
Организация работы агрегатного участка сто с усовершенствованием технологии ремонта кпп ваз 21124
Обновлено: 05.10.2024
1. Технологический расчет участка по ремонту коробки передач
2. Введение
Темой
курсовой
работы
является
технологический
расчет
автотранспортного предприятия с углубленной разработкой участка по
ремонту коробки передач.
Даже при соблюдении всех мероприятий по техническому обслуживанию
изнашивание деталей автомобиля может приводить к неисправностям и к
необходимости восстановления его работоспособности или ремонта.
Техническое состояние автомобиля и в частности коробки передач
оказывает заметное влияние на расход топлива.
Цели данной курсовой работы являются организация участка для ремонта
коробки передач автомобилей ГАЗ-3309, углубление, закрепление и
систематизация
знаний
при
решении
вопросов
технологического
проектирования
производственных
подразделений
современных
эксплуатационных автотранспортных предприятий, освоение методики
технологических расчётов по техническому обслуживанию и текущему
ремонту автомобилей, рассмотрение вопросов обеспечения требований по
охране труда, пожарной безопасности для рассматриваемого участка.
Основные задачи курсового проектирования состоят в расчете объема
работ и численности исполнителей, разработке вопросов организации и
технологии выполнения работ, принятии планировочного решения, разработке
мероприятий по технике безопасности, разработке последовательности
операций по техническому обслуживанию и ремонту автомобилей.
3. Исходные данные
- тип подвижного состава: грузовой бортовой автомобиль ГАЗ3309 грузоподъемностью 4,5т;
- списочное число автомобилей:;
- годовой пробег автомобиля 49400 км;
- КЭУ – категория условий эксплуатации: III;
- природно-климатические условия эксплуатации: холодный
климат;
– число дней работы подвижного состава в году на линии: 247;
– число смен работы автомобилей на линии: 1.
– продолжительность работы автомобиля на линии: 12.
4. Расчетная часть
Таблица 1
Расчет количества воздействий и дней простоя за цикл при ТО, ТР, КР
Таблица 2
Определение пробега
5. Расчетная часть
Таблица 3
Расчет годовой и суточной производственной программы
Таблица 4
Скорректированная и годовая трудоемкость ТО и ТР
6. Расчетная часть
7. Расчетная часть
8. Расчетная часть
9. Расчетная часть
10. Расчетная часть
11. Расчетная часть
12. Расчетная часть
Начало
эксплуатации
КР
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 2
ТО- 2
ТО- 2
ТО- 2
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 2
ТО- 2
ТО- 2
ТО- 2
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
ТО- 1
Рисунок 1 – Годовой график ТО автомобиля
ТО- 2
КР
ТО- 2
КР
13. Расчетная часть
14. Расчетная часть
15. Технологическая часть
16. Организационная часть
17. Организационная часть
18. Графическая часть
19. Заключение
В результате выполнения курсового проекта в технологической части
определена производственная программа ТО и ТР в целом по АТП в
количественном и трудовом выражениях и по объекту
проектирования.
В организационной части проекта решены вопросы организации
управления по АТП и объекту проектирования, разработки схемы
управления производств отделов и комплексов и схемы
технологического процесса работ на объекте проектирования,
подобрано необходимое технологическое оборудование, определена
площадь объекта проектирования. Решены вопросы и даны
рекомендации по технике безопасности, производственной
санитарии.
В графической части проекта представлен план участка по ремонту
коробки передач.
Агрегатные работы включают разборочно-сборочные и ремонтно-восстановительные операции по двигателю, коробке передач, заднему и переднему мостам и другим агрегатам и узлам, снятым с автомобиля для текущего ремонта.
Агрегаты, снятые с автомобиля для текущего ремонта, частично или полностью разбираются на стендах. Ступицы колес, дифференциалы, сцепления и другие узлы разбирают и собирают в приспособлениях, монтируемых на верстаке.
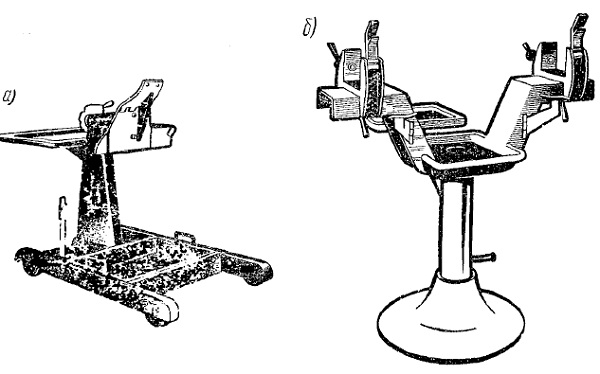
Рис. Стенды для ремонта: а — двигателей; б — передних и задних мостов
Для вылрессовки подшипников, втулок и других деталей применяются верстачные прессы на 3—5т с ручным приводом или гидравлические прессы в 20 т (ГАРО, модель 208), а также различные съемники. Перед снятием агрегатов с автомобиля масло из их картеров, вода из системы охлаждения и топливо из системы питания двигателя должны быть слиты.
Разобранные агрегаты обезжиривают в горячем содовом растворе с последующей промывкой в горячей воде. Для этой цели применяют ванны с содовым раствором или водой, подогреваемые паром при помощи трубчатого змеевика, или специальную моечную установку ГАРО модели 196-И. В этой установке детали моют горячим (80 — 90°С ) 4—5-процентным раствором едкого натра или каустической соды.
Моечная камера установки рассчитана для деталей размером 1000X600X800 мм общим весом до 250 кг. Продолжительность мойки — несколько минут.
После разборки и обезжиривания деталей их контролируют и сортируют, согласно техническим условиям на годные, требующие ремонта и негодные.
Характерными работами при текущем ремонте двигателя являются:
- замена поршневых колец, поршней и поршневых пальцев (с разверткой отверстий в бобышках)
- замена тонкостенных вкладышей шатунных и коренных подшипников на вкладыши эксплуатационных размеров
- замена прокладки блока
- устранение трещин и пробоин (в сварочном или агрегатном цехе) с использованием эпоксидных смол и клеев
- притирка и шлифовка клапанов и клапанных гнезд
- промывка масляной системы двигателя с применением растворителей, замена редукционного клапана и другие работы
После ремонта и сборки двигателя производят холодную и горячую обкатку его на стенде, подготавливая к эксплуатационным нагрузкам.
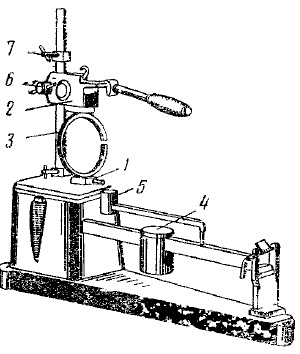
Рис. Приспособление для проверки упругости поршневых колец:
1 — столик; 2 — каретка; 3 — поршневое кольцо; 4 и 5 — грузы; в — стопорный винт; 7 — подвижный упор
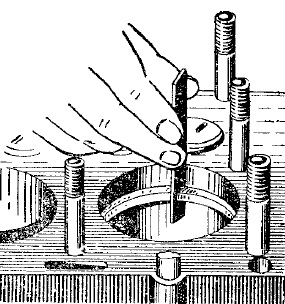
Рис. Проверка зазора в стыке поршневого кольца
К числу ремонтных работ по агрегатам трансмиссии относятся:
- замена фрикционных накладок на ведомом диске сцепления (приклеиванием клеем БФ-2 или ВС-10Т)
- замена подшипников выключения сцепления, шестерен и подшипников в коробке передач
- и другие работы
Ремонт механизмов управления заключается в замене изношенных деталей, правке погнутых рулевых тяг, замене тормозных накладок на колодках и других работах.
При ремонте ходовой части в большинстве случаев используются подсобные производственные цеха.
Ниже рассматриваются некоторые, часто встречающиеся, работы по текущему ремонту.
Смена поршневых колец является наиболее частой операцией текущего ремонта двигателя. Поршневые кольца снимают с поршня при помощи приспособления, показанного на рисунке.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми соответственно размерам поршня и цилиндра. Упругость кольца проверяют на приспособлениях. При установке в приспособлении кольцо сначала сжимается до полного выбирания зазора в стыке, затем его разгружают, фиксируя усилие разжатия кольца при помощи весового механизма. Упругость компрессионных колец для различных двигателей колеблется в пределах 1,3—7 кГ, а маслосъемных 1,4—5,7 кГ.
Степень износа кольца контролируют ленточным щупом по величине зазора в стыке после установки кольца в цилиндр в поясе его наименьшего износа ( 10—15 мм от верхней плоскости блока). Вепичнна зазора в стыке кольца для разных двигателей находится в пределах 0,15—0,75 для компрессионных и 0,20—1,5 мм для маслосъемных колец.
При подборе поршневых колец ремонтного размера, например, увеличенных по диаметру на 0,5, 1,0 и 1,5 мм руководствуются соответствующим клеймом — цифрой, выбитой на торцовой поверхности кольца около стыка. Выбирают поршневое кольцо также по зазору, устанавливая его в цилиндр и замеряя, как указано выше, щупом. При недостаточном зазоре, кольцо подгоняют по цилиндру, подпиливая торец замка в стыке. Кроме того необходимо проверить величину зазора между канавкой поршня и торцовой частью кольца. Этот зазор определяют прокатыванием кольца по канавке. При отсутствии заеданий, замеряют зазор щупом. Зазор по высоте между кольцом и канавкой поршня составляет для компрессионных — 0,03—0,08 и маслосъемных 0,02—0,08 мм. При недостаточном зазоре между канавкой поршня и торцовой частью кольца ее прошлифовывают мелкозернистой наждачной шкуркой на поверочной плите.
Поршни заменяют в том случае, когда сильно изношена его верхняя канавка или поршень имеет трещины и глубокие царапины на стенках. При замене поршней устанавливают поршни номинального или ремонтного размеров (например с увеличением диаметра на 0,5, 1,0 и 1,5 мм).
Поршни подбирают по каждому цилиндру (гильзе) индивидуально по зазору, который оценивается усилием, необходимым для протягивания ленточного щупа с динамометром.
Размеры щупа для двигателя ЗИЛ-130 составляют: толщина 0,8, ширина 13, длина не менее 200 мм. Необходимое усилие протяжки для двигателей ЗИЛ-130 и ГАЗ-53 — 3,5—4,5 кГ. При протягивании щупа поршень устанавливают в цилиндр без колец днищем вниз. Вес каждого поршня из подобранного комплекта для данного двигателя не должен отличаться от установленного значения более чем на 4 — 8 г (в зависимости от марки Двигателя).
Поршневые пальцы при износе более 0,05 мм заменяют на пальцы номинального или ремонтного размера, которые подбирают по втулкам шатунов и отверстиям в бобышках поршня. Во втулку верхней головки шатуна поршневой палец должен входить под легким нажимом большого пальца руки (при температуре 17 — 23°С).
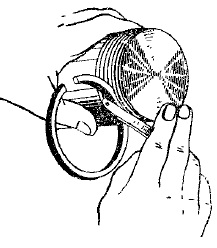
Рис. Проверка зазора по высоте между поршневым кольцом и канавкой поршня
Соединение пальца с поршнем производится при его сборке с шатуном запрессовкой в преварительно нагретый (до 90-98″) поршень.
Замена тонкостенных вкладышей шатунных и коренных подшипников на вкладыши эксплуатационных размеров производится в случае, когда овальность шейки вала составляет не более 0,05 мм, а суммарный износ шейки и вкладыша превышает величину диаметрального масляного зазора не более чем в 2 — 2,5 раза. Номинальный диаметральный зазор в различных двигателях составляет 0,025 — 0,09 мм. Диаметральный зазор можно проверять с помощью контрольной латунной пластинки. Для двигателей ГАЗ и ЗИЛ применяют пластинки толщиной 0,08 мм, шириной 13 мм, длиной на 5 мм короче ширины вкладыша. Пластинку, смазанную маслом, укладывают между шейкой вала и вкладышем, а болты крышки подшипника затягивают динамометрическим ключом с определенным установленным для каждого двигателя моментом (момент для коренных подшипников двигателя ЗИЛ-130 составляет 11 — 13, шатунных — 7 — 8 кГм).
При проверке одного подшипника болты остальных должны быть ослаблены.
Необходимый зазор в подшипнике характеризуется сопротивлением проворачиванию коленчатого вала от руки. Если при проворачивании требуется некоторое усилие — зазор находится в пределах допустимого. Таким способом поочередно проверяют все подшипники. При необходимости вкладыши заменяют, для этого устанавливают поочередно поршни цилиндров в н. м. т., отвертывают гайки болтов и снимают крышки шатунов. Затем приподнимают немного шатун с поршнем вверх и вынимают верхний и нижний вкладыши. На их место вставляют новые вкладыши эксплуатационного размера, предварительно смазав их маслом, после чего затягивают болты. Верхние вкладыши коренных подшипников можно менять без снятия коленчатого вала двигателя. Для этого снимают крышку подшипника (с нижним вкладышем), вставляют специальный палец в отверстие для подвода масла в коренной шейке и поворачивают вал по часовой стрелке. При этом головка пальца вытолкнет вкладыш из постели. Аналогичным способом можно вставить верхний вкладыш. Для этого сначала вставляют палец в отверстие во вкладыше, совмещая его с отверстием в шейке и вращают вал против часовой стрелки до упора пальца в тело подшипника, затем палец переставляют в отверстие в шейке, вращая вал в том же направлении до полной установки вкладыша в верхней постели.
После замены вкладышей проверяют диаметральный зазор между шейкой и вкладышем указанным выше способом.

Рис. Проверка зазора между поршнем и цилиндром

Рис. Проверка диаметрального зазора в коренных подшипниках двигателя:
1 — крышка подшипника: 2 — контрольная пластинка
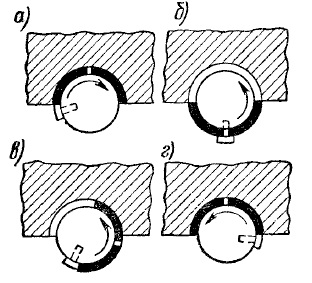
Рис. Снятие верхнего вкладыша коренного подшипника коленчатого вала двигателя
Ремонт клапанов состоит в восстановлении герметичности шлифовкой фаски клапана, его притиркой к седлу иногда с предварительной шлифовкой седла. Шлифовка фасок клапана производится на станке ГАРО модели 2414. Клапана притирают при помощи ручной или пневматической дрели модели 2213.
Рис. Дрель с пневматическим приводом для притирки клапанов
Притирают специальной пастой (смесь наждачного порошка с моторным маслом) до момента пока рабочая поверхность фасок у гнезда и клапана не будет иметь матовую полоску по всей окружности.
Качество притирки можно проверить на пневматическом приборе ГАРО. Создаваемое резиновой грушей давление 0,7 кГ/см не должно изменяться в течение одной минуты.
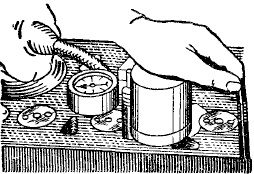
Рис. Прибор для проверки качества притирки
Тормозные накладки заменяют в случае их износа до поверхности заклепок. Старые заклепки высверливают со стороны колодки на сверлильном станке.
Колодку очищают от ржавчины, устанавливают на нее новую накладку и прижимают струбциной. Для равномерного прижатия накладки иногда используют стальную ленту. После этого просверливают накладки со стороны отверстия под заклепки и раззенковывают их на 3 — 4 мм со стороны накладки. В отверстия вставляют латунные или медные заклепки и на оправке зажимают в тисках или на специальном станке, расклепывают их со стороны колодки. Головки заклепок должны быть утоплены не менее чем на 0,5 мм. Концы приклепанных накладок скашивают на наждачном круге или рашпилем на длине 55 мм.
При замене накладок широко применяют приклеивание их клеем ВС-10Т или БФ-2.
При ремонте деталей ходовой части в большинстве случаев используют вспомогательные цеха (расточка, наварка и другие операции).
Для испытания двигателя после ремонта может быть использована испытательная станция, состоящая из стенда с гидравлическим тормозом и электродвигателем (модель КО-2204). В небольших автохозяйствах ограничиваются приработкой двигателя при помощи установки, состоящей из электродвигателя с редуктором, понижающим числа оборотов вала. В качестве редуктора обычно используют коробку передач автомобиля.
При агрегатных работах необходимо соблюдать требования техники безопасности, установленные для работ с использованием слесарного инструмента, например, соответствие гаечных ключей размерам гаек, запрещение пользоваться неисправным инструментом, удлинителями к ключам, подкладками под зев ключа.
Должно быть обеспечено удобство работы на стендах и надежность крепления агрегатов.
Не допускается применение при мойке деталей щелочного раствора с концентрацией более 5%. Перед мойкой деталей двигателей, работавших на этилированном бензине, детали следует подвергать нейтрализации.
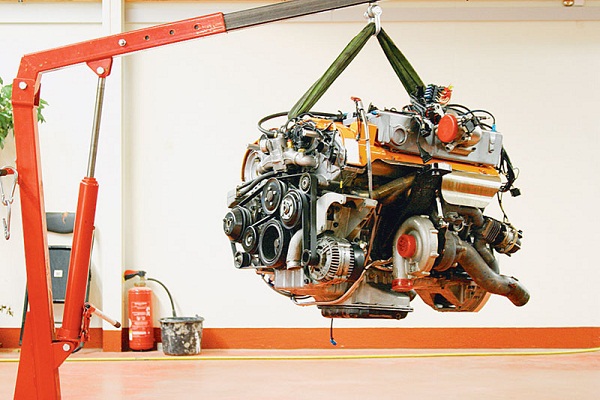
Подъем, снятие и транспортирование агрегатов необходимо производить только с применением подъемно-транспортных механизмов.
В помещениях для испытания двигателей должны быть устроены местные отсосы отработавших газов.
Пример планировки цеха с расстановкой оборудования показан на рисунке:
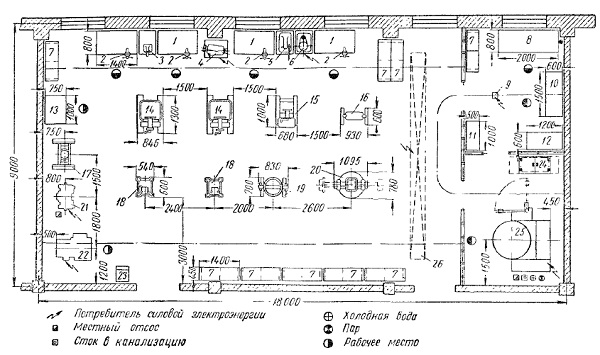
Рис. Планировка агрегатного цеха:
1 — слесарные верстаки; 2 — слесарные тиски; универсальный прибор для проверки поршня с шатуном; 4 — станок для шлифования фасок клапанов; 5 — пресс с ручным приводом; 6 — настольно-сверлильный станок; 7 — секционные стеллажи; 8 — стол для контроля и сортировки деталей; 9 — тельфер; 10—универсальные центры для проверки валон: 11 — ларь для обтирочиых материалов; 12 — шкаф для приборов; 13 — поверочная плита; 14 и 15 — стенды для ремонта двигателей; 16 стенд для ремонта рулевых механизмов и карданных валов; 17 — гидравлический пресс с усилием 20 Т; 18 — — стенд для ремонта коробок передач; 19 — стенд для ремонта редукторов задних мостов; 20 — стенд для ремонта передних и задних мостов; 21 — станок для заточки инструментов; 22 — вертикально-сверлильный станок: 23 — инструментальный шкаф для станочника; 24 — ванна для мойки мелких деталей; 25 — установка для механизированной мойки крупных деталей; 26 — подвесная
кран-балка
Агрегатный участок является составной частью зоны ТР.
При проведении работ в зоне ТР на универсальных или специализированных постах устраняют, в основном, мелкие дефекты и неисправности путем проведения диагностических, разборочно-сборочных, контрольно-регулировочных и технологических работ по ремонту оборудования и агрегатов. Для сокращения времени простоя подвижного состава ТР выполняется преимущественно агрегатным методом, при котором производится замена неисправных или требующих капитального ремонта агрегатов и узлов на исправные, взятые из оборотного фонда.
В рамках агрегатного участка зоны ТР осуществляется полное диагностирование агергатов автомобилей с целью выявления неисправностей, а также ремонтные и восстановительные работы по устранению выявленных дефектов и замене износившихся деталей, узлов на новые или ранее восстановленные.
Агрегатный участок является составной частью зоны ТР.
При проведении работ в зоне ТР на универсальных или специализированных постах устраняют, в основном, мелкие дефекты и неисправности путем проведения диагностических, разборочно-сборочных, контрольно-регулировочных и технологических работ по ремонту оборудования и агрегатов. Для сокращения времени простоя подвижного состава ТР выполняется преимущественно агрегатным методом, при котором производится замена неисправных или требующих капитального ремонта агрегатов и узлов на исправные, взятые из оборотного фонда.
В рамках агрегатного участка зоны ТР осуществляется полное диагностирование агергатов автомобилей с целью выявления неисправностей, а также ремонтные и восстановительные работы по устранению выявленных дефектов и замене износившихся деталей, узлов на новые или ранее восстановленные.
КГАМТ, машиностроение, Техническое обслуживание и ремонт автомобильного транспорта, Спроектировать агрегатный участок и разработать технологический процесс и восстановление ведущей шестерни заднего моста
В данном курсовом проекте рассматривается агрегатный участок и разработывается технологический процесс и восстановление ведущей шестерни заднего моста :
1.ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО УЧАСТКА
2.РАСЧЕТ ПРОЕКТИРУЕМОГО УЧАСТКА.
2.1 Расчет производственный фонд времени рассчитывается по календарю и режиму работы конкретного предприятия участка, на планируемый период.
2.2 Расчет годового объема работ
2.3 Расчет численности производственных рабочих
2.4 Подбор технологического оборудования
2.5 Расчет производственной площади
3.ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
3.1 Назначение, конструктивные особенности, условия работы заданной детали
3.1.1 Технические условия на дефектацию коленчатого вала
3.2 Разработка технологического процесса восстановления детали.
3.2.1 Выбор рационального способа восстановления детали.
3.2.2 Определение последовательности выполнение операций.
3.2.3 Расчет режимов работы
4 ТЕХНИКА БЕЗОПАСНОСТИ НА ПРОЕКТИРУЕМОМ ОБЪЕКТЕ И ОХРАНА ОК-РУЖАЮЩЕЙ СРЕДЫ
Графическая часть содержит:
1.План агрегатно механического участка
Состав: план агрегатно-механический участок, Спроектировать агрегатный участок и разработать технологический процесс и восстановление ведущей шестерни заднего моста(ПЗ)
Софт: КОМПАС-3D 15,1
Каталог / Транспорт / Автомобили и автомобильное хозяйство (Автосервис) / Спроектировать агрегатный участок и разработать технологический процесс и восстановление ведущей шестерни заднего моста
Чтобы скачать чертеж, 3D модель или проект, Вы должны зарегистрироваться и принять участие в жизни сайта. Посмотрите, как тут скачивать файлы.

Дата: 2015-04-27
Просмотры: 11 904
Еще чертежи и проекты по этой теме:
Софт: КОМПАС-3D 16
Состав: Чертеж участка, чертеж стоянки, чертеж КПП(СБ), чертеж стенда(СБ), Тех.карта ремонта КПП, 3 спецификации, пояснительная записка.
Проект агрегатного участка для АТП состоящего из 40 автобусов ЛиАЗ-5256 с внедрением стенда для испытания КПП и построение внешней скоростной характеристики двигателя
Софт: КОМПАС-3D 14
Состав: Пояснительная записка; генеральный план предприятия: ремонтная зона; агрегатный участок; Коробка передач САА3; технологические карты1-2; обоснование; структура управления; ведомость;
Софт: КОМПАС-3D V16.1
Состав: расчетно-пояснительная записка, планировочное решение агрегатного участка, Планировка агрегатного участка (ВО) Пневмо тиски (СБ), деталировка (рычаг, поршень, губка, шток, промежуточный рычаг, кришка ), спецификация
Проект улучшения работы агрегатного участка в автогараже Ровенского центра профессионально-технического обучения Государственной службы занятости
Софт: КОМПАС-3D 14
Состав: Агрегатный участок (ВО), Электротехнический участок (ВО), Ферма (ВО), ПЗ
Софт: КОМПАС-3D 16
Состав: Диск, Маршрутная карта изготовления колеса, Маршрутная карта сборки подруливающего механизма, Маршрутная карта установки системы подруливания, План автосервисного центра, Планировка участка агрегатных работ
Проект агрегатного участка с разработкой технологии установки системы подруливания на трехосный прицеп Сармат 85720F-0000010 для трактора МТЗ-82
Читайте также: