредить посадочное. Было решено сажать подшипники на горячую.Те сами крышки греть, а подшипник охлаждать.
Все это легко проделывается в гаражных условиях.
Нам понадобится строительный фен и баллон с газом для туристических плиток.
Феном греем крышку. Грел 3-4 минуты (при температуре в гараже около 13*С), пытаясь прогреть не только посадочное, но и всю крышку целиком.

В то же время начинаем охлаждать газом подшипник. Для этого на баллон с газом одеваем колпачок-конопку с баллона от ВДшки (или как моем случае от карбклинера) и перевернув баллон начинаем заливать его газом. Подшипник моментально покрывается инеем.
Брызгать нужно всего пару секунд, при этом очень аккуратно, тк рядом работает фен с температурой больше 400*С, не устройте пожар. Лучше все работы проводить на улице.
Кладем подш на посадочное место крышки и через выколотку (у меня была второпластовая) аккуратно молотком засаживаем подшипник. Если все сделать правильно, то он садится на свое место одним не сильным ударом.
Вуаля. Все на месте.
Ставим стопорные кольца, сальник, маслоотражающие шайбы и фланцы карданов.

В передней крышке меняем резинку штока

В заднюю крышку ставим сапун нового образца для вывовда сапунов под капот.
Читайте также: