
Обработка алюминия фрезером по дереву
Обновлено: 15.09.2024
Суть задачи:
У меня в скором времени будет доступ к портальному фрезеру Woodpecker Camaro 1212.
Чтобы не гуглить - он с 2КВт шпинделем, воздушник, скорость до 12 тысяч. Сам немаленький, а портал всего 100 мм - похоже он раскроечный.
Но задача - грызть алюминий (ещё бы мне сказали какой, могут ведь и Д16Т притащить. ). Посоветуйте пожалуйста какой фрезой это лучше делать? И на каких режимах?
Вариант "возьми другой фрезер, этот для алюминия не очень" не работает: если бы он был то взяла бы не раздумывая. Но - что есть и тому рада.
Если скажете что ему лучше добавить для нормальной, пусть и неспешной работы по алюминию - буду рада. Компрессор для обдува фрезы мне вроде обещали, понять бы ещё как правильно воздуховод сделать. СОЖ лить в зону реза не дают, варвары.
ЗЫ.
Я не блондинка, но новичок, если ересь или не туда написала - сорри. Я исправлюсь!
Да, живу в Москве, поэтому вариант "у нас таких фрез как собак, но в Россию их не возят" увы мимо.
Судя по сетованию на высоту хода оси Z надо что-то габаритное обрабатывать. Я к тому что какая толщина заготовки предполагается и что с ней надо будет делать (кроить, фигурная обработка или "3D" фрезеровка).
Фрезу можете посчитать - диаметр рекомендуется брать с расчетом такой чтобы длина вылета фрезы деленная на диаметр была не больше 5 (можно хоть 20, но звенеть будет жутко).
Режимы будут зависеть уже от выбранной фрезы. В идеале съем на зуб 5-10 соток (0.05-0.1 мм), но здесь надо смотреть чтобы станок и шпиндель справлялись.
зы. Для понимания - 0.1мм это примерно толщина обычной 80г бумаги.
Ekaterina писал(а): ↑ Но задача - грызть алюминий (ещё бы мне сказали какой, могут ведь и Д16Т притащить. ).
Прошу прощения что не особенно часто тут появляюсь но - работа, дом. Мотоцикл опять же. Правда мотоцикл пока в мечтах ))).
nevkon писал(а): ↑ 15 апр 2021, 08:10 Судя по сетованию на высоту хода оси Z надо что-то габаритное обрабатывать. Я к тому что какая толщина заготовки предполагается и что с ней надо будет делать (кроить, фигурная обработка или "3D" фрезеровка).
Там заготовки 20 и 30 мм высотой. Вырез насквозь по кривой, проблема в том что стенка всего 2-3 мм предполагается (в ТЗ 2, но можно увеличить до 3).
nevkon писал(а): ↑ 15 апр 2021, 08:10 Фрезу можете посчитать - диаметр рекомендуется брать с расчетом такой чтобы длина вылета фрезы деленная на диаметр была не больше 5 (можно хоть 20, но звенеть будет жутко).
nevkon писал(а): ↑ 15 апр 2021, 08:10 Режимы будут зависеть уже от выбранной фрезы. В идеале съем на зуб 5-10 соток (0.05-0.1 мм), но здесь надо смотреть чтобы станок и шпиндель справлялись.
nevkon писал(а): ↑ 15 апр 2021, 08:10 зы. Для понимания - 0.1мм это примерно толщина обычной 80г бумаги.
Ну это я знаю, спасибо ).
Для общего понимания размеров беды: надо сделать 15 вот таких деталей. Толщина стенки 2 мм. Строго алюминий, он идёт под анодирование.
Ekaterina писал(а): ↑ Но задача - грызть алюминий (ещё бы мне сказали какой, могут ведь и Д16Т притащить. ).
Могут. "Нарыдать" нужный пока не получится: у нас по материалу самое знаменитое блюдо грузинской кухни "жричодали".
Ну может не настолько сурово, но вероятность получить более мягкую люминьку высока.
Кукуруза, насколько я понимаю, люминий не грызёт вообще, лучше даже не подходить с такой ересью?
Что бы понять ,что затея сомнительная (кмк) фрезернуть оправку из "деревяхи ",по ней согнуть из полосы из мерлена ,сварить у аргонщика в автосервисе и попробовать обработать в размер .Не ? Вести,крутить металл всё равно будет ,тут были ролики про многоступенчатую обработку какого то диска ,вроде то же мото-чтото !
гражданинъ писал(а): ↑ 17 апр 2021, 12:46 Что бы понять ,что затея сомнительная (кмк) фрезернуть оправку из "деревяхи ",по ней согнуть из полосы из мерлена ,сварить у аргонщика в автосервисе и попробовать обработать в размер .Не ? Вести,крутить металл всё равно будет ,тут были ролики про многоступенчатую обработку какого то диска ,вроде то же мото-чтото !
Это не "мото" это оправка хитрого светильника.
Идея такая. Непростая. Но в то же самое время смогу - плюс уровень умения. Понятия "не смогу" не предусмотрено, есть "понять как смочь".
Светильники ,в том числе "хитрые" это то ,чем я занимаюсь последние 3,5 года в режиме 24х7 .Если что ,можно эту тему обсудить в личке ,возможны точки пересечения интересов бизнеса ,так скаать. Но если обсуждать не технологичность и целесообразность выстругивания из цельного куска 2х миллиметровой ленты,а приобретение опыта то я вижу ряд препятствий .Не привязываясь к мото -не мото ,наверное, без особого напряга вы обработаете три поверхности с нужной точностью и чистотой, а вот при обработке четвёртой возникнут серьёзные препятствия ,преодолеть их конечно можно ,но вот в тех роликах ,на пример,мастер столкнулся с тем ,что при снятии толщины заготовку начинает деформировать внутренними напряжениями ,приходилось оставлять припуск и обрабатывать в несколько проходов с большими перерывами и вроде бы емнип с термообработкой .Потребуется создавать оснастку что бы как то закрепить деталь для чистовой обработки и тд и тп.
Я ни разу не отговариваю ,если получится будет классно ! Фрезу не могу посоветовать ,мои AZZKOR все наматывают люминь на себя .С переменным успехом помогало брызганье стеклоочистителя мистер мускул и просто воды из его пульвера ,т к тоже СОЖем не оснащён! Удачи !
Мне нравятся фрезы zcc-ct серии al. Разница с нонейм китаем очень велика, при этом цена еще не кусается. Там где-то искар советовали, вот это будеть печаль ее сломать секунд за 30.
Если не хотите проблем, берите нормальный алюминий, хотя бы д16т и используйте хоть какую-нибудь брызгалку с сож, керосин, спирт, wd40, в общем не на сухую.
Светильники ,в том числе "хитрые" это то ,чем я занимаюсь последние 3,5 года в режиме 24х7 .Если что ,можно эту тему обсудить в личке ,возможны точки пересечения интересов бизнеса ,так скаать.
гражданинъ писал(а): ↑ 17 апр 2021, 18:31 Но если обсуждать не технологичность и целесообразность выстругивания из цельного куска 2х миллиметровой ленты,а приобретение опыта то я вижу ряд препятствий .Не привязываясь к мото -не мото ,наверное, без особого напряга вы обработаете три поверхности с нужной точностью и чистотой, а вот при обработке четвёртой возникнут серьёзные препятствия ,преодолеть их конечно можно ,но вот в тех роликах ,на пример,мастер столкнулся с тем ,что при снятии толщины заготовку начинает деформировать внутренними напряжениями ,приходилось оставлять припуск и обрабатывать в несколько проходов с большими перерывами и вроде бы емнип с термообработкой .Потребуется создавать оснастку что бы как то закрепить деталь для чистовой обработки и тд и тп. [/offtop]
Опишу ситуацию, возможно я была неправильно понята: был заказ на эти детали у сторонних мастеров. Двое подряд не смогли (при том качество - как будто рашпилем делали в пятницу вечером). Сроки, как следствие, провалены, заказ тоже. И тут шеф: Кать, а у нас без дела "дятел" стоит, попробуй на нём раз давно хочешь освоить?
Я: ура, наконец-то не 3Д печать, которой я уже несколько лет занимаюсь и, честно говоря, скучновато наступать на одни и те же грабли. Надо расти от детских граблей (мальчикам больнее, я знаю) к взрослым. Получать не. по низу живота так сказать, а уже по-взрослому, в лоб ))). Ну это я так, посмеяться, а честно - ну надо же расти, тем более станок пылью покрывается. Железо есть - оператора нет, а мне как всегда больше всех надо. Ну и начальник- "а попробуй, терять-то уже нечего, получится - с меня конфета, может быть даже большая конфета".
Ну и я - эй, коллеги что ещё пока не калеки, знания у кого есть?
На меня как на сумасшедшую - были бы станок бы не простаивал!
И опять же "будьте смелее, господа, требуйте невозможного" (с) "Тот самый барон". Ой, чего-то меня несёт. Короче - учиться надо, понятно, начиная с простого но цели ставить сразу сложные. А тут цель - сделать что не смогли другие. Ну вот и ))).
гражданинъ писал(а): ↑ 17 апр 2021, 18:31 Фрезу не могу посоветовать ,мои AZZKOR все наматывают люминь на себя .С переменным успехом помогало брызганье стеклоочистителя мистер мускул и просто воды из его пульвера ,т к тоже СОЖем не оснащён! Удачи !
Ну вот подачи не то что СОЖ - даже воздуха в базе нет. Лить вручную так себе идея - и дозировку сложно рассчитывать (привет перерасходу или наоборот) и просто стоять часами жать на кнопку? Ну так себе идея.
Создать систему обдува / литья СОЖ? Идея витает в воздухе, мне даже компрессор обещали. С ним как в анекдоте "обещали значит сделают!", но мне же надо результат показать - не просто так компрессор требовала, вот какая конфетка вышла. Иначе выглядеть буду уныло.
Такие дела.

Алюминий занимает обширную нишу в промышленном производстве уже вторую сотню лет. Материал применяется в машиностроении и авиационной промышленности, в строительстве и электронике, в рекламной и дизайнерской сфере и т.д. Такая популярность обусловлена его уникальными свойствами, сочетание которых не встречается больше ни у одного другого металла. Он пластичный и легко поддается формовке, отличается высокой электро- и теплопроводностью, имеет малый вес в сравнении с прочими металлами промышленной группы и не подвержен коррозии. После шлифовки готовые алюминиевые изделия имеют эстетичный внешний вид и не нуждаются в дополнительной обработке.
Особенности фрезеровки алюминия
При большом количестве плюсов, у него есть и несколько минусов, из-за которых алюминий и его сплавы являются одними из самых сложных в обработке на фрезерном станке.
Во-первых, несмотря на свою мягкость и податливость при резке, он склонен к излишнему стружкообразованию. Длинная стружка, которая образуется в процессе фрезерования, забивает собой канавки фрезы и обматывает режущий инструмент. Это может привести не только к нарушению оттока тепла из зоны реза, но и к затуплению и поломке фрезы/сверла.
Концевая фреза, обмотанная алюминиевой стружкой
Во-вторых, во время фрезеровки алюминия происходит так называемое наростообразование – наплавление мелких частиц на кромку инструмента. Это забивает канавки и затрудняет отвод стружки. Кроме того, такая наплавка вызывает перегрев и дисбаланс режущего элемента, что может привести к заклиниванию оборудования и выводу его из строя.
Наплавление алюминия на режущей кромке фрезы
Для минимизации последствий фрезеровки алюминия рекомендуется использовать только максимально остро заточенные двух- и трехзаходные фрезы, выполненные из твердосплавных материалов.
Предпочтительный способ работы с алюминием
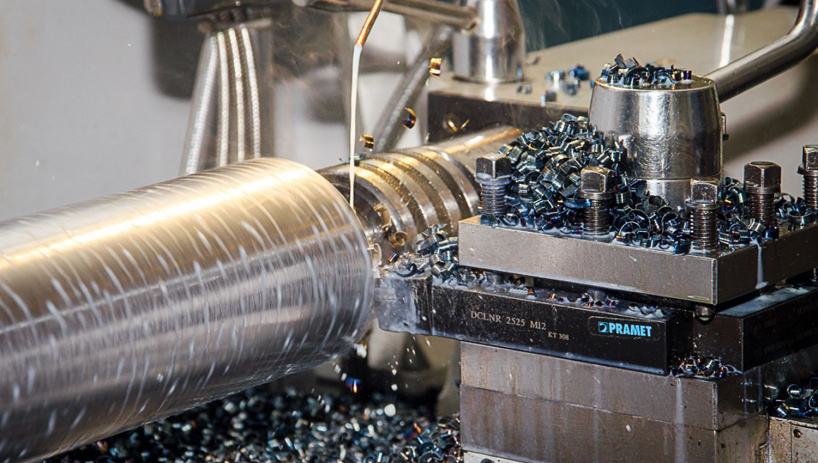
Если вопрос стружкообразования можно решить правильным подбором режущего инструмента, то проблема наплавления алюминия на фрезу решается только увеличением скорости реза. На обычном станке необходимых скоростных параметров достичь невозможно, поэтому оптимальным вариантом для фрезеровки алюминия и сплавов является станок с ЧПУ. Это оборудование
способно обеспечить оптимальный наклон инструмента относительно плоскости металла при частоте вращения шпинделя от 18 тыс. оборотов в минуту.
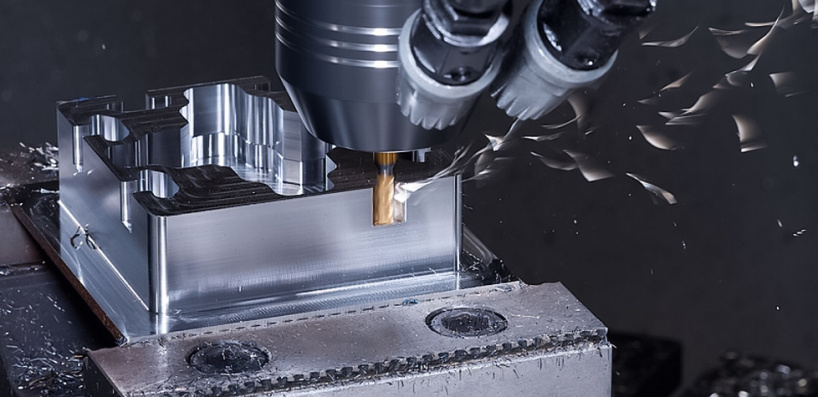
Обработка алюминия на фрезерном станке с ЧПУ
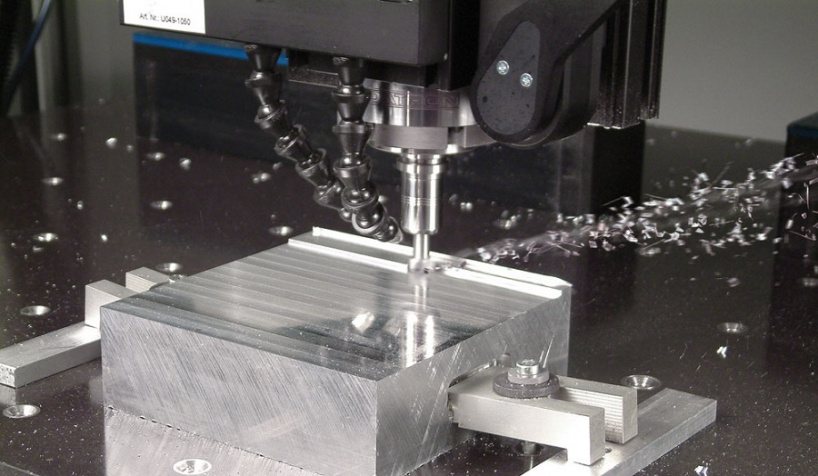
При таких скоростях повышается температура самой фрезы и поверхности материала в зоне реза, поэтому для своевременного отвода тепла необходимо использовать СОЖ или другими словами смазочно-охлаждающую жидкость. В противном случае велика вероятность возникновения коррозии на режущем инструменте или его поломка. В качестве хладагента может служить масло или эмульсия. Оптимальной системой при работе фрезерного станка с алюминием считается установка “масляный туман”, которая с нескольких сторон равномерно распыляет масло на фрезу в процессе резки. При таком способе обработки стойкость и долговечность инструмента повышается в 3-4 раза.
Система “масляный туман” непрерывно увлажняет фрезу, одновременно охлаждая ее и препятствуя налипанию алюминиевой стружки
Основным требованием к СОЖ является стабильная работа. Неравномерное или пульсирующее поступление охлаждающей жидкости приводит к перепадам в температурном поле инструмента и возникновению микротрещин, сокращающих срок службы фрезы.
Обработка аллюминия без СОЖ
Несмотря на то, что наличие системы охлаждения является практически необходимым условием для фрезеровки алюминия, при наличии специальных инструментов можно обойтись и без нее. Речь идет о фрезах с алмазоподобным углеродным покрытием (DLC), обладающих стойкостью к износу, наплавлению, налипанию стружки и низким коэффициентом трения.
Алюминий – один из самых популярных металлов, из которого изготавливают множество разнообразных деталей. Он легкий, прочный, не поддается коррозии, к тому же, легко обрабатывается. К механической обработке обычно относят все процессы обработки резанием: токарную обработку, фрезерование, строгание, сверление, пиление и т. д. Поскольку различных алюминиевых сплавов довольно много, то они могут иметь различные характеристики механической обрабатываемости. Разобраться во всём этом вам поможет данная статью.
Первую часть данной статьи вы можете найти в нашем блоге по ссылке. Примечание: данная статья является переводом.
Подачи и скорости:
Многие операторы просто используют 1000 SFM для расчета оборотов. Если вы так сделаете, то на самом деле вы не будете работать быстрее, чем все остальные.
Честно говоря, это обычно то, что рекомендуется для большинства фрез. 1000-1500 SFM - это совершенно нормальная скорость для работы шпинделя. Однако при слаженном тестировании вы можете достичь скорости в 3 раза выше. Подробнее об этом позже.
Скорость подачи - вот где многие трусят. Если вы подаете концевую фрезу диаметром 1/2″ со скоростью всего 0,003″ на зуб, вы просто теряете время. Для производства нужно подавать не менее 1% от диаметра фрезы на зуб. Это означает, что торцевую фрезу 1/2″ нужно подавать не менее 0,005″ на зуб. При стабильной настройке и коротком инструменте можно даже удвоить этот показатель.
Единственное исключение из этого правила-когда вы работаете с небольшими инструментами, такими как 1/8″ или меньше. Очистка от стружки может стать проблемой, а это означает, что вам придется снизить скорость для более тонкой стружки.

Даже при токарной обработке вам нужно очень сильно подавать материал, чтобы раздробить ее стружку. В противном случае конвейер для стружки будет постоянно заклинивать.
В конце концов, мощность шпинделя и обороты в минуту должны быть основным фактором, замедляющим черновую обработку алюминия на большинстве станков для деталей среднего размера.
Балансировка и гармония:
Вообще говоря, все, что превышает 10 000 об/мин, должно быть хорошо сбалансировано. На инструментах указаны номиналы балансировки, поэтому подбирайте их соответствующим образом.
Это само собой разумеется, но если вы ударите инструмент в станке, он больше не будет сбалансирован. Также не забывайте, что балансировать нужно весь инструмент в сборе. Если у вас есть цанговый патрон ER, рассчитанный на 20 тыс. об/мин, но вы установили расточную головку, то номинал цанги ничего не значит.
Это также верно, когда речь идет об определении точности фрезы. Многие рабочие совершенно не обращают на это внимания, но твердосплавные концевые фрезы на самом деле имеют рейтинг посадки хвостовика. Это может иметь большое значение при использовании некоторых видов резцедержателей, например, гидравлических. Более плотная и точная посадка означает лучшую балансировку, лучший срок службы инструмента и более долговечный шпиндель.
Помимо балансировки инструментов, которые не разрушат ваш шпиндель на высоких оборотах, проверка колебаний - это действительно потрясающее преимущество при обработке алюминия. Поскольку алюминий такой маслянистый, вы можете резать его на очень высоких скоростях.
Гармонические испытания помогут вам найти резонансные частоты инструментов и определить оптимальные скорости и подачи. Если частота резания нарушена, инструмент начнет вибрировать, как скрипичная струна, и у вас будут все основания уйти домой раньше времени.
Найти оптимальное соотношение частоты инструмента и числа оборотов - очень важно. Это может увеличить число оборотов с 7 000 об/мин до 22 000 об/мин с соответствующими скоростями подачи.
Если вы попытаетесь сделать это без системы тестирования, вы гарантированно разнесете свои инструменты на миллион острых кусочков от безумных колебаний, которые получаются, когда вы немного отклоняетесь.
В одной мастерской, где я работал, тестирование метчиков позволяло нам работать концевыми фрезами 3/4″ с длиной калибра 10″ на скорости около 22 тыс. об/мин и 700 IPM. Иногда мы могли работать быстрее.
Эти системы не дешевы, и вам, очевидно, нужен фрезер, способный работать с такой высокой производительностью. Однако, когда у вас будет такая возможность в цехе, вы будете далеко впереди конкурентов из общего машиностроительного цеха.
Стратегии обработки алюминия:
Для большинства задач при фрезеровании алюминия я добился наибольшего успеха с помощью старомодной агрессии для получения хороших показателей материала. Такие вещи, как чистовое фрезерование, в большинстве случаев являются пустой тратой времени, за исключением тех случаев, когда вы работаете очень маленькими фрезами в стесненных геометрических условиях.
Основная причина этого заключается в том, что станки часто не могут поддерживать очень высокие ускорения и замедления, необходимые для того, чтобы действительно использовать преимущества утончения стружки при торцевом фрезеровании. Вы не можете заставить 1000-фунтовый стол вращаться с быстротой 1200 IPM.
Использование традиционных параметров, таких как полная ширина и глубина реза 1/2xD, обычно лучше работает в реальной жизни при обработке алюминия.
Общие операции для обработки алюминия:
Вот список общих операций, которые вам придется выполнять при обработке алюминия, а также несколько советов, которые помогут вам в этом.
Облицовка:
Если вы собираетесь использовать фрезу с гильзой, обязательно выбирайте очень агрессивный угол наклона и полированные пластины. Ваша обработка будет потрясающей, и вы сможете действительно увеличить число оборотов.
Выемки:
Это то, что многие делают неправильно. Если вы переступаете через половину диаметра фрезы и половину вниз, вы совершаете ошибку по двум причинам:
- Резак может выдержать больше. Идите почти на всю ширину. Я использую 95% плоской поверхности фрезы. Причина в том, что в углах фреза все равно будет утоплена. Это означает, что вам придется замедлить подачу, чтобы инструмент не разорвался в угловых участках. Если вы выйдете на все 100%, вы можете получить бумажные пластины между траекториями инструмента из-за отклонения фрезы и материала.
- Шаг 50% ужасен для гармоник при черновой обработке с приличной скоростью. Удар инструмента о заготовку происходит в самом неблагоприятном месте, врезаясь в каждый зуб. Даже переход к инструменту с шагом более 65% приведет к заметному уменьшению дребезжания.
Еще один совет - использовать фрезу диаметром чуть меньше внутреннего радиуса выемки. Если вы используете концевую фрезу диаметром 1/2″ для вырезания выемок радиусом 1/4″, вы будете иметь тенденцию строгать углы с колебаниями, когда инструмент меняет направление. На высоких скоростях инструмент не меняет направление мгновенно, что означает, что инструмент разгружает давление резания. Это и вызывает эти стрекочущие звуки.
Обычно я спрашиваю, могу ли я изменить размер этих радиусов до 0,265″ для получения чистых углов. Это уменьшает контакт инструмента с геометрией детали. Станок также способен обрабатывать закругленный поворот на более высоких скоростях. Вспомните автомобиль на гоночной трассе. Если поворот острый, машина замедляется. Если радиус поворота больше, машине не нужно снижать скорость.
Это позволит устранить дребезжание в углах, которое делает ваши детали хуже, чем они могли быть.
Пазовое фрезерование:
Для выполнения очень глубоких пазов есть два варианта, которые хорошо работают: либо использовать трохоидальное фрезерование для уменьшения отклонения фрезы и колебаний, либо использовать концевую фрезу с коническим хвостиком.
Лично я предпочитаю торцевые фрезы с коническими хвостовиками, так как инструмент значительно прочнее, и вы не получаете никаких потерь при движении инструмента вперед-назад. Глубокое пазовое фрезерование - это один из тех случаев, когда часто имеет смысл использовать специализированный инструмент.
Для мелких пазов (4xD и менее) не нужно ничего особенного.
Сверление:
Самое главное использовать острые сверла.
Твердосплавные сверла - не всегда выход; на самом деле нет смысла использовать дорогое твердосплавное сверло, если у вас нет оборотов шпинделя или объема производства, чтобы это оправдать.
В общем, просто используйте сверло с углом 135 градусов, и все будет в порядке. Если на кончике сверла есть паутинка, то в процессе резания будет выделяться много ненужного тепла.
Метчики:
Метчики общего назначения технически работают, но метчики, предназначенные специально для алюминия, значительно надежнее. Они имеют более агрессивный угол наклона, что означает более чистые срезы и меньший нагрев.
Кроме того, не бойтесь иногда увеличивать число оборотов. Если вы никогда не превышаете 200 об/мин на своих станках, вы просто теряете время.
Конечно, некоторые станки просто старые и давно обходились без тех. обслуживания, у них может быть слишком большой люфт, чтобы резать быстрее. Однако на таких станках вы все равно не сможете конкурировать с предприятиями в которых установлены новые станки.
Суть в том, что резать алюминий легко, не тратьте на это время.
Как получить великолепную отделку поверхности алюминия:

В этом нет особого секрета, главное высокие обороты. Использование чистового инструмента с бритвенной остротой, высокой спиралью и очень агрессивным углом наклона также поможет вам получить супер блестящую поверхность.
Однако стоит отметить одну вещь: не стоит тратить время на то, чтобы сделать деталь красивее, чем она должна быть. Иногда вы просто хотите сделать клиента счастливым и произвести на него впечатление, но помните, что есть разница между блеском и высоким Ra.
Действительно стоит сделать расчеты чистоты поверхности, чтобы определить максимальную скорость подачи для чистовых резов. Я обычно делаю расчеты, а затем отступаю примерно 10% от этой величины, чтобы перестраховаться. Если вы перейдете эту грань, вы будете ошибаться в половине случаев.
Жидкость для резки:
Никогда не режьте алюминий без смазочно-охлаждающей жидкости. Парни, которые делают это на YouTube, делают это так, только для того, чтобы вы могли видеть, что происходит. В реальной жизни (и за кулисами) фрезы взрываются, когда они закупориваются из-за расплавленного алюминия, скапливающегося на кромке.
Многие компании скажут вам, что тип СОЖ имеет огромное значение для таких вещей, как срок службы инструмента и качество обработки поверхности. Так ли это?
Отчасти, на самом деле, единственный раз, когда я действительно видел заметную разницу, это когда все остальные факторы были подобраны идеально.
Вот важные параметры, на которые надо учесть для улучшению процесса обработки:
- Параметры резания - шаг вперед / шаг вниз, скорость подачи, число оборотов в минуту, траектория инструмента.
- Геометрия режущего инструмента - подходящая для алюминия и типа операции (черновая обработка, чистовая обработка и т.д.) - угол спирали, марка твердого сплава, количество канавок и т.д.
- Покрытие/финишная обработка фрез.
- Охлаждающая жидкость.
Ну вот, в общем-то, и все. Конечно, можно узнать еще много интересного о резке алюминия, что позволит вам обойти конкурентов, но это статья, а не электронная книга. В конечном итоге, если вы действительно хотите преуспеть в работе с алюминием, вам нужно будет провести несколько собственных экспериментов.

Инструмент и техника

Фрезерование — обработка резанием металлов и неметаллических материалов, при которой режущий инструмент – фреза — имеет вращательное движение, а обрабатываемая заготовка — поступательное.
Применяется для обработки плоскостей, криволинейных поверхностей деталей, резьбовых поверхностей, зубьев зубчатых и червячных колес и т. д.
Осуществляется на фрезерных станках.
Начнем с того, что ручные фрезеры бывают разные: кромочные, штанговые, бесштанговые и просто специализированные, например, для врезки дверных замков или ремонта оконных рам. Подробно остановимся на самых универсальных и, как следствие, самых популярных — штанговых.
Такой инструмент состоит из двух частей: верхней, куда входят мотор, рукоятки, цанговый зажим, фиксаторы вертикального положения, и нижней — со штангами, опорной подошвой и револьверным упором. Машины этой разновидности отличаются тем, что позволяют погружаться в обрабатываемый материал на требуемую (в пределах возможностей) глубину.
На примерах конкретных операций рассмотрим важные особенности конструкций современных устройств данного типа.
Готовимся к работе
Начнем с азов — подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ и алюминия применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (НМ).
В остальных случаях — ДСП, древесина твердых пород, композитные составы типа искусственный мрамор и тому подобное — использование НМ обязательно. Как уже упоминалось, одна из важных особенностей твердосплавных лезвий — точность: они оставляют более чистую поверхность.
В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов — очень ответственная процедура.
Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике — ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом — фиксируют 2/3-3/4 от общей длины хвостовика.



Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором.

Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода.

Глубина фрезерования
Заметим, что вовсе не обязательно использовать заготовку, лучше проделывать данную операцию на плоскости верстака, без риска повредить деталь.
Фрезерование
Важен оптимум. Поворачивая барабан и перемещаясь от высокого упора к низкому, двигаются по заготовке до нужной глубины.
Надеемся, что читатель уже понял, что главное во фрезере — регулировки. Они обязаны обеспечить точность (это, к слову, во многом зависит от жесткости элементов конструкции) и удобство. Но если углубиться в тонкости выполнения операций, станет ясно, что не менее важно и другое — система.
Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т. д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся.
Параллельный упор
Все вышеперечисленное под силу и обычной фрезе без опорного подшипника (она дешевле), если использовать копировальное кольцо или параллельный упор. Начнем с упора. Им комплектуют все без исключения фрезеры, но это не значит, что он у всех одинаков. В самом простом случае упор представляет собой гнутую металлическую пластину на двух стальных штангах с вырезом по центру.
В подошве фрезера для них предусмотрены направляющие с фиксаторами. Для обеспечения жесткости их делают длинными (во всю плиту) или короткими, но двойными — на каждую штангу по две разнесенных. Фиксация происходит минимум в двух точках (по одной с каждой стороны), максимум — в четырех.
После грубой настройки ослабляют дополнительный фиксатор и двигают опорную часть башмака, вращая юстировочное колесико. Как и в случае с вертикальной настройкой, здесь присутствуют мерные деления. Выставив требуемое значение, дополнительный стопор фиксируют.
Далее при необходимости раздвигают или сближают накладки, тем самым расширяя базу и/или подгоняя размер центрального промежутка между ними под фрезу конкретного диаметра. Заключительное и важнейшее замечание — основа механизма не стальная штампованная, а отлитая из легкого сплава.

Максимально расширенная база облегчит длинные проходы на большом удалении от края, когда велик крутящий момент, уводящий линию упора от перпендикуляра к кромке.


Отпустив фиксатор механизма прецизионной регулировки, вращают котировочный винт, добиваясь точной установки упора.

После окончания настройки механизм фиксируют.

Направляющая шина
Когда речь идет о прямой линии, хорошей альтернативой параллельному упору считается направляющая шина. Ее закрепляют с произвольным отступом от края и под любым углом к нему. На штанги вместо упора устанавливают специальный башмак — он скользит по шине и задает положение фрезера. Из-за опоры на направляющую может возникнуть перепад высот, так как машина приподнимается над заготовкой. Чтобы не держать ее на весу, выдвигают опорную ножку (если она предусмотрена).

В особой комплектации подобные направляющие служат еще и для точного фрезерования отверстий, что особенно актуально при изготовлении мебели (на линейке есть отверстия со стандартным шагом, на машине — стопор; остается только выбирать нужные позиции и засверливаться).
Важное замечание: набор деталей для работы по направляющей докупают не во всех случаях; он должен присутствовать в списке аксессуаров производителя и подходить к конкретному фрезеру.
Копировальное кольцо

В некоторых случаях копировальную втулку устанавливают одним движением, центровка в таком случае не требуется.
Есть и другие дополнительные приспособления, но о них позже. Сейчас же расскажем о копировальном кольце — одном из обязательных атрибутов ручного фрезера, почти всегда входящим в комплект поставки. Приспособление очень простое, но удобное в работе и полезное.
Как правило, это штампованная стальная пластина с выступающим кольцевым бортиком вокруг центрального отверстия, который и служит упором, отслеживающим копировальный шаблон. Втулку подбирают под конкретную фрезу. В идеале она должна проходить сквозь центральное отверстие с небольшим зазором. Иными словами, не стоит полагаться на то единственное кольцо, что прилагается к инструменту.
Чаще всего втулка нуждается в центрировании специальным конусом. Его вставляют в цангу (до упора в копировальное кольцо), тем самым выравнивая положение, и лишь затем окончательно затягивают крепежные винты. Иногда вместо последних используют быстрозажимные фиксаторы, тогда ничего центрировать не нужно.
Подобный метод удобен в серийном производстве (естественно, речь о бытовых масштабах) или когда заготовка достаточно ценная и ради ее обработки стоит изготовить шаблон.
Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом.

Для точной и удобной работы фрезер должен иметь гладкую подошву. Когда копировальная втулка не используется, паз, предназначенный для нее, закрывают кольцом.

Подобная втулка с нужным диаметром опорного кольца, ее привинчивают, но крепежные винты не затягивают.

Для точного позиционирования втулки устанавливают центрирующий корпус. Его, как обычную фрезу, зажимают в цангу (с той лишь разницей, что опорная подошва при этом прижата к корпусу).

После установки конуса стопор механизма опускания освобождают, и подошва под действием подъемных пружин прижимает конус ко втулке, тем самым точно центрируя ее. Вновь зафиксировав стопор, винты крепления втулки надежно затягивают.

Рекомендуется подбирать кольцо с наименьшим из возможных диаметром центрального отверстия, не забывая о том, что рабочая часть фрезы должна свободно проходить сквозь него.

Угловой упор
Получить точную (один в один) копию с оригинала реально, установив угловой упор со щупом (как и многие другие аксессуары, его докупают отдельно). В этом случае заготовку располагают не под, а над шаблоном. Для точной подгонки размеров может быть предусмотрена настройка положения щупа.
Кстати, если установить вместо кронштейна со щупом опорную плиту или регулируемый упор для работы в горизонтальном положении, получится инструмент для фрезерования кромочных накладок заподлицо.
Циркуль
Частный случай криволинейной резки — по радиусу. Отдельно докупаемая линейка-циркуль поможет выполнить ее без шаблонов, а значит, точнее и с меньшими усилиями.


Недостаток подобной конструкции — не каждая фреза пройдет сквозь предусмотренное в подложке отверстие.
Пылеотсос
Примеры использования
Что касается наиболее известной работы для фрезера — по кромке — здесь комментарии излишни, все и так ясно: выбирают насадку под нужный фасон и материал, способ позиционирования на плоскости (фреза с опорным роликом, копирование по шаблону с помощью втулки или углового упора, по самой заготовке с помощью бокового упора или направляющей шины) и приступают к делу. Не требуют разъяснений и действия с выборкой пазов на плоскости (декоративных или технологических).
А что еще умеет фрезер?
Следующая группа типовых задач — врезка. Большинство моделей без труда справляются с подготовкой посадочных мест под накладные или мебельные петли. Более совершенные, с увеличенным вертикальным ходом, помогут с установкой врезных замков.
Обширная область применения ручных фрезеров связана с соединением деталей из древесины и ее производных. Наиболее просты (не требуют сложной оснастки) соединения типа шип-паз и переплеты. Их используют при изготовлении окон, дверей и многих других сборных столярных изделий. Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели.
Несложно получить соединения и под прямой шип — потребуются другие шаблон и насадка.
В рамках нашей статьи мы кратко обрисовали основные технологические операции, на самом же деле их гораздо больше. Что и неудивительно, ведь фрезер используют даже в художественных целях для нанесения гравировок (опять-таки специальной — перьевой — фрезой).
Важно понимать, что этот инструмент, за редким исключением, — вещь не самодостаточная и требует всякого рода оснастки и приспособлений. Без них он едва ли раскроет и четверть своих возможностей.
Именно по этой причине к покупке стоит отнестись максимально ответственно, обратив внимание не столько на сам аппарат, сколько на перечень фирменных (иные могут и не подойти!) аксессуаров к нему.
Фрезы

Работая с упором или направляющей и используя специальную фрезу, делают пазы для установки мебельных петель. Для точного продольного позиционирования отверстий можно воспользоваться специальной шиной, позволяющей жестко фиксировать положение фрезера через стандартные промежутки длины.

Некоторые шипованные соединения получают при помощи одной фрезы (контрпрофиль не нужен).

Специальные фрезы, необходимые для изготовления переплета.

Специальные фрезы, необходимые для изготовления переплета.

Такая оснастка удобна в работе и к тому же позволяет фрезеровать криволинейные кромки.

Шипорезное приспособление

В зависимости от типа шаблона устанавливают фрезу. Регулируя глубину ее погружения, задают плотность соединения. Его можно собрать внатяг или на клею (для него необходимо предусмотреть зазор). С помощью специальных окон в шаблоне задают продольное положение упоров заготовки и поворачивают их соответствующей шаблону стороной.
Далее с каждой стороны шаблона парами зажимают сопрягаемые детали. Они должны быть чисто обработаны и плотно пригнаны.

На фрезер устанавливают специальную копировальную втулку. Для повышения точности вертикального позиционирования она имеет бортик на опорном кольце, позволяющий захватить пластину шаблона с двух сторон.
Алюминий занимает обширную нишу в промышленном производстве уже вторую сотню лет. Материал применяется в машиностроении и авиационной промышленности, в строительстве и электронике, в рекламной и дизайнерской сфере и т.д. Такая популярность обусловлена его уникальными свойствами, сочетание которых не встречается больше ни у одного другого металла. Он пластичный и легко поддается формовке, отличается высокой электро- и теплопроводностью, имеет малый вес в сравнении с прочими металлами промышленной группы и не подвержен коррозии. После шлифовки готовые алюминиевые изделия имеют эстетичный внешний вид и не нуждаются в дополнительной обработке.
Особенности фрезеровки алюминия
При большом количестве плюсов, у него есть и несколько минусов, из-за которых алюминий и его сплавы являются одними из самых сложных в обработке на фрезерном станке.
Во-первых, несмотря на свою мягкость и податливость при резке, он склонен к излишнему стружкообразованию. Длинная стружка, которая образуется в процессе фрезерования, забивает собой канавки фрезы и обматывает режущий инструмент. Это может привести не только к нарушению оттока тепла из зоны реза, но и к затуплению и поломке фрезы/сверла.
Концевая фреза, обмотанная алюминиевой стружкой
Во-вторых, во время фрезеровки алюминия происходит так называемое наростообразование – наплавление мелких частиц на кромку инструмента. Это забивает канавки и затрудняет отвод стружки. Кроме того, такая наплавка вызывает перегрев и дисбаланс режущего элемента, что может привести к заклиниванию оборудования и выводу его из строя.
Наплавление алюминия на режущей кромке фрезы
Для минимизации последствий фрезеровки алюминия рекомендуется использовать только максимально остро заточенные двух- и трехзаходные фрезы, выполненные из твердосплавных материалов.
Предпочтительный способ работы с алюминием
Если вопрос стружкообразования можно решить правильным подбором режущего инструмента, то проблема наплавления алюминия на фрезу решается только увеличением скорости реза. На обычном станке необходимых скоростных параметров достичь невозможно, поэтому оптимальным вариантом для фрезеровки алюминия и сплавов является станок с ЧПУ. Это оборудование
способно обеспечить оптимальный наклон инструмента относительно плоскости металла при частоте вращения шпинделя от 18 тыс. оборотов в минуту.
Обработка алюминия на фрезерном станке с ЧПУ
При таких скоростях повышается температура самой фрезы и поверхности материала в зоне реза, поэтому для своевременного отвода тепла необходимо использовать СОЖ или другими словами смазочно-охлаждающую жидкость. В противном случае велика вероятность возникновения коррозии на режущем инструменте или его поломка. В качестве хладагента может служить масло или эмульсия. Оптимальной системой при работе фрезерного станка с алюминием считается установка “масляный туман”, которая с нескольких сторон равномерно распыляет масло на фрезу в процессе резки. При таком способе обработки стойкость и долговечность инструмента повышается в 3-4 раза.
Система “масляный туман” непрерывно увлажняет фрезу, одновременно охлаждая ее и препятствуя налипанию алюминиевой стружки
Основным требованием к СОЖ является стабильная работа. Неравномерное или пульсирующее поступление охлаждающей жидкости приводит к перепадам в температурном поле инструмента и возникновению микротрещин, сокращающих срок службы фрезы.
Обработка аллюминия без СОЖ
Несмотря на то, что наличие системы охлаждения является практически необходимым условием для фрезеровки алюминия, при наличии специальных инструментов можно обойтись и без нее. Речь идет о фрезах с алмазоподобным углеродным покрытием (DLC), обладающих стойкостью к износу, наплавлению, налипанию стружки и низким коэффициентом трения.
Можно ли фрезеровать алюминий без СОЖ
Алюминий – это материал, получаемый из боксита. Месторождение данного сырья неисчерпаемы, поэтому его производство актуально в любое время. Данный металл устойчив к воздействию ультрафиолета и способен сохранять свойства в критических условиях. Алюминий отличается прочностью, не поддается коррозии и устойчив к любым механическим воздействиям извне, кроме того, он лучше других способен сохранять свою структуру при резких перепадах давления и температуры.
- Основные преимущества металла
- Особенности обработки алюминия на ЧПУ
- Фрезеровка на профессиональных станках
- Обработка на высоких скоростях
- Основные плюсы метода ВСО
Основные преимущества металла
Есть несколько неоспоримых достоинств:
- Легкость.
- Устойчивость к воздействию влаги. Не поддается коррозии.
- Высокие показатели звукопоглощения.
- Экологичность и безвредность.
- Длительный срок службы.
- Стойкость к критическим температурам.
- Простота обработки и производства.
- Устойчивость к механическим повреждениям.
- Высокая электропроводность.
Несмотря на все плюсы, алюминий все же имеет свои недостатки. К минусам можно отнести довольно высокую стоимость. Однако данное сравнение актуально только в случае конкурирования с пластиковыми изделиями. Также алюминий нельзя использовать с другими сплавами, так как при тесном контакте с ними может разрушиться поверхность.
Особенности фрезеровки алюминия
При большом количестве плюсов, у него есть и несколько минусов, из-за которых алюминий и его сплавы являются одними из самых сложных в обработке на фрезерном станке.
Во-первых, несмотря на свою мягкость и податливость при резке, он склонен к излишнему стружкообразованию. Длинная стружка, которая образуется в процессе фрезерования, забивает собой канавки фрезы и обматывает режущий инструмент. Это может привести не только к нарушению оттока тепла из зоны реза, но и к затуплению и поломке фрезы/сверла.
Концевая фреза, обмотанная алюминиевой стружкой
Во-вторых, во время фрезеровки алюминия происходит так называемое наростообразование – наплавление мелких частиц на кромку инструмента. Это забивает канавки и затрудняет отвод стружки. Кроме того, такая наплавка вызывает перегрев и дисбаланс режущего элемента, что может привести к заклиниванию оборудования и выводу его из строя.
Наплавление алюминия на режущей кромке фрезы
Для минимизации последствий фрезеровки алюминия рекомендуется использовать только максимально остро заточенные двух- и трехзаходные фрезы, выполненные из твердосплавных материалов.
Особенности обработки алюминия на ЧПУ
Фрезеровка алюминия представляет собой наиболее востребованный способ обработки сырья. Он актуален в качестве конструкционного материала, который используется в строительстве и в различных сферах промышленного производства. Фрезеровка позволяет осуществить обработку металла быстро и с максимальным качеством. Современная фрезерные работы на станке ЧПУ могут проводиться в 3D режиме, что заметно повышает точность и качество результата.
В силу того, что данный металл имеет хорошую пластичность, его обработка является сложным процессом, требующим использование профессионального крупногабаритного оборудования и определенной последовательности. Такая механическая обработка может увеличить вероятность появления на поверхности материала всевозможных дефектов. Во избежание таких проблем на промышленных предприятиях используют автоматическое оборудование, фиксация материала на котором осуществляется при помощи вакуумного крепления.
Кроме своей пластичности, металл отличается высокой чувствительностью даже к незначительной вибрации, что усложняет использование электроинструментов. Чтобы не повредить металл, необходимо максимально точно и корректно подобрать режим. Станок для фрезеровки алюминия подбирается в зависимости от толщины заготовки. Обработка возможна только после тщательной балансировки цанги на оборудовании. Это позволит избежать неровностей в местах среза.
Обработка алюминия в домашних условиях
Несмотря на современные технологии и совершенное оборудование, при определенных условиях фрезеровку алюминия можно выполнить и ручным способом в домашних условиях. Цена вопроса будет состоять из нескольких факторов.
ВАЖНО ЗНАТЬ: Как сделать гравировку по металлу своими руками?
Для этого потребуется простейший электроинструмент, который известен каждому домашнему мастеру и носит название ручной фрезер.
Отсутствие в нем таких обязательных элементов станка, как редуктор и коробка передач в этом случае никак не уменьшает его функциональные возможности в обработке.
Перед началом работ этот инструмент необходимо в обязательном порядке правильно настроить и максимально точно отрегулировать.
Следует отметить, что ручной фрезер позволяет выполнять работу, как в вертикальной, так и в горизонтальной плоскостях, прикладывая при этом минимальные физические усилия.
Также при проведении фрезеровки алюминия следует правильно определить направление движения инструмента.
Для того чтобы добиться качественного результата при проведении фрезеровки алюминия при помощи ручного способа, следует тщательно соблюдать технологию процесса и полностью контролировать рабочий процесс.
Крайне желательно, чтобы у фрезы при фрезеровке алюминия были выставлены небольшие обороты. Это поможет избежать риска того, что металл расплавится, а соответственно деформируется.
Необходимо следить и за тем, чтобы на обрабатываемой поверхности не скапливались опилки, которые могут привести к забиванию паза. Работая с ручным инструментом, необходимо выполнять и правила по технике безопасности.
В частности, не начинать работу без защитных очков. В любом случае конечный результат, его качество, а также точность фрезеровки при помощи ручного типа фрезы зависит, главным образом, от опыта домашнего мастера.
Фрезеровка на профессиональных станках
Максимально качественным и актуальным методом обработки алюминия является работа на станках ЧПУ. Данное оборудование оснащено острым режущим инструментом, которое придает металлу нужную форму и размер. На этих станках доступна фрезеровка любых масштабов и сложности. В процессе резки алюминий образовывает длинную и вязкую стружку, которая заметно усложняет процесс обработки. На станках ЧПУ используется особая фреза, которая обеспечивает защиту от налипания и скапливания большого количества отходов. Для более высокого качества резки необходимо использовать фрезу концевого типа. Фрезеровка алюминия на ЧПУ подразумевает применение двух или трехзаходной фрезы. Это исключает появление всевозможных задиров, неровностей и дефектов среза.
Фрезеровка при помощи станка
Наиболее качественным и вытребованным способом фрезеровки алюминия является его обработка на специальном станке, на котором установлен режущий инструмент, придающий материалу заданные форму и требуемый размер.
Современные 3d агрегаты, оснащенные блоком ЧПУ, позволяют выполнять данный вид обработки с максимальной точностью и высочайшим качеством.
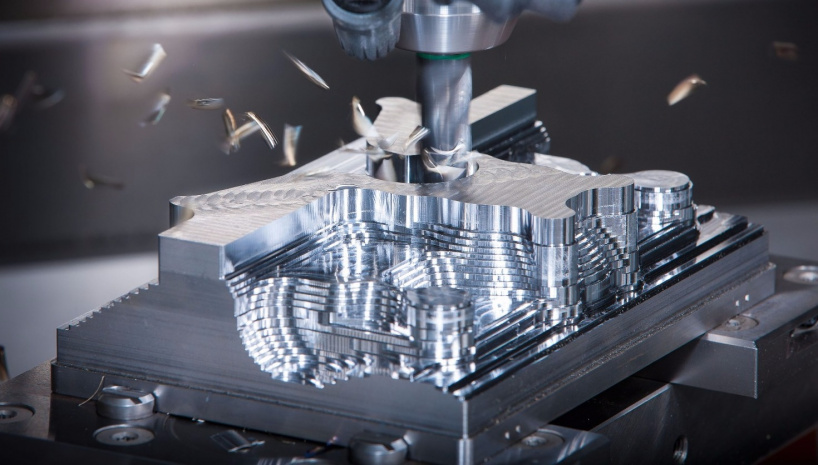
Такие совершенные установки дают возможность выполнить фрезеровку алюминия абсолютно любой сложности, в том числе, получить даже объемный рельеф на поверхности металла.
ВАЖНО ЗНАТЬ: Убираем ржавчину с металла — как и чем?
Следует отметить и то, что для алюминия именно высокоскоростное фрезерование, которое могут производить 3d агрегаты с блоками ЧПУ, является наиболее предпочтительной и эффективной.
Это связано, прежде всего, с тем, что максимально быстрая скорость вращения шпинделя особым образом сочетается с возможностью в любой момент увеличить глубину резания металла.
Использование для обработки алюминия совершенно новых методов приводит к тому, что в настоящее время регулярно пересматриваются технологические приемы непосредственно самой обработки.
Современные технологии, а также новейшее 3d оборудование с ЧПУ дают возможность производить фрезеровку не только максимально быстро, но и более качественно.
Это дает возможность постепенно отказываться от производства некоторых видов корпусных деталей, успешно заменяя их на более экономичные компоненты со сложной формой.
Это особенно актуально для таких промышленных производств, как авиастроение и автомобилестроение. Также при проведении фрезерования на автоматических агрегатах сегодня большое значение уделяется проблемам вибрации.
В этом случае сегодня станки стараются оснастить более совершенными системами калибровки и контроля качества. Использование ЧПУ значительно расширяет возможности фрезеровального оборудования.
Так, при помощи данных блоков есть возможность программировать все операции по обработке алюминия, а кроме этого, получается более качественно контролировать все технические параметры.
Сегодня использование современного оборудования при выполнении фрезеровки алюминия дает возможность добиться высокой точность выполнения работ.
Обработка на высоких скоростях
Высокоскоростная фрезеровка – современный технологически сложный метод работы с алюминием. Основной выгодой такого способа является значительное сокращение временных затрат на работу. Именно высокоскоростная обработка дает максимальную продуктивность и производительность фрезеровки.
Основной принцип метода заключается в малом сечении среза, которое получается благодаря высокой скорости работы режущих инструментов. Метод ВСО отличается тем, что скорость подачи материала превышает скорость теплопроводности металла, поэтому все тепло концентрируется в отходах и стружке. Это позволяет осуществлять фрезеровку закаленной стали без эффекта отпускания верхнего слоя. Высокоскоростная обработка предназначена на снижении тепла, которое в большинстве случаев является первопричиной быстрого износа изделия.
Основные плюсы метода ВСО
- Высокое качество конечного результата;
- Возможность фрезеровки материалов, отличающихся чувствительностью к высоким температурам;
- Эффективность применения станков ЧПУ;
- Использование лезвийной обработки вместо электроэрозионной;
- Заметно упрощение технологии с исключением необходимости любой ручной работы.
Метод высокоскоростной обработки получил широкое применение в процессах обработки тонких листов алюминия, высокопрочных сплавов, пресс-форм с жесткими допусками, деталей маленьких размеров. Такая технология особенно актуальна в автомобильной и аэрокосмической промышленности, ювелирной сфере, медицине и др.
фрезеруем сталь и алюминий ручным фрезером
фрезеруем сталь и алюминий ручным фрезером , фрезеровал стальной уголок толщиной 7 мм обычной фрезой по дереву. фреза, металлообработка, концевая фреза, тиски, балеринка, как правильно фрезеровать, универсальный фрезерный станок, как заточить фрезу, фрезеровщик, miller, фрезерные работы, фрезерование стали, уроки фрезерования, milling, фрезеровщик видеокурс, russian miller, как научиться фрезеровать, расточные работы, цанга, как выбрать тиски, как фрезеровать, цанговый патрон, чпу, как фрезеровать аллюминий, cnc, дулин, технология, фрезер, фрезерование, индикаторная стойка, синусный стол, токарь, универсальный станок, фрезерный станок, чпу фрезер, pashkin frezer, удаление сварного шва, как заточить сверло, ручной фрезер по металлу, алюминий, фрезеровка, как фрезеровать шестерни, снятие сварного шва, инструмент, work, lesson, vices, сверло, медь, mill, станок, chamfo, фрезер по металлу, шлифование сварного шва, станки, фрезерный станок с чпу, facing, самоделки, зачистка сварного шва, фрезеровка алюминия, thermodrill, дюралюминий в95т1, дюралюминиевый круг в95т1, алюминий ак6, фрезерование алюминия, алюминий кусками отрезка, резка алюминия, лист амг6 ак4-1чт в95пчт2, алюминий в95 в95т1, алюминиевый круг в95т1 в95, прокат пруток плита д16т, алюминий с рт-приёмкой, резка алюминия д16т на куски заготовки, отрезка алюминиевых заготовок, дюралюминий д16, д16т и д16, прутки д16т амг6 амг6 в95т1 с рт-т атп, дюралюминий д16т, лазерный гравер, mclaser, обработка, лазерный станок, лазерный станок с чпу, лазерный станок из китая, лазерный гравер с чпу, фрезерная, фрезерный, китайские фрезы, алюминий амг6, дюраль 16 амг6 в95т, резка д16т, станок чпу, cnc milling, раскрой алюминия фрезером, макита, резание металлов, макита 3612, фреза по металлу для дрели, металлобработка, обзор фрезы, cmt tools, фрезы по металлу купить, фреза концевая по металлу, купить фрезы по металлу, фрезы по металлу виды, фрезы по металлу для фрезерного станка, фреза по металлу, фреза купить, фреза твердосплавный, фрез по металлу, cmt-shop, хорошие фрезы из китая, тест китайских фрез, видео фотоаппаратом, стабилизация видео, каретка для слайдера, глайдтрек своими руками, подшипники для, lasercut, зеркальная камера, видео зеркалкой, самодельный фрезер, пильные диски по стали алюминию, обработка алюминия, станок для алюминия, зеркалка, слайдер, фрезы по металлу среднего ценового диапозона, infolaser, тест драйв, ласточкин хвост, твёрдосплавные сменные пластины, milling (product category), aluminium (chemical element), дмитрий сабреков, woodturning, км2, самодельная фреза, прикольные лайфхаки, невероятные лайфхаки, крутые лайфхаки, лайфхаки для школы, лайфхаки для выживаний, technology (industry), гениальные лайфхаки, сибирский профессиональный колледж, токарь это звучит гордо, фрезер дф 1200, фрезер для резки алюкобонда, фрезер +для композитных панелей купить, фреза для alucobond, аналог festool, бош для композита, фрезер bosch, фрезер +для алюкобонда купить, обработка стальных композитных панелей, фреза для композита, фрезер для композита, чпу. фрезеровка. самодельный станок., фрезерование алюкобонда, фрезерование стального композита, фрезер для стального композита, дисковый фрезер по стали, простые лайфхаки, лайфхаки которые облегчат жизнь, станок wattsan, wattsan, лазерный гравер китай, лазерный станок wattsan, 3dtool, лазерный станок цена, купить лазерный станок, лазерный станок по дереву, лазерный станок для резки фанеры, лазеркат, юсто, yusto, инфолазер, дешевый лазерный станок, gard, гарден групп, камач, kamach, самые, топ10, топ, лайфхак, 10 невероятных, лайфхаки, 10 лайфхаков, самодельный станок, столярка, долбёжка, лазерный станок 1610, фрезеруем аллюминий, фрезеровка металла, мастерская, долбёжный станок, фрезы по металлу, скорость, композит, болгарка, gtb-2100-s, краспан, дисковый, алюкобонд, направляющая шина, шина направляющая, регулируемая каретка, artstanok, арткор, artcor, артстанок, фрезерно-гравировальный станок, обработка стали 3, раскрой листового металла, v90, фреза стальной композит, фреза сменные пластины, фреза zias, фреза makita, фрезы в москве, фрезы дф1200, зд фрезерный станок с чпу, станки с чпу, фреза festool, фреза рокит, фреза фасадная панель, фреза композит, фреза дисковая композит, фреза краспан, фреза панели, фреза алюкобонд, kitai rulit, китай бугага, prusa i3, prusa i2, prusa, prusa i4, carbon, pla, abs, anet, 3d печать, 3д принтер, 3d принтер, фрезеровка меди, 3d printer, 3d print, 3д печать, 3d printed, hips, aliexpress, пикасо, picaso, printbox3d, китай г., китай г, китай рулит, китай bugaga, printbox, принтбокс, технологии 3d печати, 3d технологии, пруша, пруша принтер, ютимейкер, анет, 3d фрезерный станок с чпу, фрезерные станки с чпу, чпу по алюминию, чпу своими руками, строим чпу, суперсамоделка самодельный токарный
Читайте также: