
Допуски и посадки гладких цилиндрических соединений презентация
Обновлено: 05.10.2024
Единая система допусков и посадок, принципы ее построения .
1. Понятие о взаимозаменяемости Взаимозаменяемость – это свойство независимо изготовленных деталей и узлов машин, и приборов обеспечивать возможность беспригоночной сборки (или замены при ремонте) сопрягаемых деталей в сборочную единицу, а сборочных единиц – в изделия при соблюдении предъявляемых к ним требований. Взаимозаменяемыми могут быть и изделия в целом. Взаимозаменяемость обеспечивается соблюдением в заданных пределах не только геометрических параметров сопрягаемых деталей, но и электрических, гидравлических, пневматических и других физико-механических параметров деталей и сборочных единиц машин, а также соблюдением кинематических и динамических параметров звеньев механизмов и т.п. Взаимозаменяемость может быть полной и неполной (ограниченная).
Ограниченно взаимозаменяемыми называются такие детали, при сборке или смене которых может потребоваться групповой подбор деталей (селективная сборка), применение компенсаторов, регулирование положения некоторых частей узла, пригонка. Тот или иной уровень взаимозаменяемости определяется эксплуатационными требованиями и требованиями рационального производства. Взаимозаменяемость базируется на стандартизации, нормативно-техническим документом, которой является стандарт, устанавливающий комплекс норм, правил и требований к объекту стандартизации.
Размер – числовое значение величины параметра (диаметр, длина и т.д.) в выбранных единицах измерения. Размеры подразделяют на номинальные, действительные и предельные. Номинальный размер – это размер, который служит началом отсчета отклонений и относительно которого определяются предельные размеры. Номинальный размер отверстия обозначают латинской прописной буквой , вала – латинской строчной буквой . Номинальный размер получают в результате расчетов (на прочность, жёсткость и т.п.) или выбирают из конструктивных и технологических соображений. При этом расчетное значение размера должно округляться до ближайшего нормального линейного размера по ГОСТ 6636-69.
Действительный размер – это размер элемента, установленный измерением. Предельные размеры – два предельно допустимых размера, в пределах которых должен находиться действительный размер детали (рис. 1, а , б ). Больший из двух предельных размеров называется наибольшим предельным размером ( D max , d m ах ), меньший – наименьшим предельным размером ( D min , d min ). Из этих определений следует, что для изготовления детали ее размер должен задаваться двумя предельно допустимыми значениями: наибольшим и наименьшим.
Рис. 1. Предельные размеры отверстия и графическое изображение его поля допуска: а – схема отверстия; б – изображение поля допуска отверстия
Отклонением размера называется алгебраическая разность между размером (действительный, предельный) и соответствующим номинальным размерами. Предельное отклонение – это алгебраическая разность между предельным и номинальным размерами. Различают верхнее и нижнее предельные отклонения, применяя при этом краткие термины – верхнее и нижнее отклонения. Верхнее отклонение – алгебраическая разность между наибольшим предельным и номинальным размерами. Верхнее отклонение отверстия обозначают буквами ES , вала – es .
Следовательно, ES = D max – D н ; (1) е s = d max – d н . (2) Нижнее отклонение – алгебраическая разность между наименьшим предельным и номинальным размерами. Нижнее отклонение отверстия обозначают буквами EI , вала – ei , тогда EI = D min – D н ; (3) е i = d min – d н . (4) Допуск ( Т ) – разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями.
Стандартный допуск ( IT ) – допуск, установленный системой допусков и посадок. Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами или верхним и нижним отклонениями и определяемое его положением относительно номинального размера (рис. 1, б ). Изобразить отклонения и допуски в одном масштабе с размерами детали практически невозможно. При графическом изображении полей допусков предельные отклонения размеров в условном масштабе откладываются от нулевой линии. Нулевая линия – это линия, соответствующая номинальному размеру.
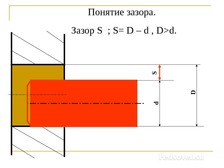
3. Посадка. Виды посадок Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки. Различают три вида посадок: посадки с зазором (рис. 2, а , б ); посадки с натягом; переходные посадки. Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала. Зазор ( S ) – это положительная разность между размером отверстия ( D ) и размером вала ( d ) (рис. 2, а ).
Рис. 2. Схема образования зазоров и натягов в соединении вал – втулка
При посадке с зазором размер отверстия всегда больше или равен размеру вала, следовательно, на схеме поле допуска отверстия располагается выше поля допуска вала (рис. 3, а , б , в ). Рис. 3. Графическое изображение полей допусков для посадок с зазором: а – отклонения размеров отверстия и вала положительные; б – отклонения размеров отверстия и вала отрицательные; в – отклонения размеров отверстия положительные, вала – отрицательные
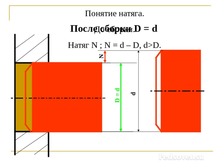
Натяг ( N ) – это отрицательная разность размеров отверстия и вала до сборки (рис. 2, б ) Наибольший натяг ( N max ) – это разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала: Наименьший натяг ( N min ) – это разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала. Посадки с натягом используются в тех случаях, когда необходимо передать крутящий момент или осевую силу без дополнительного крепления за счет сил трения, создаваемых натягом.
4. Единая система допусков и посадок Система допусков и посадок – это совокупность рядов допусков и посадок, закономерно построенных на основе теоретических и экспериментальных исследовании и оформленных в виде стандарта. В настоящее время разработаны и действуют системы допусков и посадок для следующих типовых видов сопряжения: гладких, конических, резьбовых, шпоночных, шлицевых и др. Системы допусков и посадок облегчают назначение точностных параметров деталей, ограничивая промышленность минимально необходимыми, но достаточными для реальных целей возможностями выбора.
В настоящее время большинство стран мира применяют системы допусков и посадок ISO ( Internationai Organisation for Standaztisation ), которые созданы для возможностей унификации национальных систем допусков и посадок. В нашей стране переход на единую систему допусков и посадок и основные нормы взаимозаменяемости, которые основаны на стандартах и рекомендациях ISO , начался с 1977г. Такой переход создает возможности для международной специализации и кооперирования при производстве деталей, сборочных единиц, технологической оснастки, машин и т.п.; обеспечивает повышение конкурентоспособности отечественной продукции на мировом рынке и эффективность научно-технического обмена между различными странами и др.
Рис. 4 . Возможное расположение полей допусков отверстий и валов в переходных посадках: а – поля допусков располагаются над нулевой линией; б – поля допусков пересекают нулевую линию; в – поля допусков располагаются под нулевой линией
Допуски. В каждом изделии детали разного назначения изготавливают с различной точностью, в зависимости от требований, предъявляемым к ним. Для нормирования требуемой точности установлены квалитеты (степени точности). Квалитет (степень точности) – совокупность допусков, соответствующих одному уровню точности для всех номинальных размеров. В ЕСДП установлено 20 квалитетов, обозначаемых в порядке увеличения допуска: 01; 0; 1; 2 … 18. Сокращенно допуск по одному из квалитетов обозначается буквами IT и номером квалитета, например IT 7 означает допуск по седьмому квалитету. Величина допуска для диапазона размеров от 1 до 500 мм, для квалитетов 2 … 18 ,
Закрепление материала Дайте определение взаимозаменяемости. Какой размер называется номинальным? Какой размер называется действительным? Дайте определение отклонения Дайте определение допуска Дайте определение посадки Какая система допусков и посадок применяется в настоящее время?
Домашнее задание Дайлидко А.А. Метрология, стандартизация и сертификация стр. 126-132 Иванов И.А. Урушев С.В. Метрология, стандартизация и сертификация стр. 142-150

Допуски и посадки цилиндрических соединений. Караваева Татьяна Николаевна. Химки 2020 год.

Схема номинального и предельных размеров отверстия

отверстие. Верхняя граница(ВГ) поледопуска. Нижняя граница (НГ)+0-DDmax. Dmin. Dr. EIESTDD – номинальный диаметр отверстия. Dr – действительный диаметр отверстия. ES – верхнее предельное отклонение отверстия. EI – нижнее предельное отклонение отверстия. TD – допуск отверстия. Dmax – наибольший предельный диаметр отверстия. Dmin – наименьший предельный диаметр отверстия

Схема номинального и предельных диаметров вала.

валd. Tdeiesdrdmindmax+_поле допуска вала0d – номинальный диаметр валаdr – действительный диаметр валаes – верхнее предельное отклонение валаei – нижнее предельное отклонение вала. Td – допуск валаdmax – наибольший предельный диаметр валаdmin – наименьший предельный диаметр вала вгнг

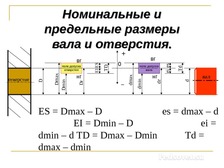
отверстие. DDmax. Dminполе допуска отверстия. Dr. ESEITD+0_dmaxdmindresei. Tddвал. Номинальные и предельные размеры вала и отверстия. ES = Dmax – D es = dmax – d EI = Dmin – D ei = dmin – d TD = Dmax – Dmin Td = dmax – dmin вгнгполе допуска валавгнг

Схема расположения полей допусков. D,des. ESAa. Gg. Hh. J jk. Kl,m x. L,M X+0_

Ø 100 j 01j 01j 0j 1j 17Ø100j0, Ø100+0,01-0,01Ø100j1, Ø100+0,02-0,02Ø100j17, Ø100+0,09-0,09 Всего квалитетов:01,0,1,2,3,……,17точность. Квалитеты точности. Квалитет – это совокупность допусков одного и того же квалитета для различных диаметров.

Посадки цилиндрических соединений.

Понятие зазора. Зазор S ; S= D – d , D>d. d. SD

Понятие натяга. До сборки. Натяг N ; N = d – D, d>D. DNd. D = d

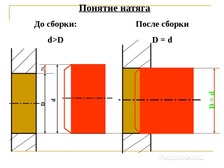
Dd. NДо сборки:d>DD = d. После сборки. D = d. Понятие натяга

D = d. Система отверстия. Dmax. Dmindmaxdmindmaxdmindmaxdmind. Поле допуска отверстия+0-Поле допуска отверстияd = DDmax. Dmindmaxdmindmaxdminвгнгвгнгdmaxdmin -поля допуска вала

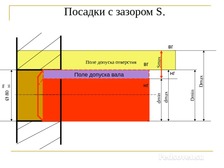
Посадки с зазором S.Ø 80 H6h6 Поле допуска отверстия. Smaxdmindmax. Dmin. Dmax. Поле допуска валавгнгвгнг

Посадки с натягом N. Поле допуска отверстияØ 80 H6k6d = DDmindmax. Nmaxвгнгполе допуска валавгнг
Презентация на тему: " Допуски и посадки цилиндрических соединений. Ильченко Марьяна Сергеевна методист ИМО МКУ «Центр обслуживания образовательных учреждений Благодарненского." — Транскрипт:
2 Схема номинального и предельных размеров отверстия
3 отверстие Верхняя граница(ВГ) поле допуска Нижняя граница (НГ) D Dmax Dmin Dr EI ES TD D – номинальный диаметр отверстия Dr – действительный диаметр отверстия ES – верхнее предельное отклонение отверстия EI – нижнее предельное отклонение отверстия TD – допуск отверстия Dmax – наибольший предельный диаметр отверстия Dmin – наименьший предельный диаметр отверстия
4 Схема номинального и предельных диаметров вала.
5 вал d Td ei es dr dmin dmax + _ поле допуска вала 0 d – номинальный диаметр вала dr – действительный диаметр вала es – верхнее предельное отклонение вала ei – нижнее предельное отклонение вала Td – допуск вала dmax – наибольший предельный диаметр вала dmin – наименьший предельный диаметр вала вг нг
6 отверстие D Dmax Dmin поле допуска отверстия Dr ES EI TD + 0 _ dmax dmin dr es ei Td d вал Номинальные и предельные размеры вала и отверстия. ES = Dmax – D es = dmax – d EI = Dmin – D ei = dmin – d TD = Dmax – Dmin Td = dmax – dmin вг нг поле допуска вала вг нг
7 Схема расположения полей допусков D,d es ES A a G g H h J j k K l,m x L,M X + 0 _
8 Ø 100 j 01 j 01 j 0j 1j 17 Ø100j0, Ø100 +0,01 -0,01 Ø100j1, Ø100 +0,02 -0,02 Ø100j17, Ø100 +0,09 -0,09 Всего квалитетов:01,0,1,2,3,……,17 точность. Квалитеты точности. Квалитет – это совокупность допусков одного и того же квалитета для различных диаметров.
9 Посадки цилиндрических соединений.
10 Понятие зазора. Зазор S ; S= D – d, D>d. d S D
11 Понятие натяга. До сборки. Натяг N ; N = d – D, d>D. D N dD = d После сборки D = d
12 D d N До сборки: d>D D = d После сборки D = d Понятие натяга
13 D = d Система отверстия Dmax Dmin dmax dmin dmax dmin dmax dmin d Поле допуска отверстия d = D Dmax Dmin dmax dmin dmax dmin вг нг вг нг dmax dmin -поля допуска вала
14 Посадки с зазором S. Ø 80 H6 h6 Поле допуска отверстия Smax dmin dmax Dmin Dmax Поле допуска вала вг нг вг нг
15 Посадки с натягом N. Поле допуска отверстия Ø 80 H6 k6 d = D Dmin dmax Nmax вг нг поле допуска вала вг нг
отверстие + поле Нижняя граница (НГ) D – номинальный диаметр отверстия Dr – действительный диаметр отверстия ES – верхнее предельное отклонение отверстия EI – нижнее предельное отклонение отверстия TD – допуск отверстия Dmax – наибольший предельный диаметр отверстия Dmin – наименьший предельный диаметр отверстия Dr Dmin Dmax D допуска TD EI ES Верхняя граница(ВГ) 0 -
Слайд 4

Слайд 5
es + нг d – номинальный диаметр вала dr – действительный диаметр вала es – верхнее предельное отклонение вала ei – нижнее предельное отклонение вала Td – допуск вала dmax – наибольший предельный диаметр вала dmin – наименьший предельный диаметр вала 0 dmax dmin ei поле допуска вала dr вал d Td вг _
Слайд 6
Номинальные и предельные размеры вала и отверстия. d нг dr dmin _ поле допуска вала Td 0 ei es вг dmax нг Dr Dmax Dmin отверстие D поле допуска отверстия TD вг EI ES + вал ES = Dmax – D es = dmax – d EI = Dmin – D ei = dmin – d TD = Dmax – Dmin Td = dmax – dmin

Слайд 7

Слайд 8
Квалитеты точности. Ø 100 j 01 j 01 j0 j1 j 17 +0,01 Ø100j0, Ø100 -0,01 +0,02 Ø100j1, Ø100 -0,02 +0,09 Ø100j17, Ø100 -0,09 Всего квалитетов:01,0,1,2,3,……,17 точность Квалитет – это совокупность допусков одного и того же квалитета для различных диаметров.
Слайд 9
Слайд 10
Слайд 11
Слайд 12

Слайд 13
Система отверстия -поля допуска вала вг нг dmax dmin d dmax dmin dmax dmin Dmax Dmin D=d Поле допуска отверстия + вг нг dmin dmax dmax dmin Dmin dmax dmin - Dmax 0 d=D Поле допуска отверстия
Слайд 14
Посадки с зазором S. вг нг dmin dmax h6 Ø 80 H6 Dmax нг Поле допуска вала Dmin Поле допуска отверстия Smax вг

Слайд 15
Посадки с натягом N. вг поле допуска вала нг Nmax Поле допуска отверстия вг dmax Dmin d=D Ø 80 k6 H6 нг
Слайд 16
Полный текст материала Презентация "Допуски и посадки цилиндрических соединений"; 9 класс смотрите в скачиваемом файле.
На странице приведен фрагмент.
Спасибо за Вашу оценку. Если хотите, чтобы Ваше имя
стало известно автору, войдите на сайт как пользователь
и нажмите Спасибо еще раз. Ваше имя появится на этой стрнице.

Есть мнение?
Оставьте комментарий
Упражнения на технику чтения и понимания прочитанного
Тонкости и секреты работы в Яндекс.Почте
Как работать с детьми с СДВГ в обычном классе?
Отправляя материал на сайт, автор безвозмездно, без требования авторского вознаграждения, передает редакции права на использование материалов в коммерческих или некоммерческих целях, в частности, право на воспроизведение, публичный показ, перевод и переработку произведения, доведение до всеобщего сведения — в соотв. с ГК РФ. (ст. 1270 и др.). См. также Правила публикации конкретного типа материала. Мнение редакции может не совпадать с точкой зрения авторов.
Для подтверждения подлинности выданных сайтом документов сделайте запрос в редакцию.
О работе с сайтом
Мы используем cookie.
Публикуя материалы на сайте (комментарии, статьи, разработки и др.), пользователи берут на себя всю ответственность за содержание материалов и разрешение любых спорных вопросов с третьми лицами.
При этом редакция сайта готова оказывать всяческую поддержку как в публикации, так и других вопросах.
Если вы обнаружили, что на нашем сайте незаконно используются материалы, сообщите администратору — материалы будут удалены.
Читайте также: