
Скорость обработки дерева на чпу
Обновлено: 15.09.2024
Прошу помощи по подбору скорости вращения, подаче и фрез
Фрезерные и гравировальные станки для обработки мягких материалов (дерево, пластики, мягкие металлы).
Прошу помощи по подбору скорости вращения, подаче и фрез
Имеется трехосевой станок из фанеры по подобию "Графа". Шпиндель 500 Вт, макс 12000 об/мин. Управление Mach3 через LPT. Создание УП в ArtCam 2012(G-Code mm.tap).
1. Прошу совета по роспуску фанеры толщиной 4 и 2 мм ( скорость подачи, обороты и какие фрезы лучше использовать и если у кого есть проверенный магазин). Имеются фрезы такого типа:
Вчера распускал фанеру 4 мм фрезой 2 мм на 12000 об/мин и подаче 200 мм/мин (слой за проход по 1 мм), много сколов и подгорела фреза. Временно можно ли оптимизировать работу такими фрезами и подскажите, пожалуйста, параметры для этих фрез.
2. И второй вопросик: резал 2 окружности(см. фото)
и внутренняя окружность сместилась относительно внешней( на фото не совсем видно).И кстати мелкие детальки и пазы(а именно заходы на внешних углах получились круглыми) тоже немного неровно вышли. Могло ли это быть следствием изменения скорости подачи "на лету" (поставил на паузу, поменял скорость во вкладке Motor Tuning (уменьшил, была подача 300 мм, уменьшил до 200) и продолжил работу)? G-код проверил в NC-Corrector, там все ровно.
Лучше кукурузы использовать, я брал самый дешевый набор с али) вполне себе не плохое качество.
Глубина за проход не должна превышать половину диаметра фрезы, иногда этим можно пренебречь.
Народ поделитесь опытом, кто какую скорость подачи используете при обработке дерева.
Интересуют следующие моменты. Мощность шпинделя. И в зависимость от вида древесины и типа фрезы, обороты шпинделя, скорость подачи, скорость врезания.
Думаю многим начинающим будет интересно узнать на каких скоростях резать.
2 Ответ от GREEN7 2017-10-10 23:53:11
Народ поделитесь опытом, кто какую скорость подачи используете при обработке дерева.
Интересуют следующие моменты. Мощность шпинделя. И в зависимость от вида древесины и типа фрезы, обороты шпинделя, скорость подачи, скорость врезания.
Думаю многим начинающим будет интересно узнать на каких скоростях резать.
Простите, но это , почти все - зависит от возможностей ВАШЕГО станка, какая его жесткость, какие двигатели стоят . Вы напишите его параметры, фото опубликуйте - тогда хоть что то, и то - на глаз, Вам можно будет посоветовать, или экспериментируйте опытным путем, увеличивая скорость и глубину врезания (но не одновременно) до того , как станок начнет пропускать шаги, и от этого значения откатитесь на 20-30 %
3 Ответ от podan 2017-10-11 09:23:25
Народ поделитесь опытом, кто какую скорость подачи используете при обработке дерева.
Интересуют следующие моменты. Мощность шпинделя. И в зависимость от вида древесины и типа фрезы, обороты шпинделя, скорость подачи, скорость врезания.
Думаю многим начинающим будет интересно узнать на каких скоростях резать.
Простите, но это , почти все - зависит от возможностей ВАШЕГО станка, какая его жесткость, какие двигатели стоят . Вы напишите его параметры, фото опубликуйте - тогда хоть что то, и то - на глаз, Вам можно будет посоветовать, или экспериментируйте опытным путем, увеличивая скорость и глубину врезания (но не одновременно) до того , как станок начнет пропускать шаги, и от этого значения откатитесь на 20-30 %
На счет двигателей и жесткости станка я это все понимаю. И для своего станка я вычислил скорость работы. И буду еще экспериментировать с этим вопросом. У меня довольно слабые двигатели и низкая жесткость. Шпиндель 600 ват. Пока работал с мягкими породами дерева и цилиндрическими пазовыми и спиральные фрезами от 3 до 6 мм. Обороты установил в районе 16000. Скорость подачи использую 400 мм/мин, скорость врезания 100 мм/мин. Фрезы не горят. И режимы я действительно подбирал экспериментально. И дальше буду изучать этот вопрос.
А интересуют меня то, какие настройки используют другие, в зависимости от породы дерева, вида фрезы и вида обработки (черновая, чистовая)
4 Ответ от ygordom 2017-10-11 11:53:56
А интересуют меня то, какие настройки используют другие, в зависимости от породы дерева, вида фрезы и вида обработки (черновая, чистовая)
5 Ответ от podan 2017-10-11 14:56:38
Предварительно черновую обработку делаете или режете сразу на полную глубину чистовой. Если делаете черновую, то на каких скоростях и какой фрезой?
6 Ответ от ygordom 2017-10-11 15:18:55
Если делаете черновую, то на каких скоростях и какой фрезой?
Черновую делаю, скоростя такие-же, фреза 4-6мм, шаг 50% от диаметры черновой. я маленьких изделий не делаю, станок 2-х метровый позволяет разгуляться.
7 Ответ от podan 2017-10-25 16:10:20
Нашел следующие формулы
Обороты шпинделя вычисляются по формуле
n = (V *1000) / (3.14 * d)
n (об/мин) - обороты шпинделя
V (м/мин) - скорость резания (выбирается из таблицы)
d (мм) - диаметр фрезы
Формула для скорости подачи
f (мм/мин) = n (об/мин) * fz (мм) * z (шт)
f (мм/мин) - скорость подачи
n (об/мин) - обороты шпинделя
fz (мм) - подача на зуб
z (шт) - количества лезвий

Таблица с параметрами V и Fz для расчета
8 Ответ от ygordom 2017-10-25 16:15:07
На практике мало кто придерживается этих формул, сам ни разу не работал по расчетам оборотов скорости подачи.
И фрезы не ломались, только по глупости пару раз за струбцину задел ))))
Естественно если на скорости 5000 бук фрезеровать, тут никакая фреза не выдержит ))))
9 Ответ от podan 2017-10-25 19:11:03
На практике мало кто придерживается этих формул, сам ни разу не работал по расчетам оборотов скорости подачи.
И фрезы не ломались, только по глупости пару раз за струбцину задел ))))
Естественно если на скорости 5000 бук фрезеровать, тут никакая фреза не выдержит ))))
Я пока ещё то же ни одной не поломал, хотя косяки по глупости то же случались.
А как насчет подгорания фрез, не горят? Я так понимаю если фреза греется, значит нужно либо обороты на фрезере убирать, либо скорость подачи увеличивать. Ну и нужно постоянно следить что бы не тупились.
Интересно а почему по формулам ни кто не работает. Может они не верные.
10 Ответ от ygordom 2017-10-25 19:35:40
А как насчет подгорания фрез, не горят?
Начинают гореть когда тупятся.
Ну и нужно постоянно следить что бы не тупились.
Я не слежу, да и как уследить. примерно считаю сколько картин она отработала (ставлю полоски на футляре), скажу так: на 4-5 картин размером 400х500 в среднем хватает, это стабильно замечено, если фрезеровать дальше, на 6 картине появляется запах древесины жженной, дальше бывало такое когда экспериментировал до дыма доходило, ну и следующий этап-это возгорание
Интересно а почему по формулам ни кто не работает. Может они не верные.
Почему не верные, если постоянно высчитывать формулы, времени на фрезеровку и не останется, лично я считаю так, если придерживаться формул, ну возможно, повторю-ВОЗМОЖНО, и увеличу работоспособность фрезы ну максимум на пол картины, зато потеряю на времени на столько-же, и к тому-же что фрезы по 250 рублей покупаю на алике не вижу смысла с этим заморачиваться, даже если 1фреза-1 картина, это окупается моментально. Вот как-то так.
11 Ответ от podan 2017-10-25 19:41:00
Почему не верные, если постоянно высчитывать формулы, времени на фрезеровку и не останется
Так ведь можно маленькую программу написать. Запустил, выбрал фрезу, материал и получил скорость. Две минуты на все про все.
12 Ответ от ygordom 2017-10-25 19:56:39
Можно, в нашей работе все можно , и скрипты писать, и стратегию УП-шки под фрезы корректировать, смысла не вижу, но это дело личное, каждый по своему режет, некоторые стомесками рельеф поднимают и ничего получается
13 Ответ от deda.an 2017-10-25 20:27:18
Можно, в нашей работе все можно , и скрипты писать, и стратегию УП-шки под фрезы корректировать, смысла не вижу, но это дело личное, каждый по своему режет, некоторые стомесками рельеф поднимают и ничего получается
+100500. Полностью согласен. Только практика,личные наблюдения и пробы разных вариантов.
Даже взять две, например дубовые заготовки, а пилит по разному. чуть другая фактура. плотность и т.д. и все эти теоретические разработки остаются не у дел.
Конечно, они могут дать какую то точку отсчета. но полностью их соблюдать я тоже не вижу смысла. Тем более у всех разные станки, фрезы,материал, да и задачи у каждого свои.
Хотя для металла скорее всего эти таблицы и нужны. не знаю. с металлом не работал.
А с деревом. вы правы. пилить. пилить. пилить. И результат будет.
14 Ответ от podan 2017-10-25 21:04:14
Скорость подачи на всех породах 2500-3000, врезание 1500, обороты 22000.
Пробовал скорость подачи 1000-1500, разницы никакой, только по времени в 2 раза дольше.
Черновую делаю, скоростя такие-же, фреза 4-6мм, шаг 50% от диаметры черновой.
Полностью согласен. Только практика,личные наблюдения и пробы разных вариантов.
Даже взять две, например дубовые заготовки, а пилит по разному. чуть другая фактура. плотность и т.д. и все эти теоретические разработки остаются не у дел.
А поделись своими наблюдениями из практики на какой скорости, какими фрезами, по какому дереву и на каких оборотах работать. И как глядя на заготовку можно определить скорость обработки?
15 Ответ от deda.an 2017-10-25 22:14:51
Скорость подачи на всех породах 2500-3000, врезание 1500, обороты 22000.
Пробовал скорость подачи 1000-1500, разницы никакой, только по времени в 2 раза дольше.
Черновую делаю, скоростя такие-же, фреза 4-6мм, шаг 50% от диаметры черновой.
Полностью согласен. Только практика,личные наблюдения и пробы разных вариантов.
Даже взять две, например дубовые заготовки, а пилит по разному. чуть другая фактура. плотность и т.д. и все эти теоретические разработки остаются не у дел.
А поделись своими наблюдениями из практики на какой скорости, какими фрезами, по какому дереву и на каких оборотах работать. И как глядя на заготовку можно определить скорость обработки?

Саша Мухин: Кто пилит по дереву подскажите, какие фрезы брать? Сколько зубьев лучше?Какие подачи оптимально выставлять. Если примерно 12 оборотов в минуту фреза.
Если, что не так - подправляйте.

Простите, уточную 50 мм секунда? или минута?Чтобы дерево не горело.
50 мм/СЕК - достаточно высокая подача, применяю ее при обработке МДф, например.
Для древесины - лучше подачу уменьшать.
Горение может возникнуть:
- а. При очень маленьких подачах (сделайте до 5 мм/сек и увидте гарь).
- б. При использовании фрез не для деревообработки. У фрез по металлу стоит 4 ножа, что намного увеличивает трение - итог возгорание.
- в. При тупом инструменте;
- г. При вертикальном врезании на большие глубины фрезами, не предназначенными для этого.
Хуже всего, когда искру затягивает в пылесос. Там начинается процесс тления и возгорания, что даже приводит к пожарам. Есть на памяти пару примеров.

Андрей Троянов
5 дек 2010 в 17:10
"Для древесины - лучше подачу уменьшать."
не согласен
а вообще по поводу режимов резки: не бойтесь эксперементировать и ломать фрезы. сейчас все параметры ставлю на максимум, а оптимальный режим определяю по звуку(не ошибаюсь)
фотки позже выложу
Ну, впринципе, видимо речь идет все же о 3Д моделях, где присутсвуют черновая и чистовая обработка. Там действительно, при небольших припусках станок можно разогнать и до 100 мм/сек.
И уже включается процесс регулирования параметра разгона-торможения станка. но это уже совсем другая история.
Когда же обрабатывают фасады фасонными фрезами диаметрами до 50-70 мм и мощными шпинделями до 6кВт топят их в заговки до 10 мм за проход - там все становится гораздо медленнее.
разгон-торможение присутствует всегда(кроме серво-приводов). просто на маленьких подачах он не заметен, хотя смотря как это реализовано в контроллере. доводилось работать на оборудовании на котором даже на маленьких скоростях заметно торможение. заводские настройки разг-торм не меняются, вобщем на поворотах ребятам, первое время приходилось дорабатывать шкуркой. позже нашел выход: перед поворотами и углами в коде прописывал снижение оборотов, после соответственно увеличивал.
фасады на 10мм за один проход не резал (религия не позволяет))) резал за 2, врезание 600, резка 2500, обороты от диаметра фрезы, шпиндель 4кВт.
Кстати Андрей, спасибо за группу. надеюсь что здесь будет общаться более 2-х человек.
есть предложение сделать тему, этакий black job. в общем, список кампаний в которых не рекомендуется работать С УКАЗАНИЕМ ОБЪЕКТИВНЫХ ПРИЧИН. доводилось работать в не хороших кампаниях.жаль потраченное время-деньги. для тех кто ищет работу думаю будет полезно.
Я просто орг стекло привык резать) А там больше 120 в минуту не разгонишься, а то оно плавится начинает, и все криво становится)
чёт какое то противоречие получается. 120 в минуту чего? и какой диаметр инструмента, а лучше производитель и номер инструмента?
2 мм секунда, если так проще.
Фирму не помню диаметр 4 мм однозубая
очень странный способ. вообще акрилы и схожие по свойствам пластики я резал на скорости 30-50 мм/с ; 3-4мм за проход при 18000 об,оптимальная фреза (на мой взгляд) 3,175 однозубая (строго. винтовая) с хвостовиком 6мм и длиной режущей кромки 12мм. на пластиках толщиной более 3-4мм остаются следы от проходов. чтоб от этого избавиться, делам оффсет на 0,2мм и режем до предпоследнего прохода. на последнем режем без оффсета. также па последнем проходе можно налить в паз воды. качество реза при этом увеличевается
Основные термины для подбора правильных режимов резания
Обороты шпинделя, скорость рабочей подачи – это одни из основных понятий при настройке режимов резки. Это база, которая дается практически в любой специализированной литературе по работе с режущим инструментом. Ниже приведена краткая выжимка такой информации.

Шаг по Z — толщина слоя, который будет снимать фреза за 1 проход. В зависимости от задач, фрезеровка происходит за один, либо несколько проходов по Z.
Рабочая подача — это величина (обычно обозначаемая в миллиметрах в минуту) перемещения шпинделя станка по осям X и Y.
Подача врезания — это величина (обычно обозначаемая в миллиметрах в минуту) перемещения шпинделя станка в вертикальной плоскости, по оси Z.
Подача в одну минуту — величина перемещения шпинделя в миллиметрах за время, равное одной минуте. Формула для вычисления: подача на зуб фрезы, умножить на число зубьев фрезы и умножить на обороты фрезы в минуту.
Частота вращения – количество оборотов, совершаемых шпинделем в течении одной минуты.
Шаг – самый простой вариант – показать на примере. В целом, это величина смещения инструмента в мм либо в %, при обработке.
Что такое растр в обработке на фрезере с ЧПУ наглядно показано на фото ниже.

ВЫБОР РЕЖИМОВ РЕЗАНИЯ
Как мы выяснили выше, основными данным для определения режимов резки являются обороты шпинделя и рабочая подача (+ подача врезания). Выбор фрезы, ее размеров и формы определяется по нескольким факторам – размер обрабатываемой модели, качество детализации и прочие. Чтобы повысить детализацию в 3D обработке, необходимо уменьшить рабочий диаметр фрезы (в конических сферических фрезах – это размера кончика-сферы, на конце инструмента).



Расчет режимов резания (фрезеровки)
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) - путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же.
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz - подача на один зуб фрезы (мм)
z - количество зубьев фрезы
n - частота вращения шпинделя (об/мин)
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
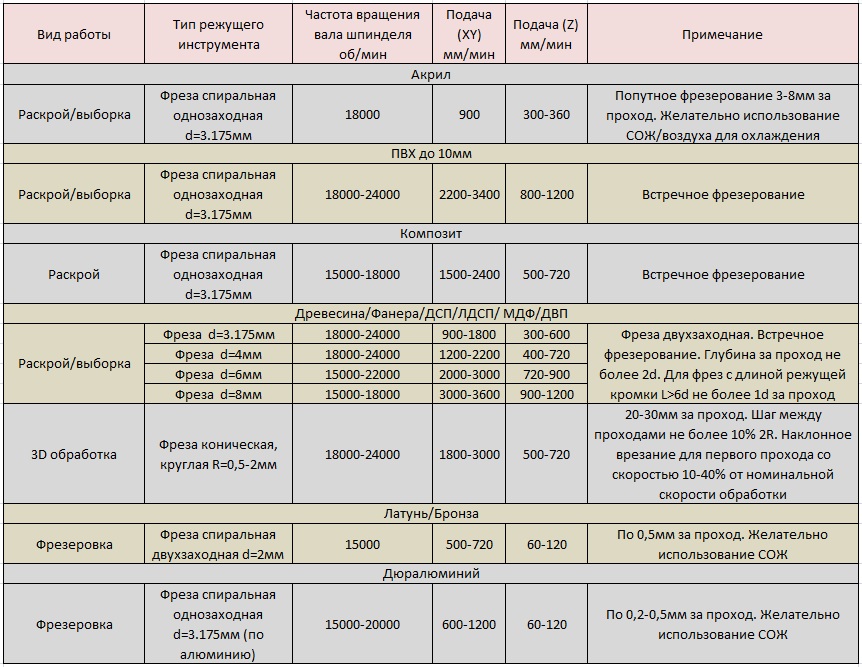
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Читайте также: