
Прессовая посадка обозначение на чертеже
Обновлено: 07.07.2024
Инженерные продукты иногда представляют собой компоненты, которые должны скользить или прижиматься друг к другу для выполнения своих функций. Поэтому для описания этих размерных соотношений между компонентами используется посадка. Она используется, чтобы определить, ослаблены или затянуты компоненты, что способствует их скольжению или сдавливанию.
Все мы слышали истории о прохождении через руки операторов станка чертежей деталей, в которых указаны до смешного жесткие допуски. Мы знаем, что выдерживать жесткие допуски труднее, и мы знаем, что тем дороже изготовление детали, чем жестче допуски.
В Единой системе допусков и посадок (ЕСДП) стандартизованы поля допусков, а посадки не имеют стандартных наименований.
Однако любые посадки, образованные с применением стандартных полей допусков, являются стандартными. Рекомендуемые посадки образуются только в системах основного отверстия или основного вала. Следует отдавать предпочтение рекомендуемым посадкам (см. ГОСТ 25347-82), при этом в первую очередь - предпочтительным.
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Посадку обозначают дробью, в числителе которой указывают обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала. Поле допуска обозначают сочетанием буквы (букв) основного отклонения и порядкового номера квалитета:
Для простановки квалитетов и предельных отклонений Компас 3D в диалоговом окне Задание размерной надписи включите две опции Включить для групп Квалитет и Отклонения .
Для простановки квалитетов и предельных отклонений Компас 3D в диалоговом окне Задание размерной надписи включите две опции Включить для групп Квалитет и Отклонения .
Для простановки квалитетов и предельных отклонений Компас 3D в диалоговом окне Задание размерной надписи включите две опции Включить для групп Квалитет и Отклонения .
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Допуски по квалитетам обозначают сочетанием прописных букв IT с порядковым номером квалитета:
- IT02 – квалитет 02
- IT07 – седьмой квалитет
- IT14 – четырнадцатый квалитет
Основные отклонения обозначают буквами латинского алфавита:
- A. ZС – прописными для отверстий
- a. zс – строчными для валов
Перед выбором посадки необходимо определить: o характер сопряжения (подвижное или неподвижное); o основные конструктивные требования, предъявляемые к сопряжению (скорость относительного перемещения деталей, компенсация погрешностей монтажа, необходимость центрирования сопрягаемых деталей или величина и характер нагрузок, передаваемых сопряжением).
После выбора вида посадки необходимо решить вопрос о точности выполнения сопряжения. При этом не следует забывать, что излишне высокая точность выполнения обработки деталей ведет к значительным и неоправданным затратам при их изготовлении.
Черновую обработку выполняют в большом диапазоне точности 12—16-го квалитетов, шероховатость поверхности Rа 100…25 мкм.
Получистовую обработку обычно назначают для заготовок, у которых при черновой обработке не снят весь припуск, а также для заготовок, к точности которых предъявляются повышенные требования. Точность этой обработки — 11 —12-й квалитеты, шероховатость поверхности Rа 50.. 12,5 мкм.
Чистовую обработку применяют в виде разовой для заготовок, полученных точными методами (высокоточным литьем, точной штамповкой и др.). Иногда ее включают в технологический процесс как промежуточную под последующую точную или отделочную обработку. Точность чистовой обработки — 8 — 11-й квалитеты, шероховатость поверхности Rа 12,5… 2,5 мкм.
Тонкая обработка окончательно формирует высокую точность поверхностей заготовки, ее выполняют при весьма малых подачах. Точность чистовой обработки — 5 — 7-й квалитеты, шероховатость поверхности обработанной заготовки из стали Rа 2,5…0,63 мкм.
Отделочную обработку в основном применяют для обеспечения заданной шероховатости поверхности заготовки, на точность последней влияния она почти не оказывает. Финишная обработка делится на два основных способа: механический или химический, которые в свою очередь подразделяются на абразивно-экструзионную операцию, виброабразивную операцию, дорнирование, химико-механическую операцию, хонингование, электролитно-плазменную полировку. Ее выполняют, как правило, в пределах допуска предшествующей обработки, что обеспечивает при различных методах и обрабатываемых материалах получение шероховатости поверхности Rа 0,63 ..0,16 мкм.
Начиная с черновой обработки, изготовление детали стоит примерно в два раза дороже, и в четыре раза больше, чтобы довести ее до чистовой. Отделочная обработка Rа 0,63 ..0,012 мкм , будет стоить в 24 раза дороже!
Выбор квалитета зависит:
- от точностных требований непосредственно к сопряжению;
- от типа выбранной посадки, например, при применении переходных посадок изменение квалитета незначительно;
- от точности, обусловленной эксплуатационным назначением механизма или машины в целом, особенно это относится к ответственным сопряжениям, например, точность сопряжения деталей в коробке скоростей прецизионного станка с ЧПУ может значительно отличаться от точности посадок аналогичных деталей в коробке скоростей автотранспорта.
В общих чертах можно указать на следующее применение квалитетов.
Квалитеты 4-й и 5-й применяются сравнительно редко, в особо точных соединениях, требующих высокой однородности зазора или натяга (приборные подшипники в корпусах и на валах, высокоточные зубчатые колеса на валах и оправках в измерительных приборах).
Квалитеты 6-й и 7-й применяются для ответственных соединений в механизмах, где к посадкам предъявляются высокие требования в отношении определенности зазоров и натягов для обеспечения точности перемещений, плавного хода, герметичности соединения, механической прочности сопрягаемых деталей, а также для обеспечения точной сборки деталей (подшипники качения нормальной точности в корпусах и на валах, зубчатые колеса высокой и средней точности на валах, подшипники скольжения и т.п.).
Квалитет 10-й применяется в посадках с зазором и в тех же случаях, что и 9-й, если условия эксплуатации допускают некоторое увеличение колебания зазоров в соединениях.
Квалитеты 11-й и 12-й применяются в соединениях, где необходимы большие зазоры и допустимы их значительные колебания (грубая сборка). Эти квалитеты распространены в неответственных соединениях машин (крышки, фланцы, дистанционные кольца и т.п.).
В этой записи Н14 означает неуказанные предельные отклонения для отверстий, h14 – для валов, ±IТ14/2 - предельные отклонения для размеров, не относящимся ни к отверстиям, ни к валам, назначенные по точному, среднему, грубому или очень грубому классам точности.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала. Все посадки с гарантированными натягами используют для передачи крутящих моментов или осевых сил либо для неразъемных соединений деталей, которые должны препятствовать относительному перемещению соединяемых деталей под действием крутящих моментов или осевых сил.
Переходные посадки, как правило, применяют для центрирования сопрягаемых деталей. Иногда для этих целей применяют посадки с нулевым гарантированным зазором (типа H/h), однако в таких сопряжениях максимальный зазор может оказаться слишком большим. Уменьшить максимальные зазоры можно за счет ужесточения допусков (вариант экономически невыгодный) или за счет сближения дальних отклонений при сохранении значений допусков. В этом случае поля допусков начинают перекрываться, появляется вероятность получения при сборке посадок с натягом. Вероятность появления натягов тем больше, чем выше по отношению к полю допуска отверстия расположено поле допуска вала. Одновременно растут предельные значения максимальных натягов, повышается точность центрирования деталей, но усложняются условия их сборки. Если сопряжения с зазором можно собирать без применения слесарного инструмента, то при сборке деталей с большой вероятностью натягов в сопряжении требуются или специальный инструмент, или даже прессовое оборудование.
Более полные рекомендации по выбору посадок и допусков несопрягаемых поверхностей содержатся в справочниках.
Сборка любого агрегата, состоящего из отдельных заранее изготовленных деталей невозможна без заранее предусмотренной системы допусков и посадок. Это обосновано реальными возможностями обрабатывающих станков. С одной стороны, невозможно добиться идеальной точности обработки, с другой стороны, не предусмотрев зазоры необходимой величины, невозможно будет собрать готовое изделие. В каждом конкретном случае величина таких зазоров определяется спецификой работы изделия и допустимой точностью обработки.

Обязательным правилом оформления конструкторской документации является не только правильное обозначение контуров и деталей конструкции, изображение проекций, указание размеров, но и обозначение на чертежах допусков. Существующая система обозначений предназначена для приведения обозначений к стандартизации и пониманию, нанесённых графических изображений и надписей. Составление подробной карты процесса производства требует утверждённых правил обозначения допусков формы и расположения поверхностей. Благодаря этому выбирают параметры обработки для получения требуемого класса точности. Система обозначений отклонения формы и расположения поверхностей позволяет подробно обозначить все необходимые данные. Она способствует получению высокоточных деталей, правильности сборки, проведению быстрого и качественного ремонта.
Общие положения
В крупносерийном производстве каждая деталь изготовлена с заранее заданной степенью точности. Изготовить их с полностью одинаковыми характеристиками практически невозможно. Поэтому предусмотрена стройная система разрешённых изменений в реальных классах точности.
В технологии по металлообработке допуском называют установленную стандартом величину, на которую разрешено изменять точность обработки.
Каждый параметр обозначается на чертеже. Указанный размер допуска отражает численную характеристику разрешённого зазора, место размещения на изделии. По правилам размещение области, к которой относится допуск, ориентируется относительно так называемой нулевой линии. По этому показателю допуски бывают:
- симметричными и ассиметричными (разрешённое отклонение допускается с одной или обеих сторон относительно выбранной нулевой линии);
- выше или ниже заданной нормали;
- с заданной величиной смещения в требуемом направлении.
Посадкой называют параметр, который указывает допустимую точность при соединении отдельных деталей в цельный агрегат. Он задаётся установленными зазорами или натягами.

Их делят на три утверждённых типа:
- заранее предусмотренным зазором;
- допустимым натягом;
- переходного типа.
Во всех случаях допуском посадки считается величина, которая рассчитывается как разность между большим и наименьшим значением допустимого зазора. Вся существующая система классифицируется по следующим признакам:
- основания системы – это допуски отверстий и валов;
- классам точности (их подразделяют на 19 квалитетов);
- величине предусмотренных натягов.
Под допусками для отверстий понимают совокупность разрешённых значений с одинаковыми квалитетами. Для них устанавливаются предельно допустимые размеры отверстий. Вариация величины посадок достигается благодаря изменению предельных размеров вала. В системе вала перечисленные параметры изменяются в обратном порядке. Предельный размер вала сохраняет постоянство для различных посадок, а происходит изменение предельных размеров отверстия.
В системе допусков и посадок номера квалитетов являются показателями точности обработки. С возрастанием порядкового номера допуск размера увеличивается. Все размеры разделены на определённое количество интервалов. Величина каждого интервала равна трём миллиметрам. Линейка этих интервалов начинается с размера от 1 до 3 мм, затем от 3 до 6 мм и так далее. Для каждого интервала уже установлен свой усреднённый геометрический размер и обозначение. Он определяется по границам интервала. Для них определены квалитеты от пятого до семнадцатого. Чем меньше номер квалитета, тем обработка считается более точной.
Все рассчитанные параметры сведены в таблицы. Основными документами, которые систематизируют эти показатели, и правила их обозначения являются:
- ЕСДП расшифровывается как единая система допусков и посадок — установлена ГОСТ 25347-82;
- ОНВ закреплены в стандарте 25346-89 (основные нормы взаимозаменяемости устанавливают возможности по замене одних изделий аналогичными);
- ЕСКД единая система конструкторской документации объединяет все требования к оформлению и документов и нанесению обозначений — подробно изложена в стандарте 2.001-2013;
- Стандарты различного уровня и назначения: государственные ведомственные, отраслевые;
- Технические условия (применяются как нормы изготовления узкоспециальных деталей).
ЕСДП применяется для регламентирования всех параметров. ОНВ позволяет точно определить зазоры в деталях сложной конфигурации. Например, шпоночных или шлицевых соединениях, резьбы, зубчатых передач и так далее.


Каждый размер должен указываться в каждой из документаций:
- на всех видах чертежей;
- эскизах конструкций;
- технологических картах;
- дополнительных графических изображениях (пояснительных записках, набросках).
Правильно выбранные параметры отклонений составляют основу технологических процессов. Неотступное следование утверждённым стандартам позволяет разработать и изготовить надёжный и долговечный агрегат.
Допуски формы
Этот вид разрешённых отклонений вызван неточностями обработки, которые происходят из-за реальных возможностей обрабатывающего оборудования.
К ним относятся:
- прямолинейности;
- плоскости;
- не совпадения формы окружности (к ним относятся: круглости; допуск овальности);
- изменение формы цилиндра — допуск цилиндричности.

К первой категории относятся следующие отклонения:
- формы обработанной поверхности (нарушается плоскостная картина, изменяется величина радиуса выточенного вала, нарушается геометрия фигур имеющих плоские грани);
- нарушается параллельность и перпендикулярное расположение поверхностей между собой или соседними деталями;
- проявляется разная шероховатость по длине, поперечному сечению, окружности.
Оценка величины параметров производится сравнением номинальной поверхности (обозначенной на чертеже) и реальной (полученной на станках заданного класса точности). Полученные отклонения и позволяют рассчитать величину требуемого допуска.
Изменение величины радиуса готового изделия по отношению к заданному на чертеже, называется нарушение круглости. Для предотвращения возможных негативных последствий при эксплуатации вводят допуск круглости. При рассмотрении детали в одной из плоскостей определяют необходимый допуск профиля продольного сечения.
Характер взаимного искривления расположения плоскостей подразделяется на следующие виды:
- общей параллельности (сравнивается с линией направленной вдоль поверхности);
- перпендикулярности и пересечения осей (проверяется сохранение прямого угла на всём протяжении поверхностей);
- наклона;
- симметрии (по отношению к выбранной оси).
Допуск плоскостности определяет величину разрешённого отклонения от обозначенного уровня. Основной характеристикой служит так называемое поле допуска. Его обозначают в выбранной области, которая расположена между плоскостями, для которых необходимо соблюдать строгие параметры параллельности. Расстояние до поверхности определяется существующими стандартами. Контроль отклонения этих параметров от заданных на чертеже обозначается на профилограмме.
Допуски расположения
Эта категория характеристик объединяет разрешённые интервалы изменения следующих геометрических параметров:
- перпендикулярности (должны строго соблюдаться угловые характеристики между плоскостями);
- параллельности (расстояние между отдельными элементами сохраняется в пределах разрешённых изменений на протяжении всей поверхности);
- соосности;
- наклона;
- симметричности;
- пересечения осей.
Кроме перечисленных параметров к этой категории относится так называемый позиционный допуск. Он устанавливается для деталей, имеющих несколько отверстий, из которых в дальнейшем будет собран агрегат. Размеры позиционного допуска отражаются между центрирующими отверстиями. Его обозначают при помощи специального знака в виде окружности, которая пересекается небольшим отрезком. Он может располагаться горизонтально или вертикально.

В современных деталях существует большое количество вариантов отклонения от параллельности. Это могут быть отклонения параллельности между плоскостями, отдельными поверхностями или целой группой, меду отверстиями. Оценка допуска параллельности производится с использованием специальной базы. Знаками допусков расположения элементов, для которых необходимо проверять параллельность служит набор специальных графических изображений. Проверка параллельности позволяет определить величину угла отклонения одной плоскости от другой.
Суммарные допуски формы и расположения
Каждый из этих параметров объединяет в себе оба допустимых отклонения. Они возникают в результате одновременного проявления изменения геометрической формы и появления неровности (шероховатости) обработанной поверхности. Поэтому используя математическую терминологию, говорят, что предел, к которому должна стремиться разница между эталоном и реальным изделием считается суммарным допуском формы и расположения. Характер изменений определяется методом сравнения с выбранными базовыми объектами. В качестве таких объектов выбирают проверенные конструкции или поверхностями, которые могут считаться эталонами, например, различные калибры.
Такие допуски делятся на следующие категории:
- Биений. К ним относятся: радиальное, торцевое, в заранее заданном направлении;
- Всей формы поверхности.

Каждый из этих категорий имеет свое обозначение. Допуск полного биения обозначается двумя наклонными стрелками в форме объединённых снизу векторов, направленных от левого нижнего угла в правый верхний. Сравнение форм производиться в результате совмещения обеих поверхностей.
Полем этого параметра называется ограниченная область пространства, на которой должны находиться все точки принадлежащие поверхности.
Это поле имеет заданные геометрические размеры. Оно ориентировано относительно выбранной базы так, чтобы можно было проверить параллельность расположения. Примеры суммарного допуска обозначают, на сколько возможно изменение параметров, не приводящих к быстрому выходу из строя агрегата. Особенно это актуально для подвижных соединений
Нанесение обозначений допусков
Все обозначения допусков и посадок стандартизированы и приведены в государственных стандартах. Графические обозначения подчиняются общим правилам и располагаются на отдельных элементах чертежей. К таким элементам относятся четыре вида линий:
- выносные;
- их полки;
- размерные (этот способ используется в случае нехватки свободного пространства).
Обозначение размера производиться размещением соответствующего текста в отведённых местах. Вместе с текстом (обычно это заглавные буквы, аббревиатура с добавлением цифр) используют специальные знаки. Текстовое описание используют, когда необходимо более подробное пояснение требований, предъявляемых к качеству обработки данной поверхности. В это обозначение входит наименование, характеризующее предусмотренное отклонение. Значение параметров приводится в миллиметрах. Для оценки параллельности смежных поверхностей указывают так называемые базы. В качестве баз выбирают:
- общие оси (их располагают в горизонтальном или вертикальном направлении);
- оси симметрии всей конструкции;
- различные элементы, способствующие определить условия параллельности.
Все элементы имеют свои обозначения. Для выделения параметров их размещают в рамках. Каждая из них делиться на несколько прямоугольников. В первом располагают символ, обозначающий вид параметра. Во втором, числом обозначают его величину, в третьем тип базовой поверхности.



В отдельных случаях, когда стандартом не предусмотрен необходимый символ разрешается применять текстовое пояснение. Обозначенная информация должна полностью описывать характер и величину отклонения. В случае повторения одинаковых параметров стандарт допускает в обозначении указывать символ один раз в соответствующей рамке. От неё проводится соответствующая соединительная линия к каждому элементу детали, где необходимо применить этот допуск.
Home Машиностроение Основы взаимозаменяемости Определение и обозначение посадок
Определение и обозначение посадок
Зазором (рис. 119,I) называется разность размеров отверстия D и вала d, если размер отверстия больше размера вала. Зазор обеспечивает свободу относительного перемещения деталей. Чем больше зазор, тем больше свобода движений в соединении.
Натягом (рис. 119, II) называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
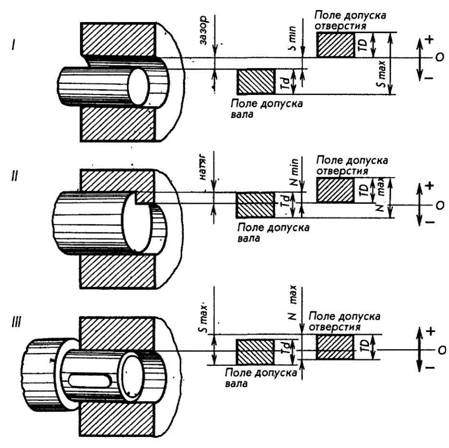
Посадки разделяют на три группы: посадки с зазором (подвижные посадки). Для этих посадок диаметр отверстия больше диаметра вала, благодаря этому детали в собранном состоянии обладают свободой взаимного перемещения.
При конструировании машин подвижные посадки выбирают по условиям, в которых будет работать проектируемое соединение. При этом определяется такой зазор при котором коэффициент трения минимален. Подвижные посадки разделяются между собой установленной величиной зазора. Каждая следующая посадка в приведенной в табл. 10 последовательности характеризуется относительно меньшим зазором по сравнению с предыдущей;
Посадки с натягом (неподвижные посадки). Для этих посадок диаметр отверстия меньше диаметра вала, что обеспечивает соединение с натягом. Посадки этой группы характеризуются неразъемностью соединений. Такие соединения осуществляется под прессом, при нагреве охватывающей детали (отверстия) или охлаждения охватываемой (вала).
Неподвижные посадки применяют в том случае, когда возникает необходимость исключить возможность относительного перемещения соединенных деталей или передавать крутящий момент без дополнительных средств крепления (шпонки, винты установочные, штифты и т. п.);
Переходные посадки. Переходными эти посадки названы потому, что до сборки вала и отверстия нельзя сказать, что будет в соединении — зазор или натяг. Это означает, что в переходных посадках диаметр отверстия может быть меньше, больше или равен диаметру вала (рис. 119, III).
Группа переходных посадок предназначается для соединений, которые подвергаются разборке и сборке под легкими ударами деревянного или свинцового молотка.
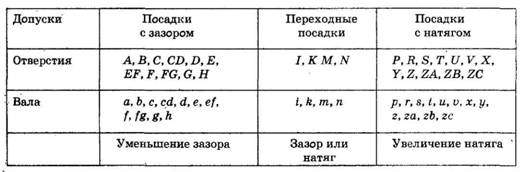
Система ИСО содержит 27 обозначений полей допусков для отверстия, столько же — для валов. Путем сочетания разноименных полей допусков можно получить свыше 700 различных посадок, в которых отверстие и вал будут обозначаться не только одинаковыми, но и разными буквами. Однако одновременное применение всех возможных полей допусков неэкономично, так как это затруднило бы унификацию изделий, размерных инструментов и калибров. Для практического применения рекомендуется ограниченное число предпочтительных посадок (27 посадок в интервалах размеров от 1 до 500 мм).
Ниже в табл. 10 приводится обозначение полей допусков по группам. Сопоставляя каждую пару одинаковых по значению букв и читая эти ряды слева направо, можно получить 11 посадок с последовательно уменьшающимися зазорами до нулевого, далее 4 переходные посадки и 12 посадок с увеличивающимся натягом. Указанные поля допусков определенным образом сгруппированы по квалитетам.
Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Соответственно условное обозначение поля допуска состоит из буквы основного отклонения и числа — номера квалитета, например: поля допусков валов h6; d10; s7; поля допусков отверстий Н6,D10, S7.
Посадка образуется сочетанием полей допусков отверстия и вала. Условное обозначение посадки выполняется в виде дроби или в одну строку, причем в числителе или на первом месте указывается обозначение поля допуска отверстия, а в знаменателе или на втором месте — вала, например: H8/f7; H8—f7.
Допуски и посадки гладких соединений
Рассмотрим сопряжение с зазором (рис. 1.1, а). Для получения зазора в сопряжении размер отверстия втулки должен быть больше размера вала.
При изготовлении деталей размеры и выполняются с погрешностями. Конструктор исходит из того, что погрешности неизбежны, и определяет, в каких пределах они допустимы, т. е. сопряжение еще удовлетворяет требованиям правильной сборки и нормальному функционированию. Конструктор устанавливает два предельных размера для вала, , и два предельных размера для отверстия — . внутри которых должны находиться действительные размеры сопрягаемых деталей (рис. 1.1, б). Разность между наибольшим и наименьшим предельными размерами называется допуском — и .


Нанесение на чертеже соединения такого количества размеров крайне неудобно, поэтому было принято устанавливать один общий размер для вала и отверстия, называемый номинальным — , и указывать от него предельные отклонения (рис. 1.1, в).

Верхнее отклонение — алгебраическая разность между наибольшим и номинальным размерами.


Нижнее отклонение — алгебраическая разность между наименьшим и номинальным размерами.

Поле допуска — поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру.
Графическое изображение полей допусков посадки с зазором приведено на рис. 1.1, в.
Чем уже поле между верхним и нижним отклонениями, тем выше при прочих равных условиях степень точности, которая обозначается цифрой и называется квалитетом.
Положение допуска относительно нулевой линии определяется основным отклонением — одним из двух предельных отклонений, ближайшим к нулевой линии, и обозначается одной из букв (или их сочетанием) латинского алфавита. Прописные буквы относятся к отверстиям, а строчные — к валам.
Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности — величине допуска.
Примеры обозначения на чертеже полей допусков и схемы их построения для отверстия и вала, а также значения отклонений и расчет допусков приведены на рис. 1.2, а, б.

В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки трех типов: с зазором, с натягом и переходные.
На рис. 1.2, в, г, д приведены примеры различных посадок. Указаны формулы для расчета зазоров и натягов в соединениях и амплитуды их колебаний, называемые допуском посадки (TS, TN).
Нетрудно заметить, что допуск посадки, независимо от ее типа, есть сумма допусков отверстия и вала, составляющих соединение.
Наибольший зазор переходной посадки часто представляют в виде отрицательного наименьшего натяга (см. рис. 1.2, д).
При расчете и выборе посадок конструктора могут интересовать не только предельные зазоры и натяги, но и средние, обычно наиболее вероятные, зазоры и натяги:

средний зазор:

средний натяг:
Определения терминов, вошедших в раздел, по ГОСТ 25346-89
Размер — числовое значение линейной величины (диаметра, длины и т. п.) в выбранных единицах измерения.
Действительный размер — размер элемента, установленный измерением с допустимой погрешностью.
Квалитет — совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок.
Вал — термин, условно применяемый для обозначения наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие — термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Посадка — характер соединения двух деталей, определяемый разностью их размеров до сборки. Допуск посадки — сумма допусков отверстия и вала, составляющих соединение.

Зазор — разность между размерами отверстия и вала до сборки, если отверстие больше размера вала.

Натяг — разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с зазором — посадка, при которой всегда образуется зазор в соединении, т. е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (см. рис. 1.2, е).
Посадка с натягом — посадка, при которой всегда образуется натяг в соединении, т. е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (см. рис. 1.2, г).
Переходная посадка — посадка, при которой возможно получение как зазора, так и натяга в соединении в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично (см. рис. 1.2, д).
Принципы построения системы допусков и посадок
Системой допусков и посадок (СДП) называется совокупность рядов допусков и посадок, закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов. Система предназначена для выбора минимально необходимых, но достаточных для практики вариантов допусков и посадок типовых соединений деталей машин, дает возможность стандартизировать режущие инструменты и калибры, облегчает конструирование, производство и взаимозаменяемость деталей машин, а также обусловливает их качество.
Первый принцип построения СДП (установлено 20 квалитетов и определены формулы для расчета допусков)
Было принято, что две или несколько деталей разных размеров следует считать одинаковой точности (принадлежащими одному квалитету), если их изготавливают на одном и том же оборудовании при одних и тех же условиях обработки (режимах резания и т. д.).
Отсюда следует, что точность валов, изготовленных, например, шлифованием, во всем диапазоне диаметров одинакова, несмотря на то что погрешность обработки, как показали эксперименты, растет с увеличением размера обрабатываемой детали (рис. 1.3).


Зависимость изменения погрешности была представлена как произведение двух частей. Одна часть (а) характеризовала тип станка, другая — зависела лишь от размера детали :

где — амплитуда рассеяния размеров, характеризующая погрешность обработки, мкм; — диаметр обрабатываемой детали, мм; — коэффициент, зависящий лишь от типа станка. В дальнейшем было решено, что допуски одного квалитета должны меняться так же, как изменяется погрешность обработки на станке в зависимости от размера обрабатываемой детали. Допуск рассчитывается по формуле:

где — число единиц допуска, установленное для каждого квалитета; — единица допуска, зависящая только от размера (табл. 1.1).
Стандартом установлены квалитеты: 01, 0, 1, 2, 3, 4, 5, …, 11, 12….. 18.
Самые точные квалитеты (01, 0, 1,2, 3, 4), как правило, применяются при изготовлении образцовых мер и калибров.
Чтобы максимально сократить число значений допусков при построении рядов допусков, стандартом установлены интервалы размеров, внутри которых значение допуска для данного квалитета не меняется.

Значения допусков для установленных интервалов в диапазоне размеров до 1350 мм приведены в табл. П.1.1 приложения 1.
Второй принцип построения СДП (установлено 27 основных отклонений валов и 27 основных отклонений отверстий)
Основное отклонение — одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. Основным является отклонение, ближайшее к нулевой линии.
Основные отклонения отверстий обозначаются прописными буквами латинского алфавита, валов — строчными. Схема расположения основных отклонений с указанием квалитетов, в которых рекомендуется их применять, для размеров до 500 мм приведена в сокращении на рис. 1.4. Затемненная область относится к отверстиям.

Для обеспечения образования посадок в системе вала, аналогичных посадкам в системе отверстия, существует общее правило построения основных отклонений, заключающееся в том, что основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенным той же буквой. Из этого правила сделано исключение. Для получения идентичных зазоров и натягов в системе вала и в системе отверстия у переходных и прессовых посадок, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета, основные отклонения рассчитываются по специальной зависимости и поэтому становятся несимметричными.
Третий принцип построения СДП (предусмотрены системы образования посадок)
Предусмотрены посадки в системе отверстия и в системе вала.

Посадки в системе отверстия — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рис. 1.5, а). Основное отверстие — отверстие, нижнее отклонение которого равно нулю.

Посадки в системе вала — посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рис. 1.5, б). Основной вал — вал, верхнее отклонение которого равно нулю.

Точные отверстия обрабатываются дорогостоящим мерным инструментом (зенкерами, развертками, протяжками и т. п.). Каждый такой инструмент применяют для обработки только одного размера с определенным полем допуска. Валы же независимо от их размера обрабатывают одним и тем же резцом или шлифовальным кругом.
При широком применении системы вала необходимость в мерном инструменте многократно возрастет, поэтому предпочтение отдается системе отверстия.
Однако в некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с разными посадками на одном валу. На рис. 1.6, а показано соединение, имеющее подвижную посадку поршневого пальца 1 с шатуном 2 и неподвижную в бобышках поршня 3, которое целесообразно выполнить в системе вала (рис. 1.6, е), а не в системе отверстия (рис. 1.6, б).
Систему вала выгоднее применять и тогда, когда оси, валики, штифты могут быть изготовлены из точных холоднотянутых прутков без дополнительной механической обработки их наружных поверхностей.
В некоторых случаях целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, при котором ни одна из деталей не является основной. Такие посадки называются внесистемными.
Четвертый принцип построения СДП (установлена нормальная температура)
Допуски и предельные отклонения, установленные в настоящем стандарте, относятся к размерам деталей при температуре +20 °С.

Правила образования посадок
- Можно применять любое сочетание полей допусков, установленных стандартом.
- Посадки должны назначаться либо в системе отверстия, либо в системе вала.
- Применение системы отверстия предпочтительнее.
- Следует отдавать предпочтение рекомендуемым посадкам (см. ГОСТ 25347-82), при этом в первую очередь — предпочтительным.
- Посадки с 4-го по 7-й квалитеты рекомендуется образовывать путем сопряжения отверстия на квалитет грубее, чем вал.
Отверстия при прочих равных условиях изготавливаются с большими погрешностями, чем валы, поэтому и допуск посадки делится не поровну, большая часть отдается отверстию, меньшая — валу.
Нанесение предельных отклонений размеров
Способы нанесения предельных отклонений линейных размеров приведены в табл. 1.2. При указании предельных отклонений следует руководствоваться следующими правилами.
Общие допуски установлены по четырем классам точности: точный — средний — ; грубый — очень грубый — Числовые значения предельных отклонений приведены в ГОСТ 30893.1-2002.
- При указании предельных отклонений предпочтение следует отдавать условному обозначению полей допусков.
- При указании предельных отклонений условными обозначениями обязательно указывать их числовые значения в следующих случаях:
• при назначении предельных отклонений размеров, не включенных в ряды нормальных линейных размеров по ГОСТ 6636-69;
• при назначении предельных отклонений, условные обозначения которых не предусмотрены в ГОСТ 25347-82;
• при назначении предельных отклонений размеров уступов с несимметричным полем допуска.
- Предельные отклонения угловых размеров указывают только числовыми значениями.

Методы выбора посадок
Выбор посадок производится одним из трех методов.
Метод прецедентов, или аналогов. Посадка выбирается по аналогии с посадкой в надежно работающем узле. Сложность метода заключается в оценке и сопоставлении условий работы посадки в проектируемом узле и аналоге.
Метод подобия — развитие метода прецедентов. Посадки выбираются на основании рекомендаций отраслевых технических документов и литературных источников. Недостатком метода является, как правило, отсутствие точных количественных оценок условий работы сопряжений. Расчетный метод является наиболее обоснованным методом выбора посадок. Посадки рассчитываются на основании полуэмпирических зависимостей. Однако формулы не всегда учитывают сложный характер физических явлений, происходящих в сопряжении.
В любом случае новые опытные образцы изделий перед запуском в серийное производство проходят целый ряд испытаний, по результатам которых отдельные посадки могут быть подкорректированы. Квалификация конструктора, в частности, определяется и тем, потребовалась ли корректировка посадок в разработанном им узле.
Читайте также: