
Режим влажно тепловой обработки для хлопчатобумажной и льняной ткани
Обновлено: 04.10.2024
1. Детали или готовое изделие перед выполнением ВТО увлажняют.
2. ВТО деталей и изделий с изнаночной стороны выполняют без проутюжильника, а с лицевой стороны—только через проутюжильник.
3. Если ВТО подлежат изделия из ткани, впервые встречающейся, то во избежании потери цвета и прочности ткани необходимо проверить действие утюга на отдельном куске этой ткани.
4. В готовом изделии борта приутюживают со стороны подбортов, лацканы—со стороны полочек, воротник—со стороны нижнего воротника, низ изделия—с изнаночной стороны.
5. При ВТО изделий из светлых тканей необходимо пользоваться чистым проутюжильником, а на стол поверх сукна положить белую ткань.
6. ВТО изделий из толстых тканей, производят на колодках, не покрытых сукном.
7. ВТО деталей или изделий на прессах выполняют с лицевой стороны через проутюжильник.
8. После проведения окончательной ВТО готовые изделия должны быть просушены и охлаждены в подвешенном состоянии до полного закрепления приданной им формы, при этом продолжительность просушивания пальто из шерстяной ткани составляет 50-75 мин.,
из х/б ткани 30-40 мин., костюма из шерстяной ткани 30-40 мин., из х/б ткани 20-25 мин.ткани. При обработке изделий на паровоздушном манекене время на просушивание не требуется.
9. ВТО деталей и изделий должны производиться при установленных для данных тканей режимах обработки.
10. При обработке стачным швом вразутюжку, шов сначала слегка увлажняют и разутюживают , а затем заутюживают через проутюжильник.
11. Изделия из тканей с синтетическими волокнами обрабатывают утюгами с терморегулятором.
12. Операции ВТО производят до полного удаления влаги.
13. Во избежание искривления швов их разутюживают до полного прилегания припусков к детали изделия.
14. Во избежание пролегания швов под припуски подкладывают бумагу или проутюжильник.
15. Особое внимание требуют ткани цвета морской волны, голубые, светло-серые и белые, поскольку эти красители особо чувствительны к действию высоких температур.
16. ВТО ткани из искусственных волокон (штапель, вискоза) производят с минимальным увлажнением, не растягивая ее.
17. При стачивании двух деталей из тканей разной толщины шов всегда заутюживают на тонкую ткань.
18. При изготовлении изделий из х/б тканей припуски на швы лишь закладывают в стороны, предусмотренную техническими условиями, а ВТО при окончательной обработке изделия.
Режимы ВТО для различных материалов
| Материал | Количество пара | Качество пара | Темпера-тура, оС | Подошва | Примеча-ние |
| Хлопок | среднее | влажный | 180–220 | металличе-ская тройная | необходимо давление |
| х/б велюр | среднее | меньше влаги | 180–220 | - | избегать давления |
| Лен | много | влажный | 215–230 | металличе-ская тройная | долго отсос |
| х/б + лен | много | влажный | 180–220 | металличе-ская тройная | - |
| Шерсть | много | влажный | 160–170 | металличе-ская тройная | - |
| Шелк | очень много | мало влаги | 140–165 | тефлон | без воды |
| Вискоза | среднее | влажный | 150–180 | металличе-ская тройная | - |
| Ацетат | мало | сухой | 180–190 | тефлон | подвержен образова-нию лас |
| Тонкая джерси | мало | сухой | 140–150 | тефлон | подвержена образова-нию лас |
| Шерстяная джерси | мало | сухой | 140–150 | тефлон | чувстви-тельна к температу-ре |
| Полиэстер | очень мало | очень сухой | 160–200 | тефлон | - |
| Полиамид | мало | сухой | 150–160 | тефлон | - |
| Эластан | очень мало | сухой | 150–180 | тефлон | - |
| Полиакрил | очень мало | сухой | 150–180 | тефлон | - |
| Плащевка | очень мало | очень сухой | 180–220 | тефлон | долго отсос |

Дефекты влажно-тепловой обработки, способы их оценки
и предупреждения
Ласы – местный блеск на ткани. Возникают при обработке полуфабрикатов под большим давлением на гладких поверхностях или при отсутствии проутюжильника. Качество ВТО на операциях, где возможно появление лас (прессование края борта, воротника, клапана, низа иделия и т.д.), оценивается коэффициентом блеска, который измеряется с помощью фотометров или блескомеров. Хорошим считается качество, если
где γ0, γК – коэффициенты блеска до и после прессования.
Для предупреждения лас необходимо тщательно подбирать режимы ВТО, амортизирующие покрытия нижних подушек прессов и утюжильных столов, гладильные поверхности оборудования выполнять шероховатыми или игольчатыми, проводить ВТО при минимальном давлении.
Опал образуется при нагревании ткани до температуры, превышающей температуру термостойкости ее волокон. Качество операций ВТО при этом дефекте оценивается визуально.
Предупреждение дефекта достигается регулировкой температуры греющей поверхности и времени обработки. На светлых тканях опал удаляется перекисью водорода. В большинстве же случаев дефект не-устраним.
Недостаточный технологический эффект возникает из-за неправильно подобранных режимов ВТО, использования оборудования не по назначению, отсутствия подогрева нижней подушки, в результате чего влага скапливается на ней и вызывает релаксацию деформаций.
Утонение оценивают, сравнивая толщину пакета до и после прессования. Качество считается хорошим, если утонение свыше 30 %.
Загибка края, припусков шва имеет место на операциях разутюживания и заутюживания швов, заутюживания низа изделия и рукавов и т. д.; оценивается углом загибки, который при качественном выполнении операции должен быть менее 20–25о.
Замины, неровности, искривления швов в основном возникают из-за небрежной укладки деталей на утюжильном столе или на подушке пресса, недостаточного разряжения вакуума при фиксации деталей. Качество операций с подобным дефектом оценивают визуально.
Пятна от пара появляются вследствие неравномерного распределения тепла и влаги по поверхности детали или полуфабриката. Качество операции оценивается также визуально.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ - конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Оборудование ВТО
Есть прессы с заданной формой нагреваемой поверхности (с подушками) для формования полочек (передней грудной части плечевого изделия) мужской и женской верхней одежды, соединения их с клеевой прокладкой. Конечно, это не только улучшает качество, но и повышает производительность труда. Естественно, что прессы используются в серийном и в массовом производстве, поэтому подробности опускаю.
Паровоздушные манекены тоже используются на производстве. Пароманекены используются для окончательной обработки изделия. Манекен наполняется паром под давлением, и изделие не только приобретает нужную форму, но и ткань изделия становится объемнее, свежее, после слеживания ее в тюках и во время производства, устраняются замины, ласы. Отпариватель выполняет похожую функцию, но в отличие от паровоздушного манекена, не может придавать форму изделию. Он также используется при окончательной отделки изделия и не может заменить утюг. Сейчас отпариватели доступны и для домашнего применения.
Как бы ни был хорош пресс, он не может заменить утюг. Утюг применяют на всех стадиях производства, а в домашних условиях он единственный помощник. В ателье и на фабриках применяют утюги разной мощности и тяжести. В домашних условиях тоже желательно, хотя не обязательно, иметь два утюга: более тяжелый и легкий. Желательно, чтобы они были с функцией парообразования, и терморегулятором.
Насадку для рукавов можно удалить, так как она не выполняет своей функции на 100%. Ее может заменить валик для утюжки. Чехлы по мере загрязнения нужно стирать, а при изнашивании можно шить из прочной х/б ткани и менять. Главное условие, чтобы они не линяли.

Проутюжильник заменяет пар частично. Прежде всего, он способствует защите от опаливания ткани и появления лас. Увлажненный проутюжильник служит для дополнительного парообразования и отпаривания, а также уменьшает время воздействия высокой температуры, защищает ткань от перегрева поверхности и способствует более глубокому проникновению температуры в глубь слоев ткани.
Проутюжильник применяют из светлой ткани, лучше суровой. Если вы применяете ткань б\у, то она не должна линять и не быть ветхой, чтобы не оставлять ткацких волокон. Ни в коем случае не должна применяться марля. Для верхней одежды применяют проутюжильники из более плотной, толстой ткани. Самая подходящая ткань – это бязь. Для легкой одежды применяют отбеленный ситец или более легкую бязь, с меньшей плотностью. Лен – очень грубое и дорогое полотно для этих целей. Батист – не плохая идея, но дороговатая для этих целей. Грубые ткани впитывают много воды, которую потом трудно высушить. Если влаги не достаточно для отпаривания, то проутюжильник можно свернуть вдвое. Это лучше, чем применять толстый и грубый проутюжильник. И уж ни в коем случае нельзя применять диагональ, так как может отпечататься рисунок переплетения, что происходит даже от марли и ото льна. Проутюжильник должен быть оптимального размера, чтобы, например, можно было сразу проутюжить брюки по всей длине, поменять высушенные участки в работе и не мочить ткань после каждого приема. Для разных работ можно иметь пару проутюжильников. Если ткань новая, то перед применением, проутюжильник нужно простирать, чтобы смыть крахмал.
Для формования изделия в массовом и серийном производстве применяют колодки, изготовляемые из древесины твердых пород деревьев и обшитые сверху мягким материалом. С их помощью разутюживают вытачки и формуют детали изделия. Также легче разутюжить плечевые швы, швы рукавов. В быту вместо колодок хорошо применять валики. Кстати, валики применяются и на фабриках. Плечевые швы я утюжу, надевая изделие на край гладильной доски.
Пульверизаторы применяют при декатировании ткани, если утюг не имеет функции парообразования и для дополнительного увлажнения.
Принцип воздействия ВТО
При воздействии влаги температура нагреваемой поверхности увеличивается на 20ºС, волокна размягчаются и могут менять форму. Для закрепления эффекта ткани после утюжки надо досушить, оставив их в неизменном виде, чтобы форма закрепилась. Кроме того, пар помогает проникнуть высокой температуре сквозь многие слои ткани. Например, если вы приутюживаете воротник драпового пальто, то ваша задача сделать его тоньше на швах. По краю воротника образуется в процессе обработки 4 слоя ткани из толстого драпа! Во-первых, шерсть нельзя подвергать длительно высокой температуре, во-вторых, на нее нельзя непосредственно воздействовать горячей поверхностью утюга, а значит, это еще один слой проутюжильника. Таким образом, когда верхний слой воротника будет уже на грани перегрева, что снижает их прочность, то до средних и нижних слоев при сухой утюжке нужная температура еще не дойдет. Давление, как и пар, способствует облегчению процесса утюжки, уменьшает время воздействия и улучшает теплопроводность, отсюда важна тяжесть утюга.
Наивысшую температуру глажения с увлажнением требуют натуральные хлопчатобумажные и льняные ткани – до 220ºС.
Самые неустойчивые к термической обработке ткани – это натуральный шелк, некоторые синтетические ткани: шифон, капрон, лавсан и другие – до 160ºС. Натуральный шелк при возде йствии высокой температуры теряет прочность и цвет, синтетические ткани плавятся. Есть очень легкоплавкие материалы. Эта группа тканей также не любит и воздействие влаги при утюжке, эти ткани сжимаются. Есть ткани, на которых остаются пятна от влаги, их нельзя увлажнять.
На терморегуляторе утюга есть интуитивное управление, то есть обозначение температур в виде точек – чем больше, тем температура выше, или в виде надписи: хлопок\лен, шерсть, шелк. Точечное обозначение не имеет языковых барьеров. Пар, надо отметить, вырабатывается только при наивысшей температуре.
Мастер-класс влажно-тепловой обработки
Совет.
В заключение хочу сказать, что синтетические материалы при воздействии высокой температуры, если меняют форму, то этот процесс не обратим. Это говорит о том, что при утюжке надо быть аккуратным: не допускать заминов, которые потом невозможно будет разгладить. Здесь же отмечу, что именно по этой причине для гофре и плиссе используют либо синтетические ткани, либо натуральные с добавлением синтетических волокон.
Так же хочу добавить, что терморегулятор можно во включенном состоянии передвигать только в сторону увеличения. Также и ткани, особенно не знакомые, лучше начинать утюжить с более низких температур, а потом постепенно добавлять, чтобы не испортить изделие. Если у вас нет пробного кусочка ткани, то утюжить начинайте осторожно носиком утюга, либо на припуске шва, либо где-то с краю подгибки низа.
За весь свой опыт швейных работ скажу, что лучшим способом очистки подошвы утюга от пригара считаю чистку солью. На газету насыпать любой (можно крупной) соли, и горячим утюгом поводить по ней с усилием до тех пор, пока поверхность подошвы утюга не станет чистой.

Практически ни один процесс создания швейного изделия не обходится без влажно-тепловой обработки (ВТО).

Процессы влажно-тепловой обработки разделяются:
Ø утюжильные работы (включают в себя разутюживание, заутюживание, приутюживание, сутюживание и оттягивание);
Организация рабочего места для влажно-тепловых работ
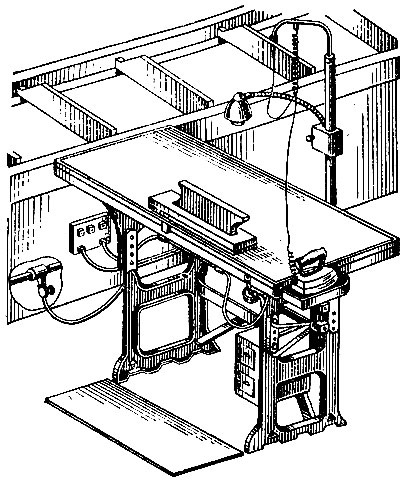
Для выполнения утюжильных работ устанавливают стол таких размеров, чтобы изделие или обрабатываемая деталь полностью на нем размещались (рис. 64). Стол обтягивают сукном и парусиной. С правой стороны стола устанавливают металлическую подставку для утюга.
Рис. 64. Рабочее место для утюжильных работ
Терминология операций влажно-тепловой обработки изделий
Терминология операций влажно-тепловой обработки одинакова для одних и тех же операций независимо от того, на каком оборудовании они выполняются.


Технические условия на выполнение влажно-тепловых работ
Влажно-тепловые работы требуют тщательного соблюдения технических условий, так как в процессе влажно-тепловой обработки изделий могут образоваться неустранимые дефекты: поджоги, подпалы, расплавление волокон, ласы, неисправимые замины, искривление краев, неравномерная усадка участков ткани в деталях, морщины и т. д.
Особая тщательность соблюдения технических условий требуется при обработке изделий из тканей с различным содержанием синтетических волокон.
Увлажнение рассматриваемых тканей должно быть минимальным, чрезмерное увлажнение вызывает изменение в окраске тканей (появление светлых или темных пятен, пожелтение и т. п.).
При выполнении операций влажно-тепловой обработки изделий необходимо соблюдать следующие технические условия:
1. Влажно-тепловую обработку деталей или готовых изделий выполняют с предварительным их увлажнением до полного удаления влаги, нанесенной на ткань.
2. ВТО деталей и изделий с изнаночной стороны выполняют без проутюжильника, а с лицевой стороны – только через проутюжильник из х\б или льняной ткани (для тканей с волокном лавсан через проутюжильник из байки, фланели). Применение проутюжильников из других тканей не рекомендуется.
3. Если ВТО подлежат изделия из ткани, впервые встречающейся, то во избежание потери цвета и прочности ткани необходимо проверить действие утюга на отдельном куске этой ткани.
4. В готовом изделии борта приутюживают со стороны подбортов, лацканы - со стороны полочек, воротник - со стороны нижнего воротника, низ изделия - со стороны изнанки изделия.
5. При ВТО изделий из светлых тканей необходимо пользоваться чистым проутюжильником, а столы для утюжильных работ покрывают белой льняной или хлопчатобумажной тканью.
6. ВТО изделий из толстых тканей производят на колодках, не покрытых сукном.
7. ВТО деталей или изделий на прессах выполняют с лицевой стороны через проутюжильник.
8. После проведения окончательной ВТО готовые изделия должны быть просушены и охлаждены в подвешенном состоянии до полного закрепления приданной им формы. Продолжительность просушивания пальто из шерстяной ткани 50-75 мин, из хлопчатобумажной ткани 30-40 мин, костюма из шерстяной ткани 30-40 мин, из хлопчатобумажной ткани 20-25 мин.
При обработке изделий на паровоздушном манекене время на просушивание не требуется.
9. Изделия из тканей с синтетическими волокнами обрабатывают утюгами с терморегуляторами.
10. Операции ВТО производят до полного удаления влаги.
11. Для получения четкой и ровной линии шва заутюживание шва производят с предварительным разутюживанием.
12. ВТО изделий и деталей должна производиться при установленных для данных тканей режимах обработки.
Написать термины, ответить на вопросы.
| Рисунок | Термин |
 | |
 | |
 | |
 | |
 |
1. Как производят ВТО изделий с изнаночной и лицевой сторон?
2. Как получить четкую и ровную линию шва заутюживания?
3. Зачем перед проутюживанием надо опробовать утюг на специально предназначенной для этого светлой слегка влажной хлопчатобумажной ткани?
Конфликтные ситуации в медицинской практике: Наиболее ярким примером конфликта врача и пациента является.
Обряды и обрядовый фольклор: составляли словесно-музыкальные, драматические, игровые, хореографические жанры, которые.
Разные материалы различно реагируют на влажно-тепловую обработку. Эта способность зависит от волокнистого состава (строение молекул), степени крутки, переплетения ткани, толщины обрабатываемого пакета и пр. Поэтому для обеспечения желаемого результата, сохранения нужных физико-механических свойств материала, повышения производительности труда и т.п. необходимо уметь подбирать режимы обработки в каждом конкретном случае и строго их соблюдать.
Качество выполнения ВТО, производительность труда, устойчивость приданной формы, энергозатраты во многом определяются правильным выбором для определенного материала с учетом выполняемой операции и применяемого оборудования основных параметров ВТО: температуры, влажности, давления, времени обработки.
Температура
При обычной для помещения температуре материалы при нагружении получают в основном упругую деформацию. Для резкого повышения доли пластической (необратимой) деформации нужно значительно ослабить молекулярные связи волокон, при этом полимер перейдет в пластическое вязко-текучее состояние. Перевод осуществляется увеличением энергетического уровня молекул путем передачи им тепла от рабочих органов машин или другим путем. Однако практически этот перевод достигается редко, так как большинство волокон разрушаются прежде, чем достигнут его. Поэтому при ВТО используют эластическую деформацию, для достижения которой требуется меньше энергии, а, следовательно, меньшее повышение температуры, чем для пластической.
Параметры ВТО взаимосвязаны. Значение tсдаже для одних и тех же волокон различно. Его можно понизить путем введения пластификатора (влаги) и более длительного нагружения материала. Превышение рекомендуемой для определенного волокнистого состава материалов температуры ВТО приводит к изменению цвета, свойств материалов.
Влага
Материалы для одежды в обычных условиях обладают небольшой теплопроводностью и нагревание их контактным способом получается неравномерным. При нагревании через неувлажненный проутюжильник трех слоев костюмной ткани в течение 20 с поверхностью при температуре 200оС температура нижнего слоя ткани становится равной 100оС, а верхнего – 170оС.
При ВТО с увлажненным проутюжильником в первоначальный момент прогрева влага в виде пара и частиц воды проникает во все слои материала, создавая благоприятную среду для распространения тепла. Затем влага постепенно превращается в пар, и температура в этот период стабилизируется. Дальнейший приток тепла приводит к повышению температуры в слоях материала, что вызывает удаление влаги.
Для качественного выполнения ВТО важно обеспечить равномерность увлажнения и прогрева. Использование при ВТО готового пара, получаемого от парогенератора, более эффективно, так как при этом:
- обеспечивается равномерность прогрева;
- одинакова остаточная деформация всех слоев пакета материалов;
- обеспечивается возможность автоматического регулирования про-цесса.
Паровой нагрев обеспечивает более высокое качество обработки, но несколько удлиняет процесс по времени. Чтобы интенсифицировать процесс ВТО в этом случае повышают давление, температуру и количество пара без резкого повышения температуры горячей поверхности, а на этапе закрепления приданной формы предусматривают отсос горячего воздуха. Увлажнение при ВТО составляет 20÷30 % веса воздушно-сухого материала.
Давление
С помощью давления греющей поверхности обеспечивается необходимое изменение конфигурации молекулярных цепей, в результате чего происходит необходимое формование материала. С повышением давления на материал до 1,5х105Па время обработки сокращается, но при дальнейшем увеличении появляются ласы (сильный блеск). Они образуются на поверхности материала за счет сплющивания поверхностных волокон, которые значительно меньше рассеивают отраженный свет. Удаление лас вызывает удлинение времени обработки.
Время обработки
Время собственно прессования составляет в среднем около 3с; за это время обеспечивается около 80% всей деформации. При выполнении ВТО все четыре фактора взаимосвязаны.
Режимы ВТО для различных материалов с использованием электропаровых утюгов
| Материал | Количество пара | Качество пара | Температура, оС | Подошва | Примечание |
| 1 | 2 | 3 | 4 | 5 | 6 |
| Хлопок | среднее | влажный | 180–220 | металлическая тройная | необходимо давление |
| х/б бархат | среднее | меньше влаги | 180–220 | - | избегать давления |
| Лен | много | влажный | 215–230 | металлическая тройная | продолжительный отсос |
| х/б + лен | много | влажный | 180–220 | металлическая тройная | продолжительный отсос |
| Шерсть | много | влажный | 160–170 | металлическая тройная | продолжительный отсос |
| Шелк | очень много | мало влаги | 140–165 | тефлон | без воды |
| Вискоза | среднее | влажный | 150–180 | металлическая тройная | - |
| Ацетат | мало | сухой | 180–190 | тефлон | подвержен образованию лас |
| Тонкая джерси | мало | сухой | 140–150 | тефлон | подвержена образованию лас |
| Шерстяная джерси | мало | сухой | 140–150 | тефлон | чувствительна к температуре |
| Полиэстер | очень мало | очень сухой | 160–200 | тефлон | чувствительна к температуре |
| Полиамид | мало | сухой | 150–160 | тефлон | чувствительна к температуре |
| Эластан | очень мало | сухой | 150–180 | тефлон | чувствительна к температуре |
| Полиакрил | очень мало | сухой | 150–180 | тефлон | чувствительна к температуре |
| Плащевка | очень мало | очень сухой | 180–220 | тефлон | продолжительный отсос |
| Хлопчатобумажный/ синтетика | среднее | сухой | 160-170 | тефлон | продолжительный отсос |
| Шерсть/акрил | среднее | слабовлажный | 160-180 | тефлон | продолжительный отсос |
| Хлопчатобумажный велюр, вельвет | среднее | слабовлажный | 180-190 | тройная защита | Скользящее движение без давления |
| Трикотажные материалы | среднее | влажный | 150-180 | тефлон | Без давления |
Виды приспособлений для влажно-тепловой обработки, область применения.
Для повышения производительности труда и улучшения качества обработки изделия при выполнении влажно-тепловых работ применяют различные приспособления: колодки, пульверизаторы и проутюжильники.
Колодки—используются при работе с ручными утюгами. Их форма и размеры должны отвечать характеру выполняемых операций:
Портновский окорок используют для приутюживания элементов сложной формы - вытачек, криволинейных швов, воротника, оката рукава. Одна из его сторон, имеющая шерстяное покрытие, удерживает влагу при работе с материалами из шерсти. На другой стороне, крытой хлопчатобумажной тканью, можно работать при высокой температуре утюга.
Шовный валик, используется для разутюживания швов, позволяет избежать отпечатка припусков на лицевой стороне изделия. Особенно удобно при разглаживании швов готового рукава.
Гладильную подушечку используют для влажно-тепловой обработки тех участков изделия, для которых не подходит портновский окорок, особенно в области больших площадей с рельефными швами и вытачками, плечевого шва и рукава-реглан.
Одна сторона каждого изделия сделана из шерсти, другая из хлопка, наполнитель - древесная стружка лиственных пород (бук, дуб, береза).
Пульверизаторы—работают как от водопроводной сети, так и от специального бачка с насосом
Проутюжильник—из тонкой полотняной ткани, фланели, байки или льна.
Читайте также: