
Обработка дерева на гриндере
Обновлено: 18.09.2024
Стамески по дереву имеют разный угол заточки и именно благодаря ему можно понять назначение инструмента.
Долота, которые рассчитаны на силовые операции и удары киянкой, имеют самый большой угол заточки, благодаря чему их режущая кромка максимально прочная. У подрезных стамесок, наоборот, фаска почти пологая — этот инструмент способен деликатно снимать самый тонкий слой стружки, но по нему нельзя стучать киянкой, т. к. бритвенная заточка сразу же повредится. У универсальных столярных стамесок угол заточки составляет от 20° до 31° — это диапазон, при котором сохраняется оптимальная острота и прочность.
В заточке стамески нет ничего сложного. Ваша задача — добиться идеальной плоскости фаски и тыльной стороны клинка. Тогда на их пересечении будет образована прямая и острая режущая кромка. Кажется просто. Но этот процесс нужно хорошо отработать, сделав десяток-другой переточек.
Совет!
Вначале не гонитесь за дорогим инструментом. Чем проще первые стамески, тем лучше. Вы набьете руку на постоянной заточке, а мягкая податливая сталь позволит прочувствовать все нюансы этого процесса.
Заточка режущей кромки под электронным микроскопом с увеличением 100х
Заточка стамесок на водных камнях
Самый популярный способ заточки — использование искусственных водных камней. Этот метод обеспечивает наиболее деликатное и точное наведение режущей кромки. Чтобы привести камни в рабочее состояние их предварительно замачивают на 3-10 минут. В процессе заточки абразив активно увлажняют из пульверизатора или же работают им прямо в ванночке с водой.
Инструмент последовательно обрабатывают на камнях разной зернистости. Наиболее простая и результативная схема — это использование трех типов абразивов:
800 грит — грубый камень для стартового выравнивания кромки после обработки на точиле; если вы не использовали гриндер и не подвергали стамеску серьезной переточке — этот водный камень можно пропустить. 1,200 грит — абразив для промежуточной правки. 6,000 грит — камень для финишной доводки.
Если вы ходите отполировать кромки стамески до получения зеркального блеска, дополнительно используйте четвертый камень 8,000 грит для тонкой полировки.
При таком способе заточки очень важно соблюдать последовательность. Пропустив промежуточный абразив, придется дольше выводить поверхность, активнее изнашивать камень, тратить силы и перегревать клинок.
Коротко о типах абразива
Искусственные заточные камни состоят из микроскопических заточных зерен, соединенных в бруски керамической связкой. В качестве абразивной основы чаще всего используют карбид кремния. Благодаря хрупкости и остроте микрочастиц, такой камень обеспечивает высокую производительность заточки. Карбид-кремниевые абразивы не перегревают клинок, быстро дают суспензию, не требуют долгого замачивания и производят приятный звук при заточке. По своим характеристикам они опережают камни из электрокорундовых порошков или глины, и именно их рекомендуют приобретать в качестве первого заточного комплекта.
Подготовка заточных камней к работе
Водные камни так же как и стамески нуждаются в уходе. Перед каждой заточкой им желательно восстанавливать геометрию рабочей плоскости. Для этого можно использовать специальные алмазные бруски или прибегнуть к более простому способу — выполнить наводку на наждачной бумаге.
Разметьте поверхность камня карандашом, и поместите его в ванночку с чистой водой на 3-10 минут. Когда камень перестанет выпускать мелкие пузырьки воздуха — это будет означать, что он готов.
Возьмите лист водостойкой наждачной бумаги зернистостью 240 грит, смочите его и поместите на мокрое стекло. Вода будет препятствовать смещению наждачки во время работы.
Двигайте заточной камень вперед-назад, время от времени совершая круговые движения. Когда карандашные линии исчезнут — это значит, что рабочая поверхность совершенно плоская. После выравнивания снимите фаски с краев бруска, чтобы они не рассыпались при дальнейшем использовании. Камень готов.
Переходим к заточке
Перед вами стоит задача добиться безупречной плоскости фаски и тыльной стороны лезвия — тогда на их пересечении образуется идеально ровная режущая кромка. Поначалу не гонитесь за скоростью, а сконцентрируйтесь на согласованности движений и равномерной силе нажима. Обязательно используйте резиновый коврик. Эта деталь на поверку оказывается очень важной. Подложка предотвращает проскальзывание и люфт бруска на неровной поверхности, благодаря чему вы полностью концентрируетесь на процессе заточки и лучше чувствуете каждый росчерк по камню.
Выравнивание тыльной стороны клинка
Заточку стамесок традиционно начинают с обработки тыльной стороны лезвия. В качестве стартового камня используют абразив зернистостью 800 грит.
Одной рукой лезвие прижимают к камню, а второй — удерживают его строго перпендикулярно длинной стороне бруска. С легким и равномерным нажимом инструмент перемещают по всей длине рабочей поверхности. После обработки на камне 800 грит на задней части лезвия должны пропасть все крупные риски, а поверхность приобрести однородную тусклость как показано на фото. Перед тем как перейти к другому абразиву, на этом же камне обрабатывают фаску стамески.
Заточка фаски
Здесь все сложнее, т. к. приходится выравнивать на порядок меньшую площадь и удерживать инструмент под строго заданным углом. Обработку фаски значительно упрощает специальная заточная каретка, выполненная в виде тележки. Это приспособление позволяет фиксировать стамеску под строго заданными углами и имеет ряд дополнительных опций, о которых мы еще поговорим ниже.
Выровнять фаску можно и вручную. В этом случае важно следить за тем, чтобы кончики пальцев плотно прижимали всю плоскость фаски к поверхности камня. Сохраняя равномерность нажатия, выполняют росчерки вперед-назад по всей длине камня. Начинать тренироваться лучше на широких стамесках. С ними проще. Благодаря большой площади фаски их удобнее удерживать под нужным углом, при этом лучше чувствуешь, насколько плотно лезвие прилегает к поверхности камня.
Сэкономьте на покупке заточной каретки, сделав ее своими руками. Как именно? Читайте в нашей статье:
Самодельная каретка для заточки стамесок и ножей рубанков
После каждых четырех-пяти проходов по абразиву фаску внимательно рассматривают на предмет неоднородности шлифовки и своевременно исправляют ошибки. Здесь важно концентрироваться на удержании постоянного угла наклона, твердом и равномерном нажиме и согласованности движений. И помните, скорость никак не влияет на качество заточки.
Когда фаска и тыльная сторона клинка обработаны на камне 800 грит, можно переходить к следующему абразиву, предварительно ополоснув лезвие стамески, и тщательно протерев его чистой тканью. Это нужно для того, чтобы не засорять новый камень оставшимися зернами предыдущего абразива.
В процессе заточки на режущей кромке стамески будет образовываться тончайший заусенец, который можно почувствовать легким касанием пальца. К концу заточки он должен исчезнуть.
Заточку полукруглых и уголковых стамесок выполняют по такому же принципу, но используют для этого специальные фасонные камни, которые имеют вогнутый и выпуклый профиль рабочей поверхности.
Как ухаживать за водными камнями
Чтобы получать максимум от заточки на водных камнях, необходим дисциплинированный подход к уходу за этим весьма прихотливым абразивом.
Камни лучше хранить сухими в закрытом контейнере. Некоторые мастера постоянно держат бруски в воде — такой вариант тоже приемлем, но лишь для камней зернистостью до 4 000 грит. Более тонкие абразивы хранят только сухими. Нельзя допускать попадания масла на рабочую поверхность водных камней — это приведет к необратимой порче абразива. Помните об этом, особенно, если вы консервируете клинки стамесок маслом или силиконовой смазкой для защиты от коррозии. Не оставляйте мокрые камни в неотапливаемом гараже и других помещениях, где температура может опуститься ниже 0 °С. Замершая вода приведет к образованию трещин, которые ухудшат заточные свойства. Водные камни также не любят резкой сушки. Особенно это касается мелкозернистых абразивов. После использования их не рекомендуют выкладывать на солнце, поскольку их рабочая поверхность может полопаться.
Заранее подумайте о месте для хранения, где вероятность падений и ударов будет сведена к минимуму.
О микрофасках
Завершив заточку стамески, можно добавить второй микроуровень к фаске. Речь идет о так называемой микрофаске. Она позволяет повысить стойкость режущей кромки за счет увеличения итогового угла заточки (вспомните, о чем мы говорили вначале). Наведение микрофаски особенно уместно на твердых клинках, отличающихся хрупкостью режущей кромки.
Навести правильную микрофаску без помощи заточной тележки вряд ли получится, поскольку здесь уже идет речь о прецизионном позиционировании инструмента. На многих каретках для этого имеются специальные режимы. После выполнения основной заточки достаточно просто переключить регулятор, который переведет лезвие в положение наведения микрофаски. Сделав 4-5 максимально легких прохода на камне 8,000 грит, микрофаска будет готова.
Стамеска на переднем плане имеет хорошо заметную микрофаску
Заточка стамесок на точиле
Варианты заточки лезвия: обычный и вогнутый клин
Здесь самое время упомянуть о том, что существует два варианта заточки стамесок. Первый — когда прямая фаска и тыльная сторона клинка образуют обычный клин. Это классический тип заточки и именно его мы брали за основу, говоря о водных камнях. Второй вариант — заточка с вогнутой фаской, которую формируют на точильном диске. Преимуществом такого профиля является то, что при финишной обработке на плоском камне фаска имеет только две точки соприкосновения — площадь шлифовки меньше, за счет чего увеличивается скорость заточки и снижается износ абразива.
Заточка стамески с ровной и вогнутой фасками
Фаска с вогнутой плоскостью уступает в прочности обычному клину, поэтому такой способ заточки не используют для долот, которые рассчитаны на удары киянкой.
Тонкости работы на точильном станке
Многие столяры до сих пор с опаской относятся к гриндерам. Это связано с тем, что даже с набитой рукой на точиле очень легко перегреть клинок, в результате чего сталь поменяет свои свойства и станет хрупкой. В этом случае придется полностью перетачивать подпаленную кромку, жертвуя длиной клинка и получая в довесок кучу головной боли.
Заточка стамески на наждачной бумаге
Добиться бритвенной остроты столярного инструмента можно не только при помощи водных камней, но и более доступного абразива — наждачной бумаги. Перед заточкой нужно оценить общее состояние инструмента. Если режущая кромка имеет неровности или зазубрины — их лучше устранять на точильном диске. Так вы сэкономите время и силы, а также уменьшите расход абразива. После выхода в плоскость, можно приступать к наведению чистовой заточки.
Чтобы добиться качества максимально приближенного к заточке на водных камнях важно обеспечить идеальную плоскость. Для этого используют подложку из стекла или керамической плиты. Наждачную бумагу нужно хорошо разгладить и зафиксировать на плоскости. Для этого подойдет двусторонний скотч. Еще лучше — попробовать отыскать наждачку на самоклеящейся основе.
Что касается абразива, то наилучший результат показывает комбинация из четырех типов зернистости: Р400, Р800, Р1,500 и завершающая полировка на Р2,000. Принципиально важное условие — использование водостойкой наждачной бумаги, поскольку в процессе вам придется активно увлажнять абразивную поверхность. В остальном последовательность действий идентична заточке на водных камнях, о которой подробно говорилось выше.
Начинают с выравнивания тыльной стороны клинка на наждачке Р400, после чего на ней же обрабатывают фаску. Во время заточки абразив обильно сбрызгивают водой. На каждой шкурке выполняют в среднем по 30 проходов туда-обратно, затем переходят на ленту меньшей зернистости. Так же как и при заточке на водных камнях, здесь важно следить, чтобы обрабатываемая поверхность клинка была строго параллельна наждачной бумаге и равномерно прилегала к абразиву при каждом росчерке. Со временем вы добьетесь слаженности движений и сможете наводить бритвенную остроту на своих стамесках за 10-15 минут.
Все, что остается сделать — проверить качество заточки. Способность стамески снимать тончайший слой стружки на торце дерева — это успешно пройденный тест на качество вашей работы.

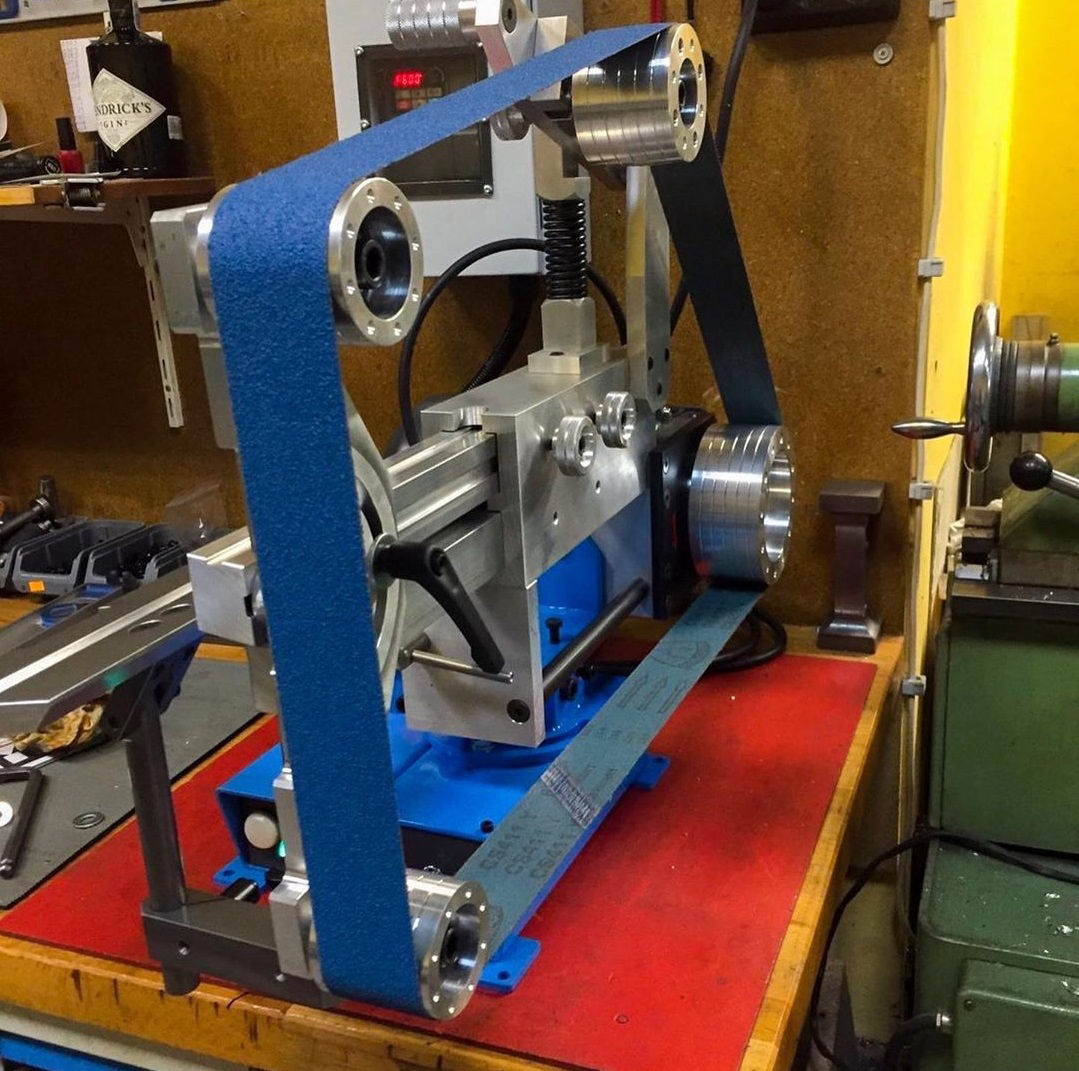
Ленточный гриндер — станок, работающий на электрическом приводе. Предназначен он для финишной обработки разных поверхностей: дерева, металла, пластика. Такой инструмент позволит оперативно убрать дефекты и заусеницы после резки материалов с помощью газовых и прочих видов пил. Часто встречается данный тип оборудования в промышленных цехах. Если вам позарез необходимо такое устройство для эксплуатации в домашнем хозяйстве, то его нужно грамотно выбрать. Задались таким вопросом? Тогда читайте нашу статью до конца. В ней вы познакомитесь с двумя типами оборудования и особенностями их работы.
Ленточный гриндер: устройство и принцип действия
Есть тенденция путать ленточный станок со шлифовальным. Для обработки поверхностей в ленточном устройстве используется тонкая шлифовальная лента, а не диск. Благодаря такому подходу всегда есть возможность правильно подобрать абразивность и обрабатывать поверхности с любой площадью.
Рабочий механизм представляет собой движущую конструкцию, на которой устанавливается абразивная лента. При запуске она начинает двигаться за счет приведения в действие вала. Далее к абразивной детали подносится поверхность, которую нужно отшлифовать.
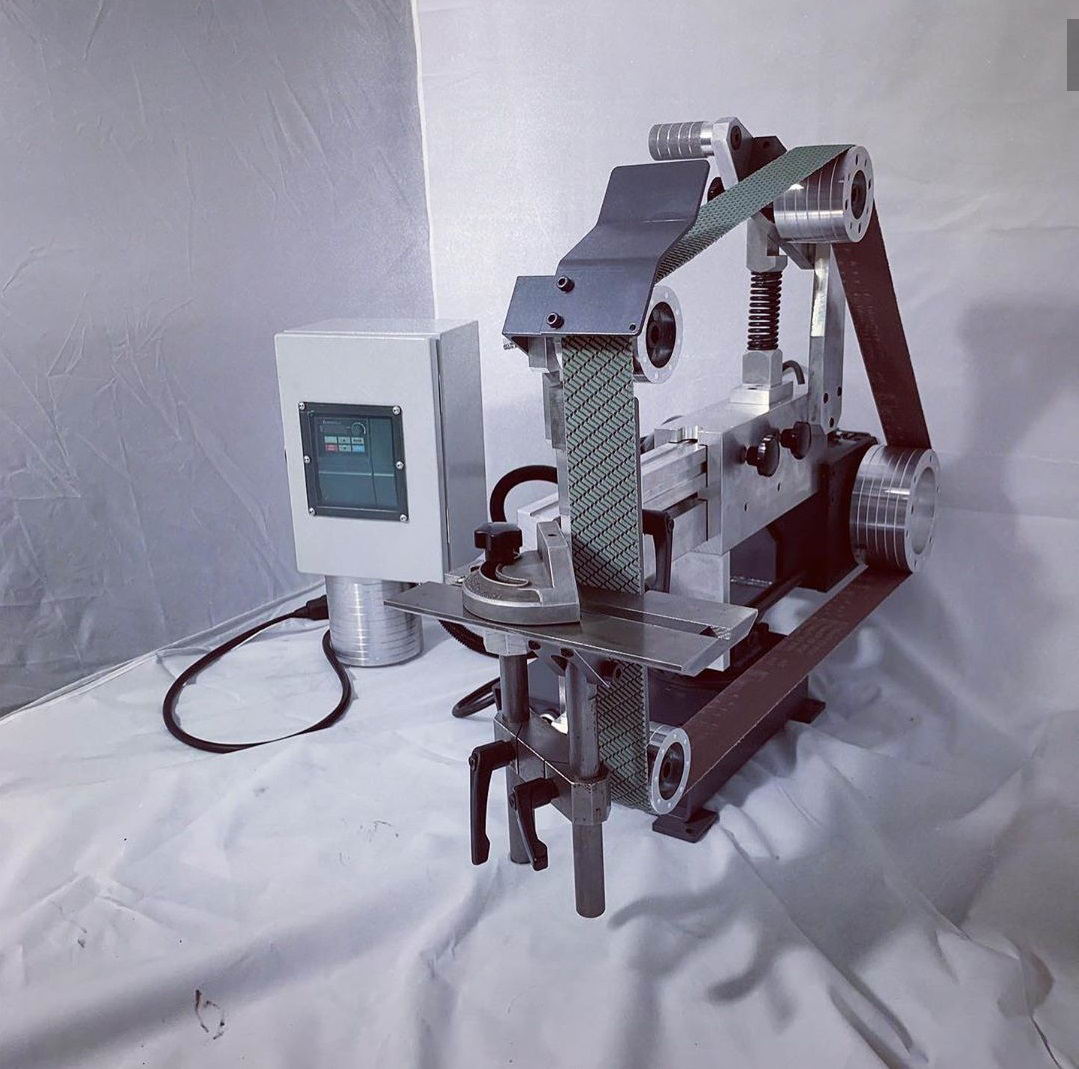
В устройстве гриндера присутствуют следующие основные составляющие:
- система, состоящая из нескольких барабанов. Традиционно это один приводный вала и несколько ведомых;
- станина. Присутствует не во всех станках, а только в тех, на которых предполагается выполнять обработку более масштабных деталей (досок, металлических поверхностей и других). Станина различается по массивности: например, для дерева используется простая, а вот для металлических деталей — мощная с подпорками;
- система натяжения. Это устройство, которое позволяет шине все время находится в натянутом состоянии. Если шлифовальная лента будет провисать, то при запуске весьма вероятен ее разрыв;
- электроблок. В него встроен электрический двигатель и узел. Также в нем обычно присутствует переключатель скоростей, который позволяет регулировать интенсивность движения ленты, и как следствие, контролировать процесс шлифовки материалов.
Профессиональное оборудование имеет в конструкции защитный экран, который предотвратит попадание остатков материала в лицо и глаза человека. Также обязательно присутствует механизм принудительной остановки.
Важно! Для приборов, предназначенных для бытовой эксплуатации, необходимо продумать вытяжную систему, которая будет собирать отходы. В промышленных агрегатах такая конструкция предусмотрена заводом.
Типы гриндерных станков
Различают гриндерные станки по мощности и производительности. Например, модели для промышленного использования выполняют более сложные этапы разработки, а бытовые агрегаты идеально подходят для непрофессиональной шлифовки некоторых строительных материалов в домашних условиях.
Также некоторые устройства имеют различия по размерам, количеству оборотов, ширине рабочей поверхности ленты. Опираться на эти параметры нужно при выборе гриндера для каких-то конкретных целей, а в случае универсальной эксплуатации лучше выбирать варианты, которые будут обеспечивать качественную обработку любых типов материалов.
Основные функции Гриндеров
Зачастую гриндер применяется для выполнения мелких заготовок в домашних условиях. Но основными его функциями являются:
- формирование кромки ножей и прочих режущих предметов;
- снятие слоев ржавчины и краски;
- шлифовка труб;
- выравнивание плоских поверхностей;
- срезание заусениц и дефектов после неровной обрезки.
Самые простые станки предназначены только для обработки торцевых частей досок. Выглядит такой станок, как компактное устройство с небольшой станиной. Лента на валах устанавливается вертикально.

Как выбрать гриндер для дома
Мощность
Современные заводские модели изготавливаются с мощностью от 500 до 1500 Вт. Модели устройств с максимальными показателями от 1200 до 1500 Вт будут не лишними, если регулярно приходится обрабатывать различного рода заготовки. Такое оборудование подойдет автомеханикам, электрикам, монтажникам, столярам.
Для любительской эксплуатации нет смысла выбирать сильные агрегаты. Достаточно будет 800 Вт, чтобы время от времени зачищать различные детали. Такие гриндеры устанавливают обычно в личных гаражах и мастерских.
Скорость движения ленты
Скорость движения ленты — немаловажный фактор, который берется во внимание при выборе станка. Принято разделять устройства на три группы.
- 200-360 м/мин. Такой скорости будет достаточно, чтобы обрабатывать какие-то фрагменты небольшой величины. Данные устройства помогут выполнить качественную шлифовку дерева, металла и пластика, а также удалить слои краски на поверхностях труб, металлопрофиля. Данной скорости хватит для того чтобы подготовить детали для работы, требующей высокой точности.
- 360-500м/мин. Высокопроизводительные агрегаты, которые приобретаются чаще для небольших мастерских. Обычно для этих гриндеров выпускаются специальные узкие шлифовочные ленты. Другие сюда не подходят. Обрабатывают любого типа поверхности.
- 500-1000 м/мин. Это оборудование специального назначения. Предназначены для обработки труднодоступных участков на деталях. Традиционно оснащены узкими лентами.
На заметку! В некоторых гриндерах допускается корректировать ширину шкива и скорость движения вала. Это позволит устройствам выполнять разноплановую работу.
Масса
Этот показатель следует учитывать, если предполагается постоянно совершать обработку вертикальных деталей и приходится удерживать прибор в руках. Для горизонтальной шлифовки массу можно не брать во внимание.
Обычно вес установки варьируется в пределах — 2,5-7 кг. Те, что более увесистые имеют высокую мощность.
Размер шлифовальной ленты
Размер шлифовальной ленты обычно связывают с параметрами мощности и скорости. Чем шире будет лента, тем она должна медленнее двигаться на шкивах. Соответственно, мощь устройства для широкой ленты должна быть выше.
Обычно для гриндеров выпускаются ленты шириной 75-76 мм, 100 мм, 115 мм. Длина может быть 457 или 533 мм. Получается, если лента длиннее, то и эксплуатация ее будет дольше.
Дополнительные особенности, которые может выполнять ленточный гриндер
Гриндер может иметь полезные дополнения к функциональности, среди которых
- рамки, предназначенные для определения точных границ снятия материала;
- крепления, которые сделает более надежную фиксацию установки для выполнения сложных обработок;
- плавный пуск, который позволяет постепенно набирать обороты, предупреждая рывки и, как следствие, разрыв ленты;
- элементарная замена оснащения, не требующая откручивания сложных механизмов с помощью гаечных ключей;
- автоматической центровки. Такая опция полезна в случае поочередной обработки разных типов материала. Она позволяет скорректировать движение вала и ленты;
- система поддержания оборотов, которая поможет при выдаче большой нагрузки на прибор.

Большинство моделей предлагаются с несколькими дополнительными рукоятками. Они позволяют упростить эксплуатацию прибора при шлифовкке сложных деталей.
Важно! Замена ленты на роликах гриндера выполняется за несколько секунд. Для этого нужно сначала отжать ведомый ролик, чтобы снять натяжение. Тогда лента расслабится, и ее можно будет извлечь без усилий. При надевании новой ленты на движущих механизм станка, сначала ее заводят на ведущий каток. Расходник продается склеенным, поэтому с его заменой сложностей не возникнет.
Гриндер и точило: краткое сравнение
Ленточный гриндер и точило являются аналоговыми устройствами, так как выполняют практически одинаковые функции. Но, есть и отличия по качеству обработки и устройству. Гриндер обладает несколькими преимуществами, которыми не может похвастаться обычный точильный станок. Это:
- точная геометрия обработки;
- элементарная замена абразивной ленты;
- универсальность использования.
Обратите внимание, что за счет наличия вала и роликов лента становится в идеально ровном положении. Это дает возможность более точно расположить заготовку для обработки. В результате зачистки деталей не появляются дефекты, закусы и заусеницы (такое часто происходит при обработке металлических деталей точильным кругом).
Для ленточных гриндеров продается множество вариантов лент с разной абразивностью. Имея в хозяйстве их целый набор, можно выполнять работу разной сложности.
Гриндер для УШМ — альтернатива стационарному устройству
Устройство для УШМ станет хорошей заменой стационарному гриндеру. Его можно использовать для разных работ, требующих оперативности: например, отшлифовать паркетную деталь или кафельную плитку, мелкие металлические изделия.
Небольшая шлиф-машинка с абразивной лентой станет хорошей заменой для стационарного устройства. Расходный материал выбирается индивидуально под выбранную модель мини-гриндера. Но, он отличается высокой стоимостью. Проще приобрести кольцевую ленту для стационарного станка нужной длины, потом просто разрезать на части с учетом ширины вала.
Модели гриндеров для бытового использования
Применение гриндера в быту должно быть оправдано. То есть, не нужно приобретать установки с большим количеством режимов, которые в дальнейшем не будут использоваться. Выбирать прибор нужно сугубо по назначению. Посмотрите ниже три заслуженные модели. Возможно какая-то из них вам и подойдет.

ЭНКОР Корвет-51
Идеальный станок для обработки небольших деталей. Отличается хорошей зачисткой поверхностей из МДФ, ДСП, композита, металла. Для станка предусмотрен транспортирный уклон и возможность переустанавливать и регулировать рабочую поверхность.
- удобный для работы;
- компактный;
- недорогой.
- сильная вибрация во время работы;
- обязательная фиксация станины.
Jet 10-20 PLUS 628900M
Достаточно компактный вариант для небольших мастерских в домашнем хозяйстве. Оснащен мощным асинхронным двигателем, который подключается и работает от сети 220 Вольт. Есть возможность заменить оснащение с целью декоративно оформить обрабатываемые поверхности.
- простое управление;
- высокая точность обработки;
- надежность и безопасность.
- дорого стоит;
- есть необходимость регулярно поправлять ленту.
Einhell TC-US 400
Популярная стационарная модель, предназначенная для эффективного шлифования пластиковых и деревянных элементов. Устройство имеет долгий гарантийный срок и большую продолжительность сервисного обслуживания.
- качество сборки (отсутствие вибрации)
- низкий уровень шума;
- возможность подключать промышленный пылесос.

Заключение
Выбор гриндера для домашнего использования полностью строится на анализе деятельности, которую нужно будет выполнять на устройстве. Отсюда следует, что игнорировать такие параметры, как мощность, скоростной режим и дополнительный функционал не рационально. Без их учета нельзя подобрать по-настоящему качественный агрегат для своей мастерской.
Сегодня я покажу пожалуй самый простой, дешёвый, и при этом эффективный способ обработки урезов на любом кожаном изделии. Это будет отличный опыт, который ты точно будешь использовать.
Ставь лайк и поехали!
Урезом называют "торец" или "срез" кожи, т.е. её видимая толщина. В изделии необработанный урез,чаще всего, выглядит "не очень", особенно со временем (разумеется в случае когда его видно).
Что нам понадобится?
Инструменты:
Из инструментов нам понадобится в первую очередь мини гриндер . Вместо него можно использовать обычный гриндер, финишер или ленточную шлифмашину закреплённую вверх лентой. В крайнем случае, можно обойтись бормашиной с абразивной насадкой по дереву. Бормашина , или как её называют в народе "Дремель", нам также будет необходим.
Также мы будем использовать сликер.
Эти инструменты крайне необходимы кожевнику, потому что не только этот, а практически любой способ обработки урезов, не обходится без них.
В данном способе мы будем использовать пожалуй самую НЕдорогую химию: это КМЦ и воск.
КМЦ - определённый тип обойного клея, который включает в свой состав вещества, которые впитываясь в кожу "уплотняют" её, не лишая при этом эластичности.
Такой пакетик КМЦ обошёлся мне всего в 44 рубля, он вполне подходит, и его может хватить на пол жизни. Однако, при наличии возможности, я бы рекомендовал приобремать клей КМЦ подороже, его удобней и быстрей разводить и легче наносить равномерно.
Воск - лучше использовать твёрдые воски или специальные составы на их основе, но я сегодня буду использовать обычный пчелиный воск, чтобы показать, что и его можно использовать довольно эффективно.
Начнём
Посмотрите видео, где наглядно показаны все этапы, а после я всё подробно поясню.
Начинаем с того, что выравниваем на гриндере все видимые урезы, особенно в тех местах, где сшиты две детали, урезы которых образуют единый край.
Нужно не только убрать неровности, которые могли получиться при раскрое, но и выровнять смежные урезы в единую плоскость.
Далее начинается обработка бормашиной с цилиндрической абразивной насадкой для дерева. Сейчас мы должны сгладить острые грани урезов после выравнивания гриндером.
Здесь не стоит прикладывать значительные усилия, чтобы насадка не "зарывалась" в кожу, а только слегка снимала фаску. Движения должны быть лёгкие и плавные, но при этом быстрые и уверенные. Наклон оси инструмента относительно плоскости уреза - около 45 градусов.
Стоит заметить, что шуруповёрт или дрель, не смогут заменить бормашину, т.к. количество оборотов в минуту у них значительно меньше чем нам необходимо.
Переходим к ручной обработке: разводим КМЦ до состояния густого "клейстера" - можно взять пропорцию из инструкции, только уменьшить количество воды примерно в 1,5 раза.
Наносим КМЦ на урезы, снимаем излишки, растираем пальцем и приглаживаем сликером.

При этом некоторые работы удобнее выполнять на точиле – в основном это заточка инструмента для металлообработки – фрез, резцов, свёрл. Ещё раз оговоримся, что здесь мы не обсуждаем серьёзные станки со шлифовальными кругами, применяемые для бесцентрового или глубинного шлифования. Также речь не идёт омощныхленточно-шлифовальных станках для лент шириной 75-150мм, таких, как STALEX или FEINGRIT, говорим именно о небольших станках под ленты шириной 50мм.
Гриндер или точило?
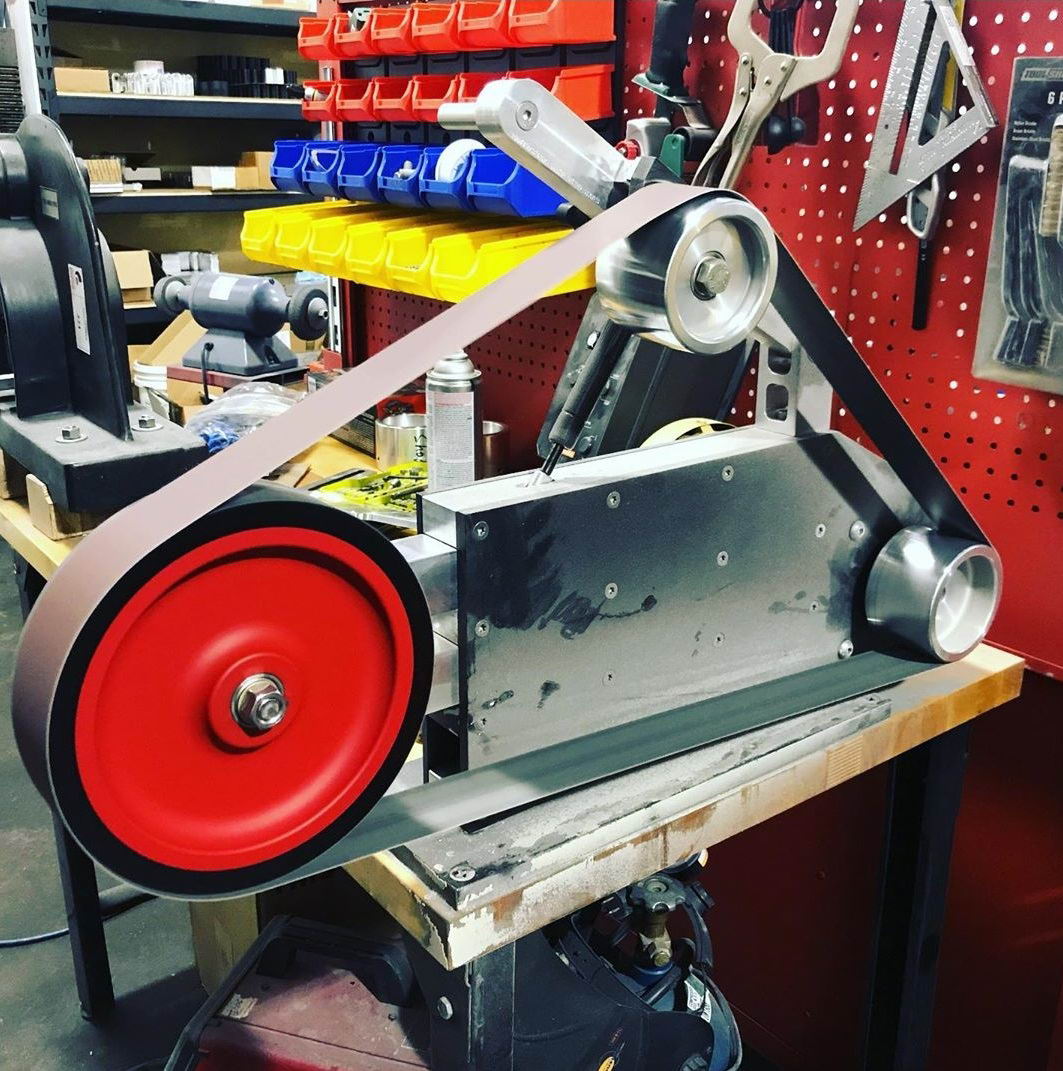
Многие мастера по старинке делают все небольшие шлифовальные работы на заточном станке, но, когда в мастерской появляется гриндер, на долю точила остаётся процентов 10-15 задач, всё остальное удобнее, быстрее и безопаснее сделать при помощи шлифовальной ленты.
Работа на гриндере осуществляется бесконечными шлифовальными лентами. Этот вид расходных материалов очень удобен в эксплуатации – замена лент производится почти моментально и без применения дополнительных инструментов. Ассортимент шлифовальных лент позволяет выполнять огромный круг работ – контуровка, обдирка, зачистка, шлифовка, полировка, заточка, нанесение направленной риски, очистка от ржавчины и старых покрытий.
При работе на шлифовальной ленте от заготовки лучше отводится температура, чем при работе на шлифовальном круге. При любой работе, связанной со шлифовкой, более низкая температура в рабочей зоне очень важна – продлевается срок работы шлифовальной ленты, меньше шанс перегреть заготовку.
Важный момент – безопасность работы. Разумеется, при работе на любом станке необходимо использовать средства индивидуальной защиты – очки и респиратор, по желанию также беруши или наушники. Но очевидно, что ущерб от разрыва ленты нельзя сравнить с возможным ущербом от разлетевшегося шлифовального круга при работе на точиле.


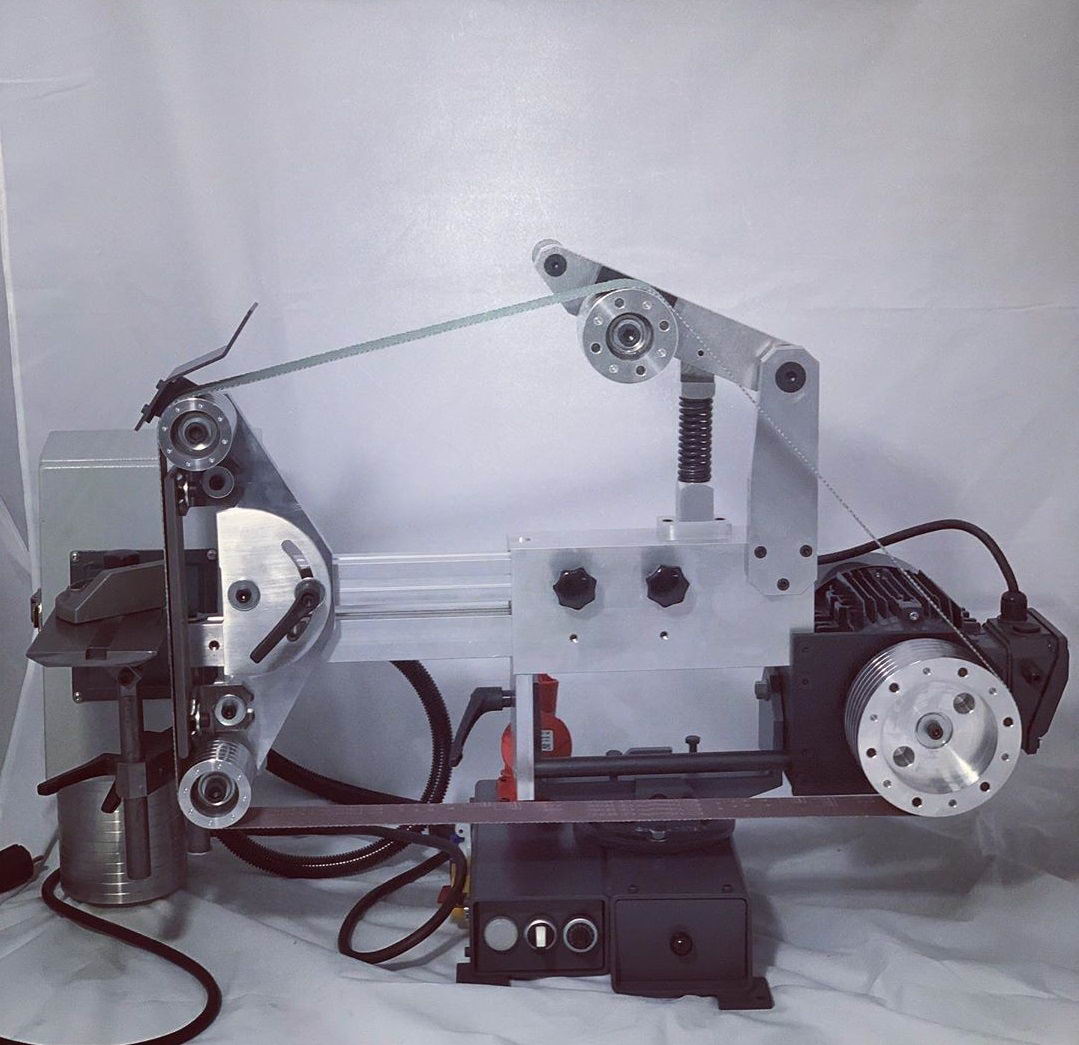
Основные детали
Двигатель гриндера. Мощность двигателя имеет значение! На маломощном двигателе, например 0,5кВт, можно остановить ленту, просто плотнее прижав заготовку. Ясно, что нормальной работы не получится. Рекомендуем мощность двигателя 1,5 — 3 кВт, этого достаточно для поддержания постоянных оборотов при шлифовании.
Стоит отметить, что приведённые скорости работы на гриндере являются рекомендуемыми, исходя из максимальной производительности ленты и съёма металла, на практике же каждый мастер выбирает наиболее комфортную лично для него скорость. Например, рекомендованная в теории скорость работы лентами с карбидом кремния – 40 м/с, вряд ли будет комфортной для кого-то, на такой скорости к гриндеру страшно подходить.
Читайте также: