
Технология производства полиэтиленового листа
Обновлено: 05.10.2024
Как известно пенополиэтилен можно разделить на два больших класса - со сшитой молекулярной структурой и несшитой. Для производства таких материалов требуется различное оборудование.
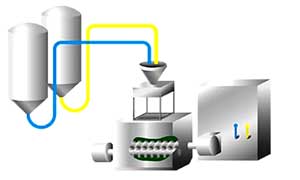
Классическая технология производства сшитых пенополиолефинов происходит в четыре основных этапа (смешивание, экструзия, сшивка, формование):
1. Взвешивание и дозирование компонентов, подготовка смеси для последующей экструзии
На этом этапе подготовленные чистые компоненты с высокой точностью смешиваются в необходимы компаунд, который обычно включает:
а) полиолефин (полиэтилен или полипропилен) б) сшивающий агент DCP (для случая химической сшивки) в) вспенивающий агент на базе нитрогена (азодикарбонамид) г) окрашивающие пигменты д) специфические добавки (антипирены, другие сополимеры и т.п.)
2. Экструдирование листа с заданными параметрами
Процесс экструзии широко распространенная операция для производства таких изделий как трубы, профили, листы. В экструдере находятся один или два шнека (винта) которые вращаясь выдавливают разогретый материал через экструзионную головку (фильеру), придающую изделию нужную форму.

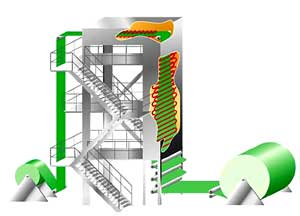
3. Физическая сшивка листа в ускорителе электронов
В данном случае показан метод физической сшивки который не требует каких-либо химических добавок. Материал проходит через установку, облучающую его с двух сторон пучком электронов.

4. Вспенивание листа
Существует три стандартных варианта процесса вспенивания (горизонтальный, вертикальный, под прессом):

а) горизонтальное вспенивание
Подходит для химически и физически сшитых материалов. В первом случае сшивание происходит в начале процесса, во втором материал должен подаваться уже сшитым. В обоих случаях процесс проходит при высокой температуре.
б) вертикальное вспенивание
Для этого процесса производства подается уже физически сшитый материал. Материал нагревается и охлаждаясь наматывается на крупногабаритные бобины.

в) вспенивание под прессом
Данный процесс подходит для материала большой толщины и химически сшитом. Здесь после экструдера материал обрезается и подается в сшивающий блок, после которого подается в пресс, где вспенивается при высокой температуре и давлении.
Из печей выходит лист пенополиэтилена, который упаковывается в рулоны и поступает в продажу или подвергается дальнейшей обработке.
Технологический процесс производства несшитого пенополиэтилена значительно проще, что положительно сказывается на его стоимости.
Несшитые пены обычно формируются введением в расплав полимера вспенивающего агента для формирования, так называемого пенного геля-пасты, с дальнейшим экструдированием пасты и формированием формы изделия. В зависимости от характеристики и настройки оборудования изделие может принимать форму пленки, пластины, прутков, волокна или отдельных бусинок- гранул.
До смешивания со вспенивающим агентом, полимер нагревают до или выше точки перехода из кристаллической формы в текучую. Вспенивающий агент добавляется или смешивается в расплав непосредственно в экструдер, миксере, смесителе или подобное оборудование. Используемый агент должен иметь превосходную растворимость в полимере при высоких температурах и давлениях обычно характерных для процессов формирования экструдирования вспененных материалов.
В качестве вспенивателей обычно используют -гидрокарбонаты (hydrocarbons) такие как изобутан (isobutene) или обычный бутан, окись углирода (carbon dioxide) и его смеси. При этом вспенивающий агент смешивается с расплавленным полимером при высоком давлении, подобранным так, чтобы было достаточно предотвратить существенное расширение полимерного материала и максимально разогнать вспенивающий агент по всему объему полимера.
До экструдирования полимерная пена обычно охлаждается до более низкой температуры в которой происходит вспенивание, при этом упругость расплава достаточно высока, чтобы стабилизировать пену, предотвращая разрушение ячейки. Эта температура, часто упоминаемая как температура вспенивания и является обычно выше температуры перехода кристаллизации каждого компонента полимера (Tg) или для полимеров, имеющих высокую кристализацию, называется пиковой температурой прозрачности расплава (Tm). Гель-паста может быть охлажден непосредственно в экструдере или в другом устройстве смешивания, или в отдельных холодильниках. При прохождении геля через экструзионную головку, т.е. в зоне формирования формы будущего изделия давление ниже и обычно равно атмосферному.
Сшитые пены
При производстве молекулярно сшитых вспененных материалов, сшивание и расширение происходит при повышенной температуре, чтобы процесс вспенивания происходил одновременно или последовательно.
Если применяется химически сшивающий агент, его добавляют в материал одновременно с вспенивающим агентом. При химической сшивке расплав полимера обычно нагревается до температуры не больше 150°C, чтобы предотвратить разрушении сшивающего или вспенивающего агента или дующего агента и предотвратить преждевременное сшивание.
Если применяется сшитие методом облучения (радиационносшитый), то расплава полимера обычно нагревается до температуры не выше чем 160°C, чтобы предотвратить разложение вспенивающей добавки.
Вспененный расплав подается в эструзионный блок, формирующий желаемую форму и структуру изделия. Для формирования структуры температуру материала поднимают обычно до 150°C-250°C в своеобразной духовке.
При применении радиационной сшивки структура пены облучается на этапе повышения температуры. Как при химическом так и при радиационном процессе, сшитая структура формируется в материале в форме листа или тонкой плиты, позволяющие полимеру наиболее качественно выполнить процессы сшивания и вспенивания.
Производство сшитых вспененных волокон, жгутов и литых изделий проходит двумя способами.
В одном случае, полимер смешанный с сшивающим и вспенивающими агентами, нагревают и формируют изделие в пресс-форме, пена сшивается и вспенивающий агент разлагается. Впоследствии вспененный состав расширяется под давлением. По выбору, формованная пена, полученная после снятия давления, может быть перенагрета, чтобы получить еще большее расширение.
Во втором случае, пена может быть подготовлена в виде уже сшитого листа полимера, содержащим вспенивающий агент. Затем материал расширяют при высокой температуре, или посредством нагревания химически сшитого полимерного листа, с пропитыванием азотом при более высоком давлении и температуре выше точки отвердевания. Снижение давления проводит к увеличению жесткости пузырей и некоторому расширению листа. Лист перенагревают при более низком давлении и температуре не позволяющей отвердеть материалу, затем давление снижают, чтобы позволить пене расшириться.
В сшитых полимерах между молекулами материала устанавливаются прочные межмолекулярные связи, образующие своеобразный пространственный каркас. Такие материалы утрачивают свойственную несшитым полимерам пластичность и становятся эластичными (при снятии нагрузки возвращаются в прежнее состояние), что сказывается на повышении их прочностных свойств и температурной стойкости.
Вспененные и расширенные бусинки-гранулы могут формироваться по одной или партией в процессе экструзии и так же могут быть молекулярно сшитыми и несшитыми. Вспененные гранулы затем спрессовывают или формуют в конечные изделия. В производственном процессе дискретные полимерные частицы, подготовленные смешиванием расплава и реактивным смешиванием, пропитываются вспенивающим агентом и по необходимости сшивающим в водной или безводной суспензии при повышенной температуре и давлении.
В водной суспензии вспенивающий (и может быть вспенивающий) помещаются в жидкую среду в которой гранулы практически не растворяются при повышении давления и температуре в автоклаве или другом устройстве. Материалу не дают возможности сильно расшириться, быстро снимая давление или охлаждая до формы гранул. На отдельном этапе, нерасширенные гранулы нагревают, например паром или с горячим воздухом, чтобы их расширить.
Процесс экструзии может также использоваться, чтобы получить вспененные полимерные гранулы. Метод сходен с обычным процессом экструзии пены, но экструзионная головка в данном случае будет иметь одно или множество отверстия, задающих размеры гранул.
В данном случае требуется (a), охлаждение вспененного геля до температуры не выше температуры вспенивания (b) экструзию охлажденного геля через экструзионную щель с большим количеством отверстий (c) по необходимости поддержание кромки пены, подающейся к головке, в ванне с холодной водой и (d) и гранулирование вспененных волокон, получаемых на выходе эксрузионной головки.
В другом случае полимер размягчают и смешивают с газовым вспенивающим агентом в обычном экструдере, для формирования по существу непрерывного вспененного волокна или кромки, который затем дробится или гранулируется. Затем молекулы полученного гранулята сшивают облучением радиацией и полученные частицы соединяют различными способами для получения законченного изделия.
Выбор оборудования для производства
Для производства материала разной плотности оборудование имеет свои различия. Его можно разделить на два класса: для плотности от 25 до 50 кг/м3 с использование в качестве вспенивателя фреоны или алкановые смеси (бутан) и для плотности от 200 до 400 кг/м3 с СО2 вспенивателем (г/литр). Возможны так же комбинированные модификации. Как правило, такие листовые материалы плотностью выше 200 кг/м3 не производят толщиной больше 3-5 мм.
Известно, что газовый метод более дорогой, но имеет коэффициент вспененности в несколько десятков раз. Химический метод на 20 % дешевле, но коэффициент вспененности ограничен 5-6 разами. Например, для материалов плотностью 50 кг/м3 больше подходит газовый метод.
Обычно производители используют одно оборудование, как для производства вспененных листов, так и изоляционных труб. Практически каждое подобное оборудование позволяет производить вспененные листы, как из полиэтилена, так и из полипропилена (особенно для производства труб). Вопрос работы на полистироле может решиться дополнительной комплектацией.
Статьи публикуются с разрешения автора и обязательным указанием ссылки на источник
Редакция оплачивает на договорной основе
технические статьи, маркетинговые отчеты, рецептуры, обзоры рынка
и другую отраслевую информацию и права не ее размещение
Приглашаем специалистов к сотрудничеству в качестве внештатных авторов и консультантов!

Первый опыт полимеризации этилена в конце XIX века получил выходец из России – учёный Густавсон, проведя этот процесс с катализатором AlBr3. На протяжении долгих лет полиэтилен производился в небольших объемах, но в 1938 году процесс промышленного производства освоили англичане. В то время метод полимеризации был ещё не совершенен.
1952 год совершил прорыв в процессе промышленного производства полиэтилена. Немецкий химик Циглер изобрёл эффективный вариант полимеризации этилена под действием металл-органических катализаторов. Впрочем, настоящая технология производства полиэтилена основана именно на данном методе.
Сырье
Исходным материалом для получения является этен – простейший представитель ряда алкенов. Простота данного способа производства сильно зависит от наличия этилового спирта, который используется как сырьё. Современные промышленные линии для получения полимера разрабатывают с учётом их работы на нефтяных и попутных газах – легкодоступных фракций нефти.
Такие газы выделяются при пиролизе или крекинге нефтепродуктов при очень высоких температурах и содержат в себе примеси H2, CH4, C2H6 и другие газы. Попутный газ в свою очередь содержит такие компоненты как газы-парафины, поэтому при подвергании их термической обработке с высоким выходом получают этилен.

Технология производства полиэтилена высокого давления
Процесс получения ПЭ идёт по радикальному механизму. При проведении применяют разного рода инициаторы для снижения активационного порога молекулы. В качестве примера таковых можно привести перекись водорода, органические перекиси, О2, нитрилы. Радикальный механизм, в общем, не имеет отличий от обычной полимеризации:
- 1 стадия – инициирование;
- 2 стадия – увеличение цепи;
- 3 стадия – обрыв цепи.
Цепь инициируется посредством выделения свободных радикалов при термической обработке их источника. Этен реагирует с выделившимся радикалом, наделяется определённой Еакт, увеличивая тем самым число молекул мономера вокруг себя. В дальнейшем наблюдается нарастание цепи.

Технология процесса
Существует два варианта процесса полимеризации – либо полиэтилен образуется в массе, либо в суспензии. Первый получил наибольшее распространение и представляет собой совокупность процессов.
Газ этилен, являющийся смесью, а не чистым веществом, вначале проходит путь фильтрации через тканевый фильтр, задерживающий механические примеси. Далее к очищенному этену подводят инициатор в баллоне, объём которого рассчитывается исходя из условий процесса. Поправка делается на наибольший выход полимера.
После, смесь транспортируют, фильтруют и подвергают сжатию в две стадии. На выходе из реактора получают практически чистый полиэтилен с примесью этилена, от которого избавляются дросселированием смеси в приёмнике под низким давлением.
Технология производства полиэтилена низкого давления
Источниками сырья для получения данного вида полиэтилена служат чистый, без примесей этилен и катализатор – триэтилат алюминия и тетрахлорид Ti. Заменой Al(C2H5)3 может послужить как хлорид диэтилалюминия, так и дихлорид этилата алюминия. Катализатор получается в 2 стадии.

Технология процесса
Для данного процесса получения ПЭ низкого давления характерна как периодичность, так и непрерывность. От выбора технологии зависит и схема процесса, каждая их которых различна по конструкции оборудования, объёму реакторов, методу очистки полиэтилена от примесей и др.
Самая распространённая схема получения полимера включает три непрерывных стадии: полимеризация сырья, очистка продукта от остатков катализатора и его высушивание. Аппараты для катализаторной подачи выделяют в мерники пятипроцентный раствор смешанного катализатора, после чего он поступает в бак, в котором смешивается с органическим растворителем до необходимой концентрации в 0.2%. Из бака готовая смесь катализатора отводится в реактор, где поддерживается при необходимом давлении.
Этилен подводится в реактор снизу, где впоследствии перемешиваясь с катализатором, образует рабочую смесь. Для производства полиэтилена при пониженном давлении характерно загрязнение продукта остатками катализаторной смеси, которые изменяют его окраску на коричневую. Очистка основного продукта производится нагреванием смеси, в результате чего происходит разрушение катализатора, дальнейшее отделение примесей и их прямая фильтрация от полиэтилена.
Увлажнённый продукт поступает на сушку в сушильные камеры бункера, где полностью очищается на кипящем слое азота (T = 373 K). Сухой порошок высыпается из бункера на пневмолинию, где отправляется на гранулирование. На эту же линию отправляется пыль с частицами полиэтилена, оставшаяся после очистки азота.
Полиэтилен - карбоцепной полимер алифатического непредельного углеводорода олефинового ряда – этилена. Макромолекулы полиэтилена имеют линейное строение с небольшим числом боковых ответвлений. Его структурная формула выглядит следующим образом:

Знаки вторичной переработки для полиэтилена высокой и низкой плотности:

Что касается свойств полиэтилена, отмечаются присущие ему хорошие электроизоляционные свойства, сохраняющиеся в широком интервале частот, влагостойкость, инертность по отношению к агрессивным химическим средам, хорошие механические показатели (значительная разрывная прочность и высокая эластичность, сохраняющаяся при низких температурах) и прекрасные технологические данные. Естественно, что те или иные показатели зависят от способа получения полиэтилена и могут варьироваться в ту или иную сторону в зависимости от молекулярной массы.
Эти и другие показатели полиэтилена значительно меняются от способа полимеризации. Например, полиэтилен, получаемый при высоком давлении (радикальная полимеризация), характеризуется более низкой температурой плавления и плотностью, чем полиэтилен, получаемый ионной полимеризацией (при получении полиэтилена при низком или среднем давлении). Получаемые полимеры несколько различаются и по свойствам, и, как следствие, по режимам переработки в изделия и их качеству. Ниже в таблице приведены основные физико-механические свойства ПЭВП и ПЭНП и химический состав:

Также полиэтилен обладает достаточной стойкостью к кислотам, щелочам и действию воды. При комнатной температуре на него не действуют кислоты, кроме 50%-ой азотной кислоты, жидкого и газообразного фтора и хлора. Взаимодействие полиэтилена с галогенами применяется для переработки отходов полиэтилена. Также полиэтилен растворим в циклогексане и четыреххлористом углероде при 80 °C. Со временем подвергается деструкции с образованием поперечных межцепных связей, что приводит к повышению хрупкости на фоне небольшого увеличения прочности. Нестабилизированный полиэтилен на воздухе подвергается термоокислительной деструкции (термостарению).
В промышленности для производства полиэтилена ВД применяют обычно два типа установок, отличающиеся конструкцией реактора. Реакторы представляют собой либо трубчатые аппараты, работающие по принципу ИВ (идеального вытеснения), либо вертикальные цилиндрические аппараты с перемешивающим устройством – автоклавы с мешалкой, работающие по принципу ИС (идеального смешения).
Для получения полиэтилена с высокой молекулярной массой и плотностью полимеризацию проводят при высоких давлениях. Это обуславливает применение толстостенных металлических труб и аппаратов с ограниченной поверхностью теплообмена. Для обеспечения высоких скоростей процесса, его проводят при температуре около 200 - 300°C. Верхний предел ограничивается условиями взрывобезопасности, а также зависит от рабочего давления в реакторе.
Следует отметить, что процессы полимеризации в трубчатом реакторе и автоклаве различаются температурным режимом и временем пребывания реакционной массы в аппарате.
Рассматривая процесс получения ПВД в трубчатом реакторе, можно выделить несколько стадий: смешение свежего этилена с возвратным газом и кислородом, двухкаскадное сжатие газа, полимеризация этилена в конденсированной фазе, разделение ПВД и непрореагировавшего этилена, поступающего в рецикл, грануляция продукта.

На рисунке приведена схема процесса производства полиэтилена высокого давления в газовой фазе, где:
- 1 – коллектор
- 2 – смеситель этилена НД
- 3 – компрессор первого каскада
- 4 – смеситель этилена ВД
- 5 – компрессор второго каскада
- 6 – трубчатый реактор
- 7 – отделитель этилена ВД
- 8 – отделитель НД
- 9 – гранулирующий агрегат
- 10 – вибросито
- 11, 14 – циклонные сепараторы
- 12, 15 – холодильники
- 13, 16 – фильтры
- 17 – компрессор предварительного сжатия
Из цеха газоразделения свежий этилен под давлением 0,8 – 1,1 Мпа поступает в коллектор 1 и затем в смеситель 2, в котором смешивается с возвратным этиленом низкого давления. Далее в поток вводят кислород и смесь поступает в трехступенчатый компрессор первого каскада 3, где сжимается до 25 Мпа. После каждой ступени сжатия этилен охлаждается в холодильниках, отделяется от смазки в сепараторах, а затем поступает в смеситель 4, в котором смешивается с возвратным этиленом ВД из отделения 7. Затем смесь направляется в двухступенчатый компрессор 5 второго каскада, где сжимается до 245 Мпа. После первой ступени сжатия этилен охлаждается в холодильнике, очищается от смазки в сепараторах, а после второй ступени при температуре 70°C поступает в трубчатый реактор 6 на полимеризацию.
Реактор – полимеризатор состоит из трех зон, перед каждой зоной имеется теплообменник для подогрева газа или реакционной смеси в зависимости от применяемого инициатора до 120-190°C. В конце третьей зоны имеется холодильник, в котором реакционная масса охлаждается до 200-250°C (теплообменники и холодильник на схеме не показаны).
Из трубчатого реактора 6 смесь непрореагировавшего мономера с полимером через редукционный вентиль под давлением 24,5 – 26,3 Мпа поступает в отделитель высокого давления, в котором за счет разности плотностей этилена и полиэтилена происходит их разделение. Непрореагировавший этилен из верхней части отделителя высокого давления 7 направляется в циклонные сепараторы 11 и холодильники 12, где от этилена отделяются унесенные частицы полиэтилена. Затем этилен охлаждается, поступает на смешение со свежим газом в смеситель 4 и возвращается в цикл.
Из нижней части отделения ВД 7 расплавленный полиэтилен направляется в отделитель низкого давления 8, в котором поддерживается давление 0,15-0,59 Мпа. Расплав полиэтилена, освобожденный от остатков растворенного этилена при 180-190°C, направляется в гранулирующие агрегаты 9.
Этилен из отделителей низкого давления 8 и после очистки и охлаждения в циклонном сепараторе 14, холодильнике 15 и фильтре 16 поступает в компрессор предварительного сжатия (0,9 – 1,7 Мпа) 17, затем в коллектор 1 свежего этилена и возвращается в цикл.
В грануляторы 9 непрерывно подается стабилизирующая смесь и другие добавки. Полиэтилен, смешанный со стабилизатором, направляется на грануляцию. Для быстрого охлаждения гранул в гранулирующую головку подается обессоленная вода. Охлажденные до 60-70°C гранулы полиэтилена выносятся водой на вибросито 10, на которое потом подается теплый воздух для окончательной сушки. Готовый полиэтилен упаковывают в мешки или направляют на конфекционирование.
Что касается ПНД, то его получают ионной или ионно-координационной полимеризацией в газовой и жидкой фазе. Процесс проводят под давлением 0,3 – 2,5 Мпа, при температуре 70-105°C в присутствии катализаторов Циглера – Натта, высокоактивных хроморганических катализаторов и оксидов хрома.
Рассмотрим схему процесса производства полиэтилена низкого давления в газовой фазе:

3 – емкость для продувки
4 – емкость для катализатора
5 – воздушный холодильник
6 – циркуляционный компрессор
Полимеризацию проводят в реакторе-полимеризаторе 1. Единичная мощность реактора 70 тыс. т полиэтилена в год. В реактор полимеризации из емкости 4 пневмотранспортом с помощью очищенного азота высокого давления подается порошкообразный катализатор.
Количество подаваемого катализатора регулируется роторным дозатором. Для получения полимера заданной молекулярной массы в реактор вводят водород, а для изменения плотности – сомономеры – бутилен, пропилен.
Полимеризация проводится в псевдоожиженном слое. В нижней части реактора имеется перфорированная решетка для равномерного распределения подаваемого этилена и создания кипящего слоя, а в верхней части – расширенная зона, предназначенная для снижения скорости газа и улавливания основной массы частиц полимера. Теплота реакции отводится за счет циркуляции газа, охлаждаемого в воздушном холодильнике 5 циркуляционного контура. Циркуляция газа осуществляется с помощью одноступенчатого центробежного компрессора 6. Образующийся полиэтилен накапливается в нижней части реактора. Степень конверсии этилена составляет 97%. Выгрузка полиэтилена из реактора циклическая – время цикла 6 минут.
Полимер после выгрузки из реактора поступает в отделитель 2, в котором полиэтилен отделяется от непрореагировавшего этилена. Этилен направляется на очистку и возвращается в цикл, а полиэтилен поступает в емкость 3 для продувки инертным газом (азотом), продувной газ выходит через фильтр для улавливания мелких частичек ПЭ.
Далее полиэтилен поступает на компаундирование (стабилизацию и грануляцию), а затем на расфасовку и упаковку готового продукта.
Естественно, что от вариаций производства полиэтилена меняются не только его свойства, но и обозначения – маркировки.

В данной таблице последние две цифры указывают на тип добавки и свойства композиции. Например, 01 для суспензионного полиэтилена любой марки – антикоррозионная добавка; нестабилизированная, неокрашенная.
Область применения полиэтилена довольно широка. Так, этот полимер можно встретить в виде пленки (пузырчатая упаковка), тары (бутылки, ящики, канистры, садовые лейки, даже горшки для рассады), труб для канализации, электроизоляционного материала, брони в бронежилетах, корпусов для лодок. Вдобавок ко всему, вспененный полиэтилен (пенополиэтилен) используется как теплоизолятор, а ПНД применяется при строительстве полигонов переработки отходов, накоплений различных веществ. Также полиэтилен используется для радиационной защиты от нейтронного излучения, а с добавлением бора его эффективность значительно усиливается.
Малотоннажная марка полиэтилена, отличающаяся отсутствием низкомолекулярных добавок, высокой линейностью и молекулярной массой, применяется в медицине как замена хрящевых суставов, но, к сожалению, встречается довольно редко из-за трудностей переработки, обусловленной низким ПТР.
Известно, что, для борьбы с загрязнением окружающей среды полиэтиленовыми пакетами (которые часто путают с целлофановыми), около 40 стран мира ввели запрет или ограничение на продажу и производство пластиковых пакетов.
Производство полиэтилена, наиболее востребованного полимера, основано на реакции полимеризации газа этилена. Это термопластичный полимер, класса органических полифенолов. Его популярность объясняется целым комплексом технологических свойств, позволяющих производить из него множество изделий бытового назначения и изделий для разных сфер промышленного производства. Немаловажным фактором востребованности данного материала является его низкая стоимость по сравнению с аналогами, использующимися в этих же сферах.

- Основные виды полиэтилена
- Сферы применения полиэтилена
- Технология производства полиэтилена
- Производство полиэтилена низкого давления
- Производство полиэтилена высокого давления
- Производство вспененного полиэтилена
- Производство вторичного полиэтилена
- Оборудование для производства полиэтилена
- Как организовать завод по производству полиэтилена
- Составление бизнес-плана
- Помещение
- Персонал
- Оформление документов
- Расчет затрат
- Рентабельность бизнеса
Краткий анализ бизнеса:
Затраты на организацию бизнеса: 150 – 250 тысяч долларов
Актуально для городов с населением: без ограничений
Ситуация в отрасли: низкая конкуренция
Сложность организации бизнеса: 4/5
Окупаемость: 12 – 14 месяцев
Основные виды полиэтилена
- ПНД – полиэтилен низкого давления, или ПВП – высокой плотности;
- ПВД – высокого давления, или ПНП – низкой плотности;
- ПСД – среднего давления, или ПСП – средней плотности.
Кроме этих видов полимеров, есть и другие: сшитый – PEX, вспененный и хлорсульфированный (ХСП) полиэтилены.
Сферы применения полиэтилена
- упаковочных, термоусадочных, сельскохозяйственных и других видов пленки;
- водопроводных, газовых и других видов труб;
- различных синтетических волокон;
- емкостей для разного рода жидкостей;
- большого ассортимента стройматериалов;
- санитарно-технических изделий;
- посуды и предметов домашнего обихода;
- изоляционных материалов для электрических кабелей;
- деталей для автомобилей, станков, различного оборудования, инструментов и другой техники;
- протезов для стоматологии и других видов эндопротезирования;
- пенополиэтилена.

Широкий спектр потребительских свойств полиэтилена обусловлен целым комплексом химических, физико-механических и диэлектрических характеристик этого материала. Поэтому он востребован в радиоэлектротехнической, кабельной, химической, строительной, медицинской и многих других отраслях.
Специальные разновидности этого материала, такие как вспененный полиэтилен, сшитый, сверхмолекулярный, хлорсульфированный – эффективно используются в производстве строительных материалов. Хотя сам полиэтилен не конструкционный по структуре, но армирование стекловолокном дает возможность использовать его в конструкционных композитных изделиях.
Полиэтилен используется и как вторсырье. Его отходы отлично перерабатываются для дальнейшего применения.

к оглавлению ↑
Технология производства полиэтилена
Полиэтиленовый полимер получают в результате химической реакции полимеризации этилена в различно созданных условиях и в присутствии определенных катализаторов. В зависимости от условий протекания реакции – температуры, давления и катализаторов, полиэтилен приобретает кардинально отличающиеся характеристики.
Чаще всего практическую ценность имеют три вида полиэтилена – низкого, среднего и высокого давления. Поэтому стоит рассмотреть технологию получения именно этих материалов. Надо заметить, что полиэтилен среднего давления считается всего лишь разновидностью ПНД и технология их производства ничем не отличается.

к оглавлению ↑
Производство полиэтилена низкого давления
ПНД производится из очищенного газа этилена. Процесс идет при температуре 100-150°C при давлении до 4 МПа. В реакции полимеризации обязательно должен присутствовать катализатор: или триэтилаллюминий или четыреххлористый титан. Процесс может быть непрерывным или кратковременным, с перерывами.
- полимеризация полиэтилена;
- очистка его от катализатора;
- просушка.
Необходимое условие для нормального протекания реакции полимеризации – постоянная температура, которая поддерживается с помощью подаваемого этилена и его объемов. Процесс полимеризации с участием катализатора имеет свои недостатки – происходит неизбежное загрязнение полученного продукта остатками катализатора.

Он не только окрашивает полиэтилен в неприемлемый коричневый цвет, но и ухудшает его химические свойства. Для устранения этого недостатка катализатор разрушается, а потом растворяется и отфильтровывается. Отмывается полученный полимер в специальной центрифуге, в которую добавляют метиловый спирт.
После промывки он отжимается, к нему добавляют вещества, повышающие его прочность и внешний вид. Для улучшения внешних качеств добавляют воск, который придает полиэтилену блеск. Далее продукт полимеризации попадает в сушильные аппараты и в цеха грануляции. Основные марки полиэтилена производятся в порошкообразном виде, композиционные марки – в виде гранул. к оглавлению ↑
Производство полиэтилена высокого давления
ПВД производится при температуре не менее 200 °C, при давлении от 150 до 300 МПа, в качестве активатора реакции выступает кислород. Оборудование для получения полимера – автоклавные и трубчатые реакторы.

Трубчатый реактор – это длинный резервуар в виде трубы, в котором и происходит реакция полимеризации под высоким давлением. Полимер, в виде расплава выводится из реактора и поступает в отделитель промежуточного давления, где он изолируется от непрореагировавшего этилена. Затем, согласно технологической схеме он поступает на экструдер и выходит из него в виде гранул, и направляется на дополнительную обработку. Эта технология является наиболее востребованной среди производителей.
Автоклавные реакторы – цилиндрические, вертикально расположенные агрегаты, в которых идет реакция полимеризации этилена с инициатором реакции. Реакторы отличаются условиями протекания реакций, в том числе условиями теплоотвода. Концентрации инициаторов и параметров реакционной массы.
Различия протекания химических реакций. Разные виды оборудования и другие различия обусловливают структурные особенности получаемого продукта полимеризации.
- подача в приемник реактора сырья и инициатора;
- разогрев ингредиентов и повышение параметров давления;
- промежуточная подача сырья и инициатора;
- изоляция непрореагировавшего этилена и его сбор для повторного использования;
- охлаждение полученного полимера, сброс давления;
- грануляция конечного продукта, промывка, сушка, упаковка.
Производство вспененного полиэтилена
Вспененный полиэтилен, или ППЭ – это полимер, отличающийся пористой структурой и имеющий высокие эксплуатационные и технические характеристики. Он широко используется как термоизоляционный материал в строительстве и в приборостроительном машиностроении, а также как упаковочный материал и в других сферах.

Технология производства этого полимера отличается определенной сложностью. Для ее полного цикла необходимо специальное оборудование: смесители, загрузчики, охлаждающие устройства, насосы высокого давления. Но самым главным оборудованием в производстве вспененного полиэтилена являются экструдеры. В качестве сырья используется ПВД, в качестве вспенивающих агентов – фреоны и алкановые смеси, например, бутан.
- загрузка смеси;
- смешивание;
- продавливание смеси через экструдер;
- сшивание пленок;
- вспенивание;
- получение заготовок в виде плит, пленки и других полуфабрикатов.
Производство вторичного полиэтилена
Для того, чтобы избежать затрат на крупномасштабное производство полимеров, можно воспользоваться их вторичной переработкой. Из вторсырья производится высококачественный гранулированный полимерный продукт, который по своим характеристикам ничем не уступающий первично полученному полимерному продукту.

Сырье подвергается дроблению. Затем, оно моется и сушится в центрифуге. Очищенная сырьевая масса проходит операцию агломерации и идет на гранулирование. Это – конечный продукт вторичной переработки полиэтилена. к оглавлению ↑
Оборудование для производства полиэтилена
- один или несколько экструдеров-грануляторов;
- машина для резки;
- загрузчики, работающие на основе вакуума;
- насосы, оснащенные фильтрами для расплавов;
- вибросита;
- ванны для охлаждения;
- транспортеры;
- бункера для подачи сырьевой массы;
- мельницы.

Покупка нового основного оборудования для производства полиэтилена может стать в пределах 120-200 тысяч долларов.Новое отечественное оборудование будет стоить меньше в два раза. к оглавлению ↑
Как организовать завод по производству полиэтилена
Всякий производственный бизнес начинается с разработки бизнес-плана.
Составление бизнес-плана
Цель бизнес-плана – предоставление общей информации об авторе проекта, описание продукции, которую он собирается производить. Также должна быть раскрыты задачи проекта, в подробностях должна быть описана технология производства продукции.
Если эта технология является новой, то в бизнес-плане должны быть представлены заключения соответствующих органов об ее безопасности для окружающей среды и здоровья людей. к оглавлению ↑
Помещение
Промышленное производство, каковым является выпуск полиэтилена, следует размещать в производственной зоне населенного пункта. Для производственного помещения существуют определенные санитарные и технические требования. Площадь помещения не должна быть меньше 100 кв. метров, высота его не должна быть ниже 10 метров. В производственных цехах должна быть противопожарная защита и хорошая вентиляция.

к оглавлению ↑
Персонал
- руководитель предприятия;
- бухгалтер;
- менеджер по продажам;
- технолог;
- рабочие по обслуживанию технологической линии – 4 человека.
Возможны и другие варианты штатного расписания.

к оглавлению ↑
Оформление документов
- городская администрация;
- пожарная, экологическая и санитарно-эпидемиологическая службы;
- электронадзор.
Расчет затрат
- сколько затрачивается в среднем на производство определенного объема продукции;
- какова ее рыночная стоимость;
- каков размер дохода.
- стоимость разрешительных документов;
- подготовка помещения;
- закупка оборудования;
- закупка сырья.
- оплата труда работникам;
- оплата аренды помещения;
- налоги и коммунальные услуги.
Далее выполняются расчеты окупаемости бизнеса и его прибыльности. к оглавлению ↑
Рентабельность бизнеса
При стабильной работе предприятия и при хорошем стартовом капитале на приобретение оборудования, этот бизнес окупается через 12-14 месяцев. Через год стабильной работы, затраты на оборудование могут полностью окупиться и завод станет приносить чистую прибыль.
Читайте также: