
Сборка посадок с натягом
Обновлено: 07.07.2024
Соединения с натягом характеризуются большой несущей способностью, хорошим восприятием ударных нагрузок и простотой конструкции.
Основные отклонения и допуски соединений с натягом
В таблицах приведены величины основных отклонений валов и отверстий по ГОСТ 25347-82 (СТ СЭВ 144-75), применяемые в посадках с натягом для размеров от 1 до 500 мм. По этим таблицам легко определить величины максимальных и минимальных натягов в соединениях. Например, величины максимальных и минимальных натягов для соединения ∅35 H7/s6 находят следующим образом. Основное отклонение в системе отверстия для вала диаметром 35s6 равно 43 мкм. Эта величина является также и нижним значением поля допуска для вала. Верхнее значение поля допуска для вала находим, прибавив к основному отклонению допуск IТ квалитета б; получаем 43 + 16 = 59 мкм. Для отверстия нижнее отклонение в системе отверстия равно нулю, а верхнее — значению допуска IT квалитета 7 (интервал размеров от 30 до 50). Это значение равно 25. Таким образом, наибольший натяг является разностью максимального отклонения размера вала и минимального отклонения размера отверстия, т.е. 59 — 0 = 59 мкм. Минимальный натяг как разность минимального отклонения размера вала и максимального отклонения размера отверстия, т.е. 43-25=18 мкм.
Величины основных отклонений валов и отверстий по ГОСТ 25347 (СТ СЭВ 144), применяемые для посадок с натягом, для размеров от 1 до 500 мм

Значения допусков по ГОСТ 25346 (СТ СЭВ 145) для размеров от 1 до 500 мм

Соединения с натягом
Чистота обработки контактирующих поверхностей имеет большое значение для прочности соединений с натягом. Как показывают многочисленные опыты, шероховатость Ra этих поверхностей должна быть в пределах 0,8… 1,25 мкм. Такую шероховатость можно получить: для валов — чистовым точением и шлифованием; для отверстий — чистовой расточкой, шлифованием или развертыванием, а также протяжкой.
При посадке со шпонкой длина входной фаски берется больше с тем, чтобы обеспечить точную посадку шпонки в паз отверстия. Рекомендуется применять фаску с уклоном 1:10 на длине а или поясок, выполненный по свободной посадке на длине а посадочной части вала (до начала прямолинейного участка шпоночного паза).
Зубчатый венец на маховике автомобильного двигателя (рис. 2) имеет специальную посадку без дополнительного крепления. Натяг в этой посадке несколько больше минимального натяга посадки Н10/х8.
Крепление зубчатых колес на промежуточном валу автомобильной коробки передач показано на рис. 3. Все зубчатые колеса, кроме одного, имеют посадку H7/r6 с дополнительной фиксацией сегментными шпонками. Второе слева зубчатое колесо имеет посадку F7/r6. Это зубчатое колесо нагружено меньше, чем остальные, поэтому предусмотрен несколько меньший натяг, чем в остальных соединениях.
Крепление венца червячного колеса на центре (рис. 4) выполнено с посадкой H7/s6. Чтобы исключить при эксплуатации снижение несущей способности вследствие ослабления натяга, предусмотрены резьбовые штифты. Соединение центра вала выполнено с применением посадки H7/r6. Для удобства сборки на части длины вала предусмотрен заходный цилиндрический участок с посадкой Н7/f9.
Кожух полуоси автомобиля (рис. 5) рассчитан на большую нагрузку и соединен с полуосью с большим натягом (посадка H7/u8). Материал полуоси — сталь 40Х, а кожуха, в который она запрессована, — ковкий чугун.
Составное колено коленчатого вала двигателя мотоцикла показано на рис. 6. Шатунная и коренная шейки коленчатого вала запрессованы в щеки вала. Как показывает опыт, натяг в этом случае должен быть от 1:800 до 1:900 номинального диаметра посадки (в пределах посадок Н7/u8 и Н8/u8).
Крепление штока с бабкой ковочного молота (рис. 7) может осуществляться по конической поверхности с малым углом конуса. Это исключает применение дополнительных средств крепления.
Крепление бандажа на центре вагонной оси (рис. 8) обеспечивается посадкой G8/u7, а центра на оси -посадкой Н7/s6. Оба соединения не имеют никаких дополнительных креплений.
Соединение центральной части ротора генератора с хвостовиками (рис. 9) осуществлено при помощи стяжек а, поставленных с температурным натягом. Для предохранения стяжек от выпадения под действием центробежной силы предусмотрены крышки б, вставленные в косой паз.
Соединение деталей с гарантированным натягом – неподвижное соединение деталей, у которых перед сборкой наружный размер охватываемой детали больше соответствующего внутреннего размера охватывающей детали. Упругие свойства соединяемых деталей вызывают силы сопротивления растяжению-сжатию материалов, которые, преодолевая трение и неровности контактирующих поверхностей, создают гарантированный натяг, обеспечивая прочность соединения.
Соединения деталей, которые передают рабочие нагрузки при гарантированном натяге, могут быть с цилиндрическими и коническими поверхностями.
1. Соединения цилиндрических деталей по посадке с гарантированным натягом
Эти соединения имеют преимущественное распространение и занимают промежуточное положение между неразъемными и разъемными соединениями, так как допускают нечастую разборку, нарушая целостность составных частей изделия. Следует учесть, что разборка соединения с гарантированным натягом изменяет свойства соединения.
Нагрузочная способность соединений с гарантированным натягом определяется преимущественно величиной натяга, который определяется выбором посадок для соединяемых деталей. Посадка определяет степень относительной подвижности (без напряженности соединения) или неподвижности (с напряженностью соединения) соединяемых деталей.
По размеру зазоров и натягов различают ряд посадок, подразделяющихся на три большие группы:
- посадки с натягом – обеспечивают натяг в соединении (поле допуска отверстия расположено под полем допуска вала). Рекомендуемые посадки H7/p6; H7/r6; H7/s7;
- переходные посадки – возможен натяг или зазор (поля допусков отверстия или вала перекрываются частично или полностью);
- посадки с зазором – обеспечивают зазор в соединении (поле допуска отверстия расположено над полем допуска вала) (рис. 1).
Следовательно, для соблюдения условия создания натяга разность между размерами вала В и отверстия О должна быть больше нуля, т.е. В – О = Н > 0.

Рис. 1. Поля допусков для обеспечения посадок с натягом
Создание натяга должно учитывать упругие свойства соединяемых деталей. Если свойства материала детали не будут учтены, то возможны случаи, когда посадка не может быть реализована по условию прочности деталей.
Достоинства таких соединений в простоте и технологичности конструкции за счет отсутствия соединительных деталей, в обеспечении хорошего центрирования соединяемых деталей, в возможности применения при очень больших осевых нагрузках и вращающих моментах и в высокой надежности при ударных нагрузках.
Основные недостатки этих соединений – возможная неконтролируемая потеря упругости соединяемых деталей, ограниченность несущей способности при вибрационных нагрузках и падение несущей способности соединения после разборки.
Характерными примерами применения соединений с гарантированным натягом являются колесные пары и бандажи железнодорожного подвижного состава (рис. 2, а), ступицы и венцы зубчатых и червячных колес (рис. 2, б), крепление на валу неподвижных колец подшипников качения (рис. 2, в), где показана подшипниковая посадка.
Соединения с гарантированным натягом могут быть выполнены тремя способами:

- продольной сборкой путем запрессовки осевой силой (рис. 2, г);
- поперечной сборкой с помощью нагрева или охлаждения одной из деталей до состояния, при котором они свободно соединяются;
- комбинированной, например, гидропрессовой сборкой, при которой одновременно с действием осевого усилия в зону контакта сопрягаемых деталей подается масло под высоким давлением для получения необходимой поперечной деформации.
Рис. 2. Примеры прессовых соединений деталей
Из этих трех способов наиболее доступным и наименее совершенным является первый – запрессовка, так как при нем неизбежно повреждение контактных поверхностей, нарушение микрогеометрии их поверхности и, как следствие, снижение нагрузочной способности соединения, которое обычно называют прессовым.
2. Расчет на прочность прессовых соединений
В результате сборки прессового соединения за счет натяга на сопрягаемых поверхностях возникают контактные давления р (рис. 2, в), которые полагаем равномерно распределенными по поверхности контакта. Если на конструкцию действуют осевая сила F и вращающий момент Т, то на сопрягаемых поверхностях возникнут силы трения, которые должны исключить относительное смещение деталей соединения. Пользуясь принципом независимости действия сил, можем написать условия равновесия:

где f – коэффициент трения (табл. 1).
Из вышеприведенных условий равновесия определим минимально необходимые значения контактного давления:

Таблица 1. Коэффициент трения (сцепления) f при посадках с натягом

Если осевая сила F и вращающий момент Т действуют одновременно, то расчет ведут по равнодействующей R осевой и окружной силы:

,


В зависимости от ответственности соединения полученное минимально необходимое значение pmin увеличивают, умножая его на коэффициент запаса сцепления К = 1,5…3.
Если в соединении предусмотрена призматическая шпонка, то К = 1,3…1,5.
По найденному расчетному контактному давлению р = Kpmin определяем расчетный натяг Np:

где C = (d 2 + d1 2 ) / (d 2 — d1 2 ) — υ1 ; C = (d2 2 + d 2 ) / (d2 2 — d 2 ) + υ2 ; E1 , υ и E2 ,
υ2 – модули упругости и коэффициенты Пуассона соответственно для материалов охватываемой и охватывающей деталей (табл. 2).
Таблица 2. Модуль упругости E, коэффициент Пуассона v, температурный коэффициент линейного расширения α, °С, материала деталей
Размеры d (H7/r6), d1 и d2 показаны на рис. 2, б; если охватываемая деталь сплошная, то d1=0.
Учитывая возможное нарушение микрогеометрии (огранки) контактных поверхностей при сборке прессового соединения, полученное значение расчетного натяга Np увеличивают на поправку на срезание и сглаживание микронеровностей (шероховатости):


где Rz1+Rz2, Ra1+Rа2 – высоты микронеровностей; тогда требуемый натяг

(если сборку выполняют нагреванием или охлаждением деталей, то u=0).
По величине требуемого натяга NT подбирают рекомендуемую ближайшую посадку с наименьшим натягом, при котором NT ≈ Nmin.
Наибольший расчетный натяг, соответствующий выбранной посадке Nб:

Максимальное давление р, которое может возникнуть на контактной поверхности соединяемых деталей:

Эквивалентное напряжение охватывающей детали из упругого материала:

Две предыдущие формулы применимы только при натягах в области упругих деформаций.
3. Сборка прессового соединения с нагревом охватывающей или охлаждением охватываемой детали
Разность температур охватываемой и охватывающей детали, при которой достигается свободное их сопряжение во время сборки, определяют по формуле:

где Nmax – наибольший натяг выбранной посадки, мкм; δ0 – зазор, необходимый для свободного соединения деталей, принимаемый равным 10 мкм при d=30 ÷ 80 мм, 15 мкм при d>80 ÷ 180 мм и 20 мкм при d>180 ÷ 400 мм; d – номинальный диаметр соединяемых поверхностей, мм; α – коэффициент линейного расширения нагреваемой или охлаждаемой детали: для стали α=12•10 -6 ; для чугуна α=10,5•10 -6 ; для оловянных бронз α=17•10 -6 ; для латуни α=18•10-6; для алюминиевых сплавов α=23•10 -6 .
Для случая, когда особо важна прессовая посадка толстостенной втулки (ступицы) на сплошной вал, предельный наибольший натяг Nпpeд можно определить из условия прочности втулки по формуле:

где ⎡σp⎤ = σT/[s] – допускаемое напряжение для втулки, σ = 240 МПа;
[s] – допускаемый коэффициент запаса прочности; Е – модуль упругости; для стальной толстостенной втулки Е = 2•10 5 МПа, [s]=1,2.
Пример. Цилиндрическое соединение с натягом – соединение венца червячного колеса со ступицей колеса, при следующих данных (рис. 2, а): диаметр посадочной поверхности d=250 мм, длина посадочной поверхности l=60 мм, диаметр отверстия для вала в центре колеса d1=80 мм, диаметр впадин зубчатого венца d2=280 мм, крутящий момент, передаваемый червячным колесом, T=400 Н•м. Материал венца – бронза Бр АЖ9-4Л (отливка в кокиль). Материал ступицы колеса – чугунное литье СЧ15.
Определим необходимое давление р на поверхности контакта венца с центром колеса, приняв коэффициент трения между ними f=0,05:

Для вычисления требуемого расчетного натяга Nр соединения при υ1=0,25; υ2=0,35:


.
Модули упругости для чугуна Е1 =1,3•10 5 МПа, для бронзы Е2 =1,1•10 5 МПа.
Расчетный натяг соединения:

Обработку контактных поверхностей зубчатого венца и центра колеса назначаем с высотами неровностей Rz1=Rz2=10 мкм.
Действительный натяг соединения:


По полученному значению NТ подбираем соответствующую стандартную посадку. Из таблицы допусков и посадок для данного соединения примем посадку ø 250 Н/s7 с наименьшим натягом Nм=68 мкм и наибольшим натягом Nб=186 мкм. Наибольший расчетный натяг, соответствующий выбранной посадке:
Максимальное давление р, которое может возникнуть на контактной поверхности соединяемых деталей:

Проверим венец червячного колеса на прочность. Примем с некоторым приближением, что материал венца пластичен и одинаково работает на растяжение и сжатие; при этом применима третья теория прочности. Эквивалентное напряжение венца:

Такое напряжение вполне допустимо (оно ориентировочно в 2,5…3 раза ниже условного предела текучести для бронзы Бр АЖ9-4Л при отливке в кокиль).
4. Соединения деталей с коническими поверхностями с гарантированным натягом
В конических соединениях натяг создают осевым смещением ступицы относительно вала. Так как упорный бурт на валу не выполняют, в конических соединениях не может быть обеспечена осевая точность фиксации ступицы на валу. Для обеспечения хорошего центрирования соединяемых деталей без перекоса отношение длины соединения к наибольшему диаметру должно составлять l/d > 0,7.
Относительная простота безударной сборки и демонтажа, высокая надежность при действии радиальных сил и опрокидывающих моментов является достоинством конических соединений, особенно для консольных участков валов редукторов и электродвигателей (рис. 3).

Рис. 3. Коническое соединение деталей с гарантированным натягом
В соответствии с ГОСТ 12081-72 конусность концов валов принимают:

Относительное осевое смещение ступицы и вала осуществляют гайкой.
Осевое усилие F, создаваемое гайкой, и давление на сопряженную поверхность связаны зависимостью:

В связи с разбросом в значениях коэффициента трения f и сложностью контроля усилия затяжки гайки рассматриваемое коническое соединение применяют в сочетании с призматической шпонкой, повышающей надежность соединения.
Осевое усилие F, необходимое для передачи крутящего момента Т (Н•м), определяют по формуле:

где λ – коэффициент запаса сцепления, λ=1,3.
Учитывая допускаемое напряжение [σр] для наименьшего сечения d3 (рис. 3), найдем осевую силу:

где [σр]=σт/[s] – допускаемое напряжение и σт – предел текучести для материала вала; [s] – допускаемый коэффициент запаса прочности; при контролируемой затяжке принимают [s]=1,5 ÷ 2,2 для валов из углеродистой стали; [s]=2 ÷ 3 – из легированной стали; при неконтролируемой затяжке для d3 ≤ 30 мм приведенные значения [s] необходимо увеличить в два раза.

где F – осевое усилие, создаваемое гайкой, эквивалентное продольной силе;
В соединении двух деталей, входящих одна в другую, различают внешнюю охватывающую и внутреннюю охватываемую поверхности соединения. Если охватывающая и охватываемая поверхности соединения являются круглыми, цилиндрическими поверхностями, то соединение называется гладким цилиндрическим. Если охватывающая и охватываемая поверхности образованы двумя параллельными плоскостями каждая, то соединение называется плоским с параллельными плоскостями.
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Зазором называется положительная разность между диаметрами отверстия и вала (при условии диаметр отверстия больше диаметра вала), создающая свободу относительного движения сопрягаемых деталей (рис. 75, а).

Рис. 75. Соединения деталей:
а — зазоры, б — натягн
Натягом называется отрицательная разность между диаметром вала и отверстия до сборки деталей (размер вала больше размера отверстия), характеризующая степень неподвижности соединения сопрягаемых деталей (рис. 75, б).
В связи с тем, что размеры охватываемой и охватывающей поверхности деталей могут быть больше или меньше номинального размера, зазоры и натяги могут быть наибольшими и наименьшими.
Самый большой зазор получится в том случае, если соединить между собой втулку (отверстие), имеющую самый большой диаметр, с валом наименьшего диаметра. Наибольшим зазором называется положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала.
Самый малый зазор получится в том случае, если соединить втулку с самым малым диаметром с валом самого большого диаметра. Следовательно, наименьшим зазором называется положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Средний зазор — это среднее арифметическое между наибольшим и наименьшим зазорами.
Самый большой натяг получится в том случае, если соединить вал, имеющий самый большой диаметр, с отверстием наименьшего диаметра. Следовательно, наибольшим натягом называется отрицательная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия.
Самый малый натяг получится в том случае, если соединить вал, имеющий самый малый диаметр, и втулку наибольшего диаметра. Таким образом, наименьшим натягом называется отрицательная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия.
Средний натяг — это среднее арифметическое между наибольшим и наименьшим натягами.
- посадки с зазором (подвижные), при которых обеспечивается зазор в соединении (рис. 76, а);
- посадки с натягом (неподвижные), при которых обеспечивается натяг в соединении (рис. 76, б);
- переходные посадки, при которых соединения могут осуществляться как с зазором, так и с натягом (рис. 76, в).

Рис. 76. Посадки:
а — с зазором (подвижные), б — с натягом (неподвижные), в — переходные
К посадкам с зазором относятся посадки, у которых поле допуска отверстия расположено над допуском вала, в том числе и скользящие посадки, у которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Посадки с зазором применяются тогда, когда детали в сопряжении должны свободно перемещаться одна относительно другой.
К посадкам с натягом относятся посадки, у которых поле допуска вала расположено над полем допуска отверстия.
К переходным посадкам относятся посадки, у которых поля допусков отверстия и вала перекрываются.
Допуском посадки называется разность между наибольшим и наименьшим зазорами (в посадках с зазором) или наибольшим и наименьшим натягами (в посадках с натягом).
В переходных посадках допуск посадки равен алгебраической разности между наибольшим и наименьшим натягами или сумме шего зазора.
Каждой посадке дано название и соответствующее обозначение (табл. 1).
Таблица 1
Виды посадок
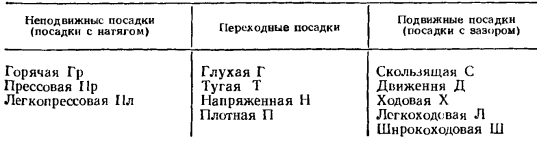
Посадки неподвижные характеризуются наличием гарантированного натяга, т. е. при этих посадках наименьший натяг больше нуля. Следовательно, для получения неподвижной посадки необходимо, чтобы диаметр сопрягаемого вала был больше диаметра сопрягаемого отверстия.
Горячая посадка (Гр) применяется в соединениях, которые никогда не должны разбираться, например бандажи железнодорожных колес, стяжные кольца и др. Для получения такой посадки деталь с отверстием нагревается до температуры 400—500° С, после чего производится насадка на вал.
Прессовая посадка (Пр) применяется для прочного соединения деталей. Эта посадка осуществляется под значительным усилием гидравлического или механического пресса или специального приспособления. Примером такой посадки может служить посадка втулок, зубчатых колес, шкивов и пр.
Легкопрессовая посадка (Пл) применяется в тех случаях, когда требуется возможно более прочное соединение, и в то же время недопустима сильная запрессовка из-за ненадежности материала или из-за опасения деформировать детали. Такая посадка осуществляется под легким давлением пресса.
Переходные посадки не гарантируют натяга или зазора, т. е. одна пара деталей, соединенных с одной из переходных посадок, может иметь натяг, а другая пара, сопряженная с такой же посадкой, зазор. Чтобы повысить степень неподвижности деталей, соединенных с переходными посадками, применяется дополнительное крепление винтами, штифтами и т. п. Чаще всего эти посадки применяются при необходимости обеспечить соосность, т. е. совпадение осевых линий двух деталей, например вала и втулки.
Глухая посадка (Г) применяется для соединения деталей, которые при всех условиях работы должны быть связаны прочно и могут быть собраны или разобраны при значительном давлении. При таком соединении детали дополнительно крепят шпонками, стопорными винтами, например зубчатые колеса, которые вследствие износа нужно заменить, планшайбы на шпинделях токарных станков, неразрезные подшипниковые втулки, золотниковые и круглые втулки и пр. Осуществляется эта посадка сильными ударами молотка.
Тугая посадка (Т) применяется для часто разбираемых соединений, детали которых должны прочно соединяться и могут быть собраны или разобраны со значительным усилием.
Напряженная посадка (Н) применяется для соединения таких деталей, которые при работе должны сохранять свое относительное положение и могут быть собраны или разобраны без значительных усилий с помощью ручного молотка или съемника. Чтобы соединенные с такой посадкой детали не проворачивались и не сдвигались, их закрепляют шпонками или стопорными винтами. Эта посадка, осуществляемая ударами молотка, применяется для соединения зубчатых колес, часто сменяющихся втулок подшипников, которые при разборке машин вынимаются, подшипников качения на валах, шкивах, сальниковых втулок, маховиков на кривошипных и иных валах, фланцах и т. п.
Плотная посадка (П) применяется для соединения таких деталей, которые собирают или разбирают вручную или же при помощи деревянного молотка. С такой посадкой соединяются детали, требующие точной центровки: поршневые штоки, эксцентрики на валах, ручных маховичках, шпинделях, сменных зубчатых колесах, установочных кольцах и т. п.
Подвижные посадки характеризуются наличием гарантированного зазора, т. е. при этих посадках наименьший зазор больше нуля; применяются для свободных соединений, т. е. когда между валом и отверстием должен быть зазор.
Скользящая посадка (С) применяется для соединения деталей, которые при наличии смазки могут перемещаться относительно друг друга от руки, но имеют точное направление.
С такой посадкой соединяются сменные зубчатые колеса на станках, фрезы на оправках, шпиндели на задних бабках токарных станков, различные золотники в приборах регулирования и распределения, шариковые подшипники в корпусах машин. Соединения со скользящей посадкой должны иметь самый малый зазор.
Посадка движения (Д) является самой точной из подвижных посадок; она применяется для соединения деталей с небольшим, но определенным зазором, например, подшипников, шпинделей сверлильных станков, ползунов долбежных станков, передвижных зубчатых колес и т. д.
Наружные кольца шариковых и роликовых подшипников могут устанавливаться в корпус также с посадкой движения.
Посадка ходовая (X) применяется для соединения деталей, которые должны перемещаться одна в другой с более заметным зазором, чем при посадке движения. Ходовая посадка широко распространена в тракторостроении и комбайностроении. Шейки коленчатых валов в подшипниках, поршни в цилиндрах, звездочка контрпривода комбайна на валу и многие другие сопряжения имеют ходовые посадки.
Легкоходовая посадка (Л) применяется для соединения деталей, которые должны перемещаться с большим зазором одна в другой, например длинных валов в подшипниках скольжения.
Легкоходовую посадку имеют также многие детали масляных насосов, например палец во втулке ведомого зубчатого колеса, валик во втулке маслонасоса, валик привода маслонасоса во втулке кронштейна и др.
Широкоходовая посадка (Ш) является самой свободной и имеет самый большой зазор. Предназначена для соединения деталей, которые должны свободно перемещаться одна относительно другой, например подшипники в сельскохозяйственных машинах.
Широкоходовая посадка применяется также в особых случаях, например для соединения деталей, которые при работе нагреваются до значительных температур. Широкоходовую посадку имеют стержни клапанов в направляющих втулках.
Неподвижными посадками или посадками с натягом называются такие посадки, у которых между сопрягаемыми поверхностями имеется гарантированный натяг, обеспечивающий взаимную неподвижность деталей после их сборки (рис. 3.7).
Относительная неподвижность деталей обеспечивается за счет сил сцепления (трения), возникающих на контактирующих поверхностях вследствие их деформации, создаваемой натягом при сборке соединения. Благодаря надежности и простоте конструкции деталей и сборки соединений эти посадки применяют во всех отраслях машиностроения.
Натягом называется разность размеров вала и отверстия до сборки. Натяг характеризует степень сопротивления смещению одной детали относительно другой после сборки. Натяг рассчитывается по уравнению:
Для посадок с натягом поле допуска вала расположено над полем допуска отверстия (рис. 3.8).

Предельные значения натягов определяются по формулам:
Допуском натяга называется разность наибольшего и наименьшего натягов:
Если в формулу (3.26) подставить предельные значения натягов, то можно получить еще одну зависимость для определения допуска натяга:
| TN = dmax – Dmin – dmin + Dmax = (dmax – dmin) + (Dmax – Dmin) = Td + TD; TN = TD + Td. | (3.27) |
Допуск натяга определяется как сумма допусков отверстия и вала.
В ЕСДП насчитывается 12 неподвижных посадок, которые тоже располагаются в соответствии с латинским алфавитом.
В соответствии с расположением посадки в алфавите натяг будет меняться: к концу его натяг будет увеличиваться. Посадки с двойными обозначениями , , , , , обычно применяются для соединений деталей, выполненных из неметаллических деталей.
Взаимная неподвижность деталей достигается за счет внутренних напряжений на поверхностях контакта вследствие упругих деформаций, однако получить неподвижное соединение обычной сборкой не удается, так как вал больше отверстия, поэтому существуют различные способы сборки соединений с натягом:
прессование – при незначительной величине натяга, т. е. при небольшой разнице диаметров вала и отверстия. Сборка может производиться как со смазкой поверхностей, так и без нее. Однако при прессовании наблюдаются смятие и срезы неровностей поверхностей, что приводит к задирам. Поэтому повторное использование таких деталей после разборки невозможно;
нагревание втулки – способ сборки при увеличенной величине натяга. Этот способ не всегда применим, так как при нагреве меняются структура и качественные свойства материала, полученные в результате термообработки, кроме того, происходит коробление детали. Этот метод целесообразен для неответственных деталей и узлов при сравнительно небольшом нагреве;
охлаждение вала жидким азотом (–196º) или сухим льдом (–80º);
комбинированный способ – сочетанием указанных выше способов.
Переходные посадки
Переходные посадки иногда называют посадками центрирования, они являются промежуточными между подвижными и неподвижными, т. е. могут дать как зазор, так и натяг.
Для переходных посадок поля допусков отверстия и вала частично или полностью перекрываются (рис. 3.9). При наибольшем предельном размере вала и наименьшем предельном размере отверстия получается наибольший натяг, а при наибольшем предельном размере отверстия и наименьшем предельном размере вала – наибольший зазор.

Можно рассмотреть посадки, образованные сочетанием поля допуска отверстия TD и полей допусков валов Td1, Td2 и Td3.
Для обоснования вероятного значения натяга или зазора производится специальный расчет с использованием значения нормированной функции Лапласа Ф(z).
Допуск посадки можно определить двумя способами:
Виды переходных посадок:
Переходные посадки предназначены для неподвижных соединений, которые служат для обеспечения хорошего центрирования сопрягаемых поверхностей и должны легко разбираться. Натяги и зазоры в этих посадках небольшие и не могут передавать значительные крутящие моменты поэтому используется дополнительное крепление шпонками, штифтами, винтами и т. п. Наиболее широко переходные посадки применяют при установке подшипников качения.
Выбор посадок
Необходимые эксплуатационные свойства механизмов обеспечивают выбором соответствующих посадок при соединении деталей друг с другом. Выбор посадок является не только технической, но и экономической задачей, правильное решение которой во многом способствует не только обеспечению качества изделий, но и эффективности производства.
Обычно конструкторы в своей практике пользуются сравнительно небольшим количеством разного вида посадок (не более 10), несмотря на то, что рекомендованных к применению посадок в системах допусков значительно больше. Основаниями для определения необходимых параметров посадки могут быть результаты аналитических расчетов, экспериментальных исследований, а также накопленный производственный опыт. Чаще всего выбирают посадку, ориентируясь на аналогичные соединения, условия работы которых хорошо известны и их применение оправдало себя на практике.
Для условий серийного производства ответственные соединения подвергают экспериментальным исследованиям, результаты которых используют при выборе той или иной посадки.
Существующие методики аналитических расчетов параметров насадок в основном являются весьма приближенными, так как не могут учитывать всех факторов, влияющих на свойства посадок при разных допущениях. Такие методики расчетов (в том числе на ЭВМ) применяют для предварительного определения тех величин зазоров или натягов в посадках, которые могли бы обеспечить исследование заданных функций в предполагаемых условиях эксплуатации изделий. Следует признать, что в настоящее время основой для выбора посадок является производственный опыт и экспериментальные данные.
Системы допусков и посадок
Системой допусков для гладких цилиндрических соединений, как и для других сопряжений, называется закономерно построенная на основе расчета и опыта совокупность рядов допусков и посадок.
Система предназначена для того, чтобы можно было выбрать минимально, но достаточное для практики число вариантов посадок. Она позволяет обеспечить стандартизацию режущих инструментов и калибров, облегчить конструирование и достижение взаимозаменяемости соединений, повысить качество изделий и упростить расчеты посадок.
Различают две системы: систему вала и систему отверстия.
Система отверстия
Отверстие в системе отверстия является основным. Система характеризуется тем, что в ней для всех посадок одной степени точности при одинаковых номинальных размерах предельные размеры отверстия остаются постоянными, а осуществление различных посадок достигается за счет изменения предельных размеров валов.

В системе отверстия поле допуска основного отверстия обозначается буквой Н и располагается на нулевой линии, т. е. EI = 0 (рис. 3.10).
Сочетание полей допусков основного отверстия Н и полей допусков Td1, Td2, Td3 дает различные посадки. Так, сочетание H/Td1 дает посадку с зазором (общее их количество 11), H/Td3 – посадку с натягом (12) и H/Td2 – переходную (5). Следовательно, для одного номинального размера и одного квалитета может быть 28 посадок.
С учетом того, что в диапазоне от 0 до 500 мм насчитывается 130 номинальных размеров, а при образовании посадки можно брать разные квалитеты для вала и отверстия, то получится чрезвычайно большое их количество. В практической деятельности это многообразие не используется, т. е. наблюдается разумное ограничение, приводящее к образованию рекомендуемых посадок [9].
Система вала
В системе вала основной деталью считается вал, который называется основным. Система вала характеризуется тем, что в ней для всех посадок одной степени точности при одинаковых номинальных размерах предельные размеры вала остаются постоянными, а осуществление различных посадок достигается за счет изменения предельных размеров отверстий.
Поле допуска основного вала обозначается буквой h и располагается под нулевой линией, т. е. es = 0 (рис. 3.11).

Сочетание TD1/h дает посадку с зазором (их количество – 11), а TD2/h – переходную посадку (5), TD3/h образует посадку с натягом (12). Таким образом, в системе вала в одном номинальном размере и одинаковом квалитете может быть 28 посадок различного характера.
Применение систем
Системы отверстия и вала дают совершенно одинаковое количество посадок с равными значениями зазоров и натягов, т. е. обе системы равноправны. Однако преимущественное распространение имеет все-таки система отверстия, так как основным ее преимуществом является сокращение ассортимента дорогих режущих инструментов для обработки отверстий (развертки, протяжки) и средств для их контроля (калибров-пробок). Система отверстия экономически более выгодна для производства, поэтому она предпочтительна.
Если производится соединение деталей с парными, ранее выполненными по системе вала деталями – шпонки различных типов, подшипники качения по наружному диаметру, то посадочные места под них надо изготавливать по системе вала.
В некоторых случаях по конструктивным соображениям приходится применять систему вала, например, когда требуется чередовать соединения нескольких отверстий одинакового номинального размера, но с разными посадками. На рис. 3.12 показано соединение, имеющее подвижную посадку поршневого пальца 1 с шатуном 2 и неподвижную в бобышках поршня 3, которое целесообразно выполнить в системе вала (рис. 3.12, в). Если это соединение выполнить в системе отверстия, то детали невозможно будет собрать (рис. 3.12, б).
В исключительных случаях целесообразно применять посадки, образованные таким сочетанием полей допусков отверстия и вала, когда ни одна из деталей не является основной или они обе основные. Такие посадки называются внесистемными.
Читайте также: