
Обозначение на чертежах посадок резьбовых соединений с зазором
Обновлено: 05.10.2024
Обозначение поля допуска диаметра резьбы состоит из цифры, которая показывает степень точности, и буквы, которая определяет основное отклонение (например, 6h, 6g, 6Н). Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра (стоит на первом месте) и диаметра выступов (например, 7g7q, 4H5H).Если обозначение полей совпадают, в обозначении поля допуска резьбы пишут лишь один показатель (например, 6g, 6H).
Поле допуска резьбы указывают через тире после размера резьбы (например, болт М12— 6g; гайки М16— 6Н).
Посадки резьбовых деталей обозначают дробью: в числителе указывают поле допуска гайки, в знаменателе - поля допуска болта, например:
Согласно ГОСТ 16093-81 установлены резьбовые посадки с зазором. Для получения резьбовых посадок с зазором предусмотрено пять основных отклонений для болтов (d, e, f, g, h) и четыре для гаек (Е, F, G, Н). Эти отклонения одинаковые для d1, d2, d и D1, D2, D.
Основные отклонения Е, F установленные для специального использования при значительных толщах защитных покрытий.
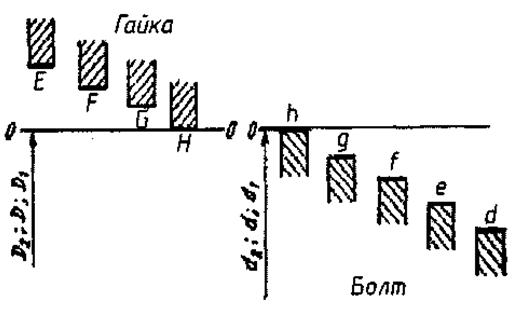 |
Схемы расположения полей допусков метрических резьб с зазором рис. 3.
Рис. 3. Основные отклонения метрической резьбы при посадке с зазором
Отклонения отсчитывают от номинального профиля резьбы (на рис. 3. показанный нулевой линией) в направлении, которое перпендикулярно оси резьбы.
Переходные посадки для резьбовых соединений установлены за ГОСТ 24834-81.
35) Нормирование точности метрической резьбы. Примеры обозначения на чертежах посадок резьбовых соединений с зазором.
Система допусков и посадов метрических резьб
Внутренние и наружные резьбы соединяются по боковым сторонам профиля. Возможность контакта по вершинам и впадинам резьбы исключается соответствующим расположением полей допусков по и . В зависимости от характера сопряжения по боковым сторонам профиля (т.е. по среднему диаметру) различают резьбы со скользящей посадкой, с зазором, натягом и с переходными посадками.
Система допусков и посадок метрической резьбы регламентирована СТТ СЭВ 640-77, предусматривающим допуски посадок скольжения и с зазором.
1. Степени точности резьбы. Допуски диаметров резьбы устанавливаются степенями точности, обозначенные цифрами: с 3 по 9
Степени точности
Диаметры наружной резьбы
Диаметры внутренней резьбы
Допуск внутреннего диаметра d 1 наружной резьбы и наружного диаметра D внутренней резьбы не устанавливаются.
Допуски среднего диаметра являются суммарными.
2. Допуски резьбы. Основным рядом допусков для всех диаметров, в соответствии с рекомендацией JSO , принят ряд по 6-1 степени точности. Допуски диаметров резьбы для 6-ой степени точности при нормальной длине свинчивания определяются формулам.
где Р – в мм, D – среднее геометрическое крайних значений интервалов номинальных диаметров; Т – в мкм.
Допуски остальных степеней точности определяются умножением допуска 6-1 степени точности, найденного по соответствующим формулам, на коэффициенты. Например
Степень точности
Коэффициент
Из формулы (1) следует, что допуск на 1/3 больше допуска при одной и той же степени точности.
3. Поле допусков резьбы. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EJ для внутренней). Для получения посадок резьбовых деталей с зазором предусмотрено 5 основных отклонений для наружной и 4 для внутренней резьбы. Эти отклонения одинаковы для d ; d 2 и D 1; D 2. Выбранная величина основного отклонения соблюдается единой по всему периметру профиля, т.е. распространяется и на ненормируемые d 1 и D .
Большие отклонения d , e , f , E , F , G преимущественно назначают для резьб с защитными покрытиями.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра D 1 для внутренней резьбы).
Поля допусков резьбы устанавливаются в классах точности – точный , средний и грубый – в зависимости от длины свинчивания.
Длина свинчивания. Для выбора степени точности в зависимости от длины свинчивания установлены три группы свинчивания: S – короткие , N – нормальные и L - длинные.
К нормальной ( N ) длине свинчивания относятся длины свыше 2,24 Pd 0,2 до 6,7 Pd 0,2 . Длины свинчивания меньше нормальной, относятся к группе S , а больше – к группе L .
Классы точности резьбы. В соответствии со сложившейся во многих странах практикой поля допусков сгруппированы в 3 классах точности: точном, среднем и грубом.
Понятие о классах точности условное (на чертежах указывают не классы, а поля допусков), оно используется для сравнительной оценки точности резьбы.
Точный класс – для ответственных статически нагруженных резьбовых соединений.
Средний класс - для резьб общего применения.
Грубый класс – при нарезании резьбы в длинных глубоких отверстиях.
36) Основные отклонения диаметров резьбы для посадок с зазором и схемы их расположения. Примеры обозначения посадок метрической резьбы на чертежах.
Поле допусков резьбы. Положение поля допуска диаметра резьбы определяется основным отклонением (верхним es для наружной резьбы и нижним EJ для внутренней). Для получения посадок резьбовых деталей с зазором предусмотрено 5 основных отклонений для наружной и 4 для внутренней резьбы. Эти отклонения одинаковы для d ; d 2 и D 1; D 2. Выбранная величина основного отклонения соблюдается единой по всему периметру профиля, т.е. распространяется и на ненормируемые d 1 и D .
Большие отклонения d , e , f , E , F , G преимущественно назначают для резьб с защитными покрытиями.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра D 1 для внутренней резьбы).
Поля допусков резьбы устанавливаются в классах точности – точный , средний и грубый – в зависимости от длины свинчивания.
Длина свинчивания. Для выбора степени точности в зависимости от длины свинчивания установлены три группы свинчивания: S – короткие , N – нормальные и L - длинные.
К нормальной ( N ) длине свинчивания относятся длины свыше 2,24 Pd 0,2 до 6,7 Pd 0,2 . Длины свинчивания меньше нормальной, относятся к группе S , а больше – к группе L .
Классы точности резьбы. В соответствии со сложившейся во многих странах практикой поля допусков сгруппированы в 3 классах точности: точном, среднем и грубом.
Понятие о классах точности условное (на чертежах указывают не классы, а поля допусков), оно используется для сравнительной оценки точности резьбы.
Точный класс – для ответственных статически нагруженных резьбовых соединений.
Средний класс - для резьб общего применения.
Грубый класс – при нарезании резьбы в длинных глубоких отверстиях.
ГОСТ 16093-2004
(ИСО 965-1:1998,
ИСО 965-3:1998)
Основные нормы взаимозаменяемости
Допуски. Посадки с зазором
Basic norms of interchangeability. Metric screw thread. Tolerances. Clearance fits
Дата введения 2005-07-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский и конструкторский институт средств измерения в машиностроении" (ОАО "НИИизмерения")
2 ВНЕСЕН Госстандартом России
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 25 от 26 мая 2004 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
* Текст соответствует оригиналу. - Примечание изготовителя базы данных.
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения (и приложения) следующих международных стандартов:
- ИСО 965-1:1998 "Резьба метрическая ИСО общего назначения - Допуски - Часть 1: Общие положения и основные данные" (ISO 965-1:1998 "General purpose metric screw threads - Tolerances -Part 1: Principles and basic data")
- ИСО 965-3:1998 "Резьба метрическая ИСО общего назначения - Допуски - Часть 3: Предельные отклонения для конструкционных резьб" (ISO 965-3:1998 "General purpose metric screw threads -Tolerances - Part 3: Deviations for constructional screw threads").
При этом дополнительные положения, учитывающие потребности национальной экономики указанных выше государств и особенности межгосударственной стандартизации, выделены курсивом
5 Приказом Федерального агентства по техническому регулированию и метрологии от 2 марта 2005 г. N 39-ст межгосударственный стандарт ГОСТ 16093-2004 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 7, 2005 год; поправка, опубликованная в ИУС N 4, 2006 год; поправка, опубликованная в ИУС N 5, 2015 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на метрические резьбы общего назначения с профилем по ГОСТ 9150, диаметрами и шагами по ГОСТ 8724 и ГОСТ 16967 и основными размерами по ГОСТ 24705 и ГОСТ 24706.
Допуски для резьб диаметром менее 1 мм - по ГОСТ 9000.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 Термины и определения для резьбы - по ГОСТ 11708.
3.2 В настоящем стандарте приняты следующие обозначения:
- номинальный наружный диаметр внутренней резьбы (номинальный диаметр резьбы), мм;
- номинальный наружный диаметр наружной резьбы (номинальный диаметр резьбы), мм;
- номинальный средний диаметр внутренней резьбы, мм;
- номинальный средний диаметр наружной резьбы, мм;
- номинальный внутренний диаметр внутренней резьбы, мм;
- номинальный внутренний диаметр наружной резьбы, мм;
- номинальный внутренний диаметр наружной резьбы по дну впадины, мм;
- высота исходного треугольника, мм;
- группа длин свинчивания "короткие";
- группа длин свинчивания "нормальные";
- группа длин свинчивания "длинные";
, , , - допуски диаметров , , , , мкм;
- верхнее отклонение диаметров наружной резьбы, мкм;
- верхнее отклонение диаметров внутренней резьбы, мкм;
- нижнее отклонение диаметров наружной резьбы, мкм;
- нижнее отклонение диаметров внутренней резьбы, мкм;
- радиус впадины наружной резьбы, мкм;
- срез по впадине наружной резьбы, мм;
- минимальное значение нормальной длины свинчивания, мм;

- максимальное значение нормальной длины свинчивания, мм.
Резьба должна сопрягаться только по сторонам резьбового профиля (исключение составляют паронепроницаемые резьбы), поэтому основным параметром, определяющим характер посадки резьбовой пары, является средний диаметр. Допуски на наружный и внутренний диаметры устанавливают таким образом, чтобы исключить возможность защемления по вершинам и впадинам резьбы.
В бывшем СССР стандартизованы посадки с зазором (ГОСТ 16093—81), переходные (ГОСТ 24834—81) и с натягом (ГОСТ 4608—81).
Наиболее распространена посадка с зазором, при которой номинальный средний диаметр равен наибольшему среднему диаметру резьбы гайки. Расположение полей допусков метрической резьбы в посадках с зазором показано на (рис. 1). Отклонения (ГОСТ 16093—81) отсчитываются от линии номинального профиля резьбы в направлении, перпендикулярном оси резьбы.

Рис. 1 - Схемы расположения полей допусков для посадок с зазором наружной (вверху) и внутренней (внизу) метрической резьбы с основными отклонениями d, e, f, g, (а); h (б); E, F, G, (в); H (г)
Допуски для диаметров резьбы болтов и гаек определяются в зависимости от принятой степени точности, обозначаемой числами. Приняты следующие степени точности для диаметров болта и гайки: d=4, 6, 8; d2 — 4, 6, 7, 8; D1 — 5, 6, 7; D2 — 4, 5, 6, 7. Допуски диаметров d1 и D — не устанавливаются.
Установлены ряды основных отклонений — верхних es для наружной резьбы (болтов) и нижних EI для внутренней резьбы (гаек), которые определяют расположение полей допусков диаметров резьбы относительно номинального профиля.
Значения допусков диаметров зависят от степени точности и шага резьбы (допуск среднего диаметра зависит еще и от номинального диаметра резьбы). Стандартом регламентированы допуски среднего диаметра Td2, TD2, наружной и внутренней резьб, наружного диаметра Td наружной резьбы и внутреннего диаметра TD2, внутренней резьбы (см. рис. 2).
Допуски средних диаметров являются суммарными, включающими отклонения собственно среднего диаметра и диаметральные компенсации отклонений шага и половины угла профиля.
Поле допуска резьбы образуется сочетанием поля допуска среднего диаметра с полем допуска диаметра выступов (диаметра d для болтов и диаметра D1 для гаек).
Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, означающей основное отклонение.
Обозначение поля допуска резьбы включает в себя обозначение поля допуска среднего диаметра, помещаемого на первом месте, и обозначения поля допуска наружного диаметра для болтов (внутреннего диаметра для гаек).
Если обозначение поля допуска диаметра по вершинам резьбы совпадает с обозначением поля допуска среднего диаметра, то его в обозначении поля допуска резьбы не повторяют.
- болт М10 — 6g;
- гайка М10 — 6Н;
- болт М10 X 1 — 6g;
- гайка М10 X 1 — 6Н.
Посадки резьбовых деталей обозначают дробью, в числителе которой указывают обозначение поля допуска гайки, а в знаменателе — обозначение поля допуска болта. Например: М10 — 6H/6g и М10×1 — 6H/6g.
В зависимости от требований, предъявляемых к точности резьбового соединения, поля допусков резьбы болтов и гаек установлены в трех условных классах точности (знаком ∗ отмечены поля допусков предпочтительного применения):
| Класс | Точный | Средний | Грубый |
|---|---|---|---|
| Болт | 4h | 6h; 6g ∗ ; 6е; 6d | 8h; 8g ∗ |
| Гайка | 4H; 5H | 5Н; 6Н; 6Н ∗ ; 6G | 7Н ∗ ; 7G |
Согласно ГОСТ 16093—81 допускаются любые сочетания полей допусков резьбы болтов и гаек, но сочетание полей допусков разных классов точности на средний и наружный (или внутренний для гаек) диаметры резьбы должно быть обосновано.
В соединениях шпилек с корпусами, а также при наличии специальных требований к резьбовым соединениям применяют переходные посадки, а также посадки с натягом. Неподвижность и прочность соединения обеспечиваются при посадках с натягом за счет натяга по среднему диаметру, при переходных посадках — за счет применения дополнительных элементов заклинивания: конического сбега, плоского бурта или цилиндрической цапфы.
Схема расположения полей допусков для посадок с натягом показана на (рис. 2, а). По наружному и внутреннему диаметрам предусмотрены зазоры, компенсирующие пластическое течение материала к вершинам резьбы. Для образования полей допусков в посадках с натягом установлены основные отклонения диаметров резьбы в зависимости от степени точности.

Рис. 2 - Схемы расположения полей допусков диаметров (а) и среднего диаметра (б) резьбы с натягом
При малых натягах не исключается вывинчивание шпилек в эксплуатации, а при чрезмерно больших натягах возможно скручивание шпилек и разрушение резьбы в корпусах при монтаже, поэтому на средние диаметры резьб деталей стандартом установлены более высокие степени точности: 3-я и 2-я — для шпилек, 2-я — для гнезд.
Для обеспечения более однородных натягов в партии соединений резьбовые детали сортируют на группы.
На (рис. 2, б) в качестве примера показаны схемы расположения полей допусков среднего диаметра резьбы М14×1,5 с натягом при сборке без сортировки на группы (случай А), а также с сортировкой на две (В) и три (С) группы. Номера сортировочных групп обозначены цифрами Ⅰ, Ⅱ, Ⅲ.
Посадки с натягом предусмотрены только в системе отверстия, что обеспечивает технологические преимущества. Рекомендуемые поля допусков и посадки приведены в табл. (ГОСТ 4608—81).
Соединение деталей с помощью резьбы широко применяется в машиностроении для образования неподвижных (крепежных) и подвижных (кинематических) соединений. Более подробную информацию о видах резьбы, достоинствах и недостатках этого вида разъемных соединений можно получить здесь.

Современные методы нарезания и контроля резьб обеспечивают полную взаимозаменяемость резьбовых деталей. Главным условием взаимозаменяемости резьб является свинчиваемость винтов и гаек, имеющих резьбу одинакового профиля, шага и номинального диаметра, при получении данного характера соединения без подгонки.
Свинчиваемость и характер резьбового соединения определяются соотношением и точностью средних диаметров наружной (болта) и внутренней (гайки) резьб.
Метрическая резьба является основным типом крепежной резьбы.
Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на болте отличается от профиля резьбы в отверстии гайки величиной притупления его вершин и впадин.
Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81 в миллиметрах, а также средний диаметр резьбы d2(D2) и внутренний диаметр резьбы d1(D1).
На рис. 1 показаны основные параметры и расположение полей допусков для крепежной метрической резьбы Н6/g6.

Для свинчиваемости парных резьб необходимо, чтобы на длине свинчивания действительные диаметры наружной и внутренней резьбы не выходили за пределы номинального контура, являющегося наибольшим предельным контуром наружной резьбы и наименьшим предельным контуром для внутренней резьбы.
Таким образом, действительные размеры реальных резьбовых поверхностей на всей длине свинчивания не должны выходить за предельные контуры резьбы.
У большинства резьб по наружным и внутренним диаметрам предусматриваются зазоры и поля допусков расположены так, что погрешности этих диаметров не препятствуют свинчиваемости резьб. Поэтому свинчиваемость резьб зависит только от точности средних диаметров (d2, D2), шага и угла профиля резьбы.
Указанные погрешности взаимно независимы, но между ними легко установить математическую связь. Это позволяет компенсировать допустимой погрешностью среднего диаметра резьбы влияние погрешностей шага и угла профиля на свинчиваемость (диаметральная компенсация, см. рис. 1).

В зависимости от эксплуатационных требований к степени подвижности резьбовых соединений стандартами установлены поля допусков, образующие посадки трех групп: с зазором (ГОСТ 16093–81), переходные (ГОСТ 24834–81) и с натягом (ГОСТ 4608–81).
Наружная резьба (болт) нормируется по среднему и наружному диаметрам (d2 и d), внутренняя резьба (гайка) – по среднему и внутреннему диаметрам (D2 и D1). Допуски этих диаметров резьбы устанавливаются по степеням точности, которые обозначаются цифрами.
Степени точности диаметров резьбы приведены в табл. 1.
Читайте также: