
Как производится посадка внутренних колец подшипников на буксовую шейку
Обновлено: 05.10.2024
Буксовые узлы с подшипниками качения делятся на узлы с цилиндрическими и сферическими роликовыми подшипниками. На железных дорогах СНГ применяются буксовые узлы только с цилиндрическими и сферическими роликовыми подшипниками.
С 1964 г. новые вагоны на сферических подшипниках не выпускаются, и к настоящему времени их удельный вес не превышает 5% от буксовых узлов с подшипниками качения и по мере выхода из строя они заменяются цилиндрическими подшипниками.
Основной буксовый узел современного вагона — это буксовый узел с цилиндрическими роликовыми подшипниками на горячей посадке, которыми оснащаются все типы пассажирских и грузовых вагонов. Весь пассажирский и около 80% грузового вагонного парка переведены на буксовые узлы с роликовыми подшипниками.
С 1982 г. все новые вагоны выпускаются только на роликовых подшипниках. Объясняется это тем, что вагоны на роликовых подшипниках более надежны в эксплуатации, чем на подшипниках скольжения. Отцепки вагонов и задержки поездов по грению букс на роликовых подшипниках в несколько раз меньше, чем на подшипниках скольжения.
Удельное сопротивление поездов при трогании с места снижается в 7—10 раз, а расход топлива или электроэнергии локомотивами — на 10%.
Кроме этого, при роликовых подшипниках возможно увеличение скоростей движения поездов и длины безостановочных участков, что приводит к повышению пропускной способности железных дорог и сокращению объема работы по обслуживанию поездов.
В буксовых узлах с подшипниками качения меньше расходуется цветных металлов и смазочных материалов, чем с подшипниками скольжения. Таким образом, буксовые узлы на подшипниках качения обладают лучшими техническими качествами, чем буксовые узлы на подшипниках скольжения.
Основными требованиями, предъявляемыми к буксовым узлам, являются: безотказность и долговечность работы в существующих условиях эксплуатации в течение установленных сроков службы, небольшая собственная масса; взаимозаменяемость и унификация деталей; простота выполнения монтажа и демонтажа узлов при ремонте и хорошая герметизация буксового узла.
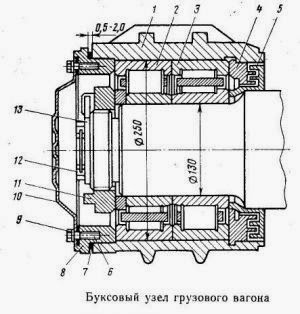
Буксовый узел с роликовыми подшипниками современного грузового вагона имеет корпус 1, в котором размещены два подшипника — передний 2 и задний 3 с цилиндрическими роликами.
Корпус закрыт со стороны колеса лабиринтными уплотнениями 4 и 5, а впереди крепительной 8 и смотровой 10 крышками с болтами 6 и шайбами 9.
Подшипники закреплены с торца корончатой гайкой, болтами 12 и стопорной планкой 13.
Между корпусом и крепительной крышкой установлено уплотнительное кольцо 7.
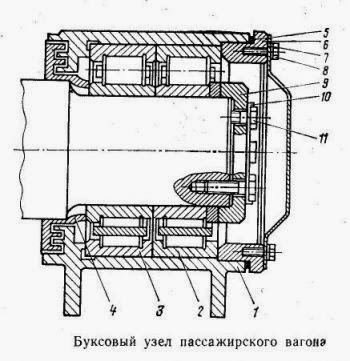
Типовой буксовый узел пассажирского вагона с креплением подшипников шайбой имеет корпус буксы передний 2 и задний 3 подшипники на горячей посадке, лабиринтное 4 и уплотнительное 5 кольца, крепительную 6 и смотровую 7 крышки, болты 8, торцовую шайбу 9, стопорную шайбу 10 и болты закрепляющие шайбу.
Корпус буксы предназначен для передачи нагрузки от массы вагона на шейку оси, ограничения перемещений колесной пары вдоль и поперек относительно рамы тележки и размещения подшипников.
В корпус буксы закладывают смазку. Конструкция корпуса буксы определяется схемой опирания рамы тележки на буксовый узел и конструкцией лабиринтной части его.
Корпус может быть изготовлен с опорными кронштейнами и сплошной лабиринтной частью либо с пазами для челюстей и с впрессованной лабиринтной частью.
Корпус буксы грузового вагона с цельной лабиринтной частью 2 представляет собой отливку из стали марок 20ФЛ, 20ГЛ.
Для получения мелкозернистой структуры отливки корпуса букс подвергаются термической обработке. В стенках отливки передней части делают отверстия с нарезкой под болты М20 для закрепления крепительной крышки. В задней части корпуса растачиваются кольцевые лабиринтные канавки 2.
По бокам в корпусе сделаны приливы и пазы для соединения с боковое рамой тележки. Для равномерного распределения нагрузки между роликами вдоль образующей на потолке буксы сделаны ребра 3 жесткости, а для опоры рамы тележки — ребра 4.
Внутренний диаметр корпуса растачивается по размеру 250 мм. Масса стальной буксы 45 кг.
Вагонный парк в опытном порядке начинает оснащаться корпусами букс из алюминиевого сплава АМГ-6, что позволяет снизить массу необрессоренных элементов и улучшить взаимодействие вагонов с верхним строением пути.
Корпус роликовой буксы из алюминиевого сплава АМГ-6 по своей конструкции имеет большое сходство с корпусом, изготовленным из стали.
Внутренняя цилиндрическая поверхность нового корпуса обрабатывается с отклонением 250 мм что обеспечивает нормальную посадку подшипников.
Корпус буксы из сплава АМГ-6 имеет массу 15,3 кг, что почти в 3 раза легче стального. Крепительные крышки и корпуса букс из алюминиевого сплава соединяют стандартными болтами и пружинными шайбами. Как показали результаты наблюдений, корпус из сплава АМГ-6 удовлетворяет условиям прочности для современных и перспективных условий эксплуатации подвижного состава. Его достоинство— стабильность механических параметров в течение длительного времени, а также улучшение взаимодействия вагона и пути.
Корпус буксы пассажирского вагона выполнен заодно целое с лабиринтной частью. В нижней части корпус с обеих сторон имеет кронштейны с отверстиями 2, через которые пропущены шпинтоны.

На кронштейны опираются пружины буксового подвешивания, а на них — рама тележки. Для обеспечения рационального распределения нагрузки на ролики подшипников свод корпуса букс имеет переменное сечение. С передней стороны корпуса буксы, к которому может крепиться промежуточная часть редукторно-карданного привода, поставлены шпильки. Они ввернуты в отверстия для болтов крепительной крышки.
В потолке буксы пассажирского вагона делается не сквозное отверстие М16X1.5 для постановки термодатчика, предназначенного для контроля температуры нагревания буксового узла при движении поезда.
Лабиринтное кольцо и лабиринтная часть корпуса препятствуют вытеканию смазки из буксы и попаданию в нее механических примесей.
Кроме этого, кольцо фиксирует положение корпуса буксы на шейке оси. Кольцо, изготовленное из стали марок Ст5 и ОсВ, насаживают на пред под ступичную часть оси в горячем состоянии при температуре 125— 150 °С.
После остывания кольцо удерживается на оси за счет на тяга 80— 150 мкм.
Крепительная крышка уплотняет и фиксирует наружные кольца подшипников в буксе. Крышку отливают из мартеновской или электростали марок 20ФЛ, 20ГЛ либо из стали II группы. После отливки крышка подвергается термической обработке, затем передается на механическую обработку. В зависимости от типа буксового узла крепительные крышки могут иметь четыре или восемь отверстий для их крепления к корпусу.
Смотровая крышка необходима для промежуточной ревизии буксового узла и обточки колесной пары без демонтажа букс. Крышку изготавливают штамповкой из стали Юкп (ГОСТ 1050—74) либо из алюминия АЛ9. Смотровую крышку присоединяют к крепительной при помощи четырех болтов M12.
Детали торцового крепления подшипников служат для предотвращения сдвига внутренних колец в осевом направлении. К ним относятся: корончатые торцовые гайки, стопорные планки, специальные шайбы и болты для крепления планок шайб.
Изготавливают эти детали из стали Ст5 либо 40Л1 методом точного литья.
Корончатые гайки обычно изготавливают шестигранными с одиннадцатью пазами для постановки стопорной планки. Планку укрепляют в пазу торца оси двумя болтами диаметром 12 мм, скрепляемыми вязальной проволокой.
В колесных парах с роликовыми буксовыми узлами современных вагонов для торцового крепления подшипников применяются специальные шайбы. Шайбы изготавливают двух разновидностей, с тремя или четырьмя отверстиями для постановки болтов.
Материалом для изготовления шайб является сталь СтЗ.
Для крепления шайб на торцах шеек осей имеются отверстия с нарезкой, куда ввертывают крепежные болты. В центре шайбы предусмотрено отверстие большого диаметра для обеспечения установки центра станка при обточке поверхности катания колес, производимой без демонтажа буксовых узлов.
Кроме перечисленных деталей, в буксовом узле используются уплотнительные прокладки, кольца, пружинные шайбы, бирки и др. Внутри корпуса буксы обычно размещаются два подшипника качения. Подшипники для грузовых и пассажирских вагонов железных дорог МПС единые.
Это радиальные подшипники с цилиндрическими роликами размером 130X250X80 мм.
Задний подшипник имеет номер 30-42726 ЛМ, а передний — номер 30-232726Л1М.
По этим номерам можно судить о размерах подшипника, его серии, конструкции, типе, точности изготовления. Эти подшипники выполнены разъемными: наружное кольцо, сепаратор, ролики образуют отдельный блок, который свободно снимается и надевается на внутреннее кольцо. Такая конструкция упрощает технологию монтажа и демонтажа буксового узла, поэтому она находит широкое применение в вагоностроении.
Внутренние кольца подшипников неподвижно посажены на шейку оси и вращаются вместе с ней, а наружные свободно установлены в корпусе буксы и удерживаются крепительной крышкой. Неподвижность крепления внутренних колец на шейке оси достигается за счет натяга, равного 40— 70 мкм.

Таблица 5.1
Перечень деталей подшипников буксового узла, подвергаемых неразрушающему контролю
Зоны контроля
Методы контроля*
Виды работ, при которых проводится контроль
Внутренние кольца, напрессованные на шейки оси
При полном освидетельствовании колесной пары
Внутренние кольца свободные
Наружные кольца свободные
Наружная и внутренняя поверхность
Места сопряжения перемычек с основаниями
Рис. 9, Приспособление для измерения радиальных зазоров 1 - конусная оправка; 2 - эталонное кольцо; 3 - оправка; 4 - гайка; 5 – стойка.
Рис.11. Удлинитель для ножки индикатора при измерении радиальных зазоров с использованием седлообразного приспособления
Среднее значение диаметра отверстия внутреннего кольца, мм
I 129,992 -130,000
II 129,983 -129,991
III 129,975 -129,982
Рис.13 а. Скоба рычажная
Рис.13 б. Настройка рычажной скобы
Рис.13 в. Измерение рычажной скобой шейки оси
Рис.14. Инструмент для исправления и калибровки резьбы М110х4 на оси
Рис.16. Торцевые гайки а), б) с проточкой прямоугольной формы-в) с проточкой ступенчатой формы; г) с выточкой.
Рис.17. Тарельчатые шайбы а) для крепления четырьмя болтами; б) для крепления тремя болтами.
Рис.18. Шайба стопорная для стопорения болтов М20 при торцевом креплении шайбой тарельчатой и четырьмя болтами
Рис.19. Шайба стопорная для стопорения болтов М20 при торцевом креплении шайбой тарельчатой и тремя болтами
Рис. 20. Подкладка для предохранения повреждения крышек из алюминиевого сплава
Рис. 21. Болт М20х60.4.8 для крепления торцевой шайбы
5.3. Монтаж буксовых узлов
5.3.1. Общие требования.
5.3.1.1. Монтаж букс с роликовыми подшипниками можно осуществлять на поточной линии с применением механизированных стендов или ручным способом. При работе с применением стенда колесные пары поочередно подают к этому стенду, при помощи которого завертывают торцевые гайки или болты М20, болты М12 стопорных планок и М20 крышек букс. При ручном способе требующие монтажа буксы и колесные пары устанавливают в ряд на рельсовый путь монтажного отделения.
Монтаж букс с применением стендов производят по технологическому процессу демонтажа и монтажа вагонных букс на роликовых подшипниках с применением средств механизации и автоматизации.
5.3.1.2. К монтажу допускаются подшипники и колесные пары, имеющие температуру окружающей среды. Поэтому монтаж букс необходимо производить не ранее, чем через 12 часов после обмывки колесных пар в моечных машинах и не ранее, чем через 2 часа после обточки кругов катания колес при ремонте, а подшипники - не ранее, чем через 8 часов после обмывки их в моечной машине. Монтаж букс с роликовыми подшипниками после демонтажа букс со снятием внутренних колец или новом формировании необходимо производить с обеспечением условий, предусмотренных пп. 5.2.2.4., 5.2.6.1. настоящих Инструктивных указаний, так как для качества закрепления подшипников на шейке оси существенное значение имеет точность произведенных замеров шеек осей и отверстий внутренних колец подшипников. Монтаж букс с роликовыми подшипниками после демонтажа без снятия внутренних колец допускается производить не ранее, чем через 12 часов после обмывки колесных пар в моечных машинах и через 8 часов после обмывки блоков подшипников при условии, что разность температур между внутренними кольцами на шейке оси и блоками подшипников будет в пределах 3°С.
5.3.1.3. Весь измерительный инструмент, а также приборы, применяемые при монтаже букс и комплектовании подшипников, должны подвергаться периодической проверке, содержаться в абсолютной чистоте и полной
исправности.
5.3.1.4. Каждому измерительному инструменту присваивается
номер. Результаты периодической проверки и даты контроля заносят в журнал установленной формы, который периодически проверяют на заводах промышленности -инспектор железнодорожной администрации, на ремонтных заводах - начальник ОТК, а в депо - главный инженер.
5.3.1.5. За техническое состояние шеек, предподступичных частей осей и их размеры отвечают работники колесного производственного участка, а работники производственного участка роликовых подшипников, кроме того, несут ответственность также и за монтаж букс.
5.3.1.6. При монтаже все резьбовые соединения деталей буксового узла покрывают тонким слоем смазки ЛЗ-ЦНИИ, кроме резьбы на осях типа РУ1 и гайках М110.
Рис. 22. Монтажная втулка №1
5.3.2. Установка лабиринтного кольца.
5.3.2.1. Лабиринтные кольца для посадки на предподступичную часть оси подбирают по натягу, который создается за счет разности диаметров кольца и предподступичной части. Для определения натяга измеряют микрометрическим или индикаторным нутромером внутренний диаметр лабиринтного кольца, а микрометром - диаметр предподступичной части оси. Измерение производят в двух взаимно перпендикулярных направлениях. По результатам этих измерений определяют средние диаметры лабиринтного кольца и предподступичной части оси, по которым и производят подсчет натяга. Полученные средние арифметические значения отклонений от номинальных пишут на посадочной или боковой поверхности лабиринтного кольца, а для предподступичных частей осей - на наружной грани обода или на диске колеса. Диаметр лабиринтного кольца должен быть меньше диаметра предподступичной части оси на значение допускаемого натяга в пределах, указанных в п. 6.4.
5.3.2.2. Лабиринтное кольцо перед посадкой предварительно нагревают в электропечи, ванне или при помощи специального индукционного нагревателя до температуры 125°-50°С. При нагревании кольца в электропечи предподступичную часть покрывают тонким слоем масла трансформаторного, веретенного АУ или индустриального 12.
Рис. 23. Расположение угольника и щупа при проверке установки и плотности посадки лабиринтного кольца 1 - угольник; 2 - щуп.
При надевании лабиринтное кольцо должно упереться в торец предподступичной части оси. На шейку оси надевают монтажную втулку №1 (рис. 22), торцом которой наносят по лабиринтному кольцу удары, постепенно усиливающиеся по мере его остывания до получения чистого металлического звука. Разрешается подпрессовывать кольца гидравлическими устройствами.
5.3.2.3. После полного остывания шейки оси и лабиринтного кольца лекальным угольником проверяют в четырех диаметрально противоположных точках перпендикулярность торцевой поверхности лабиринтного кольца к посадочной поверхности шейки оси (рис. 23). Щупом измеряют зазор между торцевой поверхностью лабиринтного кольца и угольника. Пластина щупа толщиной 0,04 мм не должна проходить в зазор. Той же пластиной щупа проверяют прилегание лабиринтного кольца к торцу предподступичной части оси (щуп не должен проходить). После этого приступают к монтажу букс. Перед установкой буксы на шейку оси в лабиринтное кольцо закладывают смазку в количестве 100 г, равномерно распределенную по всему периметру.
Рис. 24. Расположение приспособлений при установке внутренних колец а) заднего подшипника; б) переднего подшипника 1 - монтажная втулка; 2 - направляющий стакан №2; 3 - внутреннее кольцо заднего подшипника; 4 - лабиринтное кольцо; 5 - внутреннее кольцо переднего подшипника.
Среднее значение диаметра отверстия внутреннего кольца, мм
1 130,043 -130,052
II 130,034 -130,042
III 130,025 -130,033
Рис. 26. Направляющий (предохранительный) стакан № 2
Рис. 27. Расположение корпуса буксы при установке блоков подшипника 1 - задний подшипник; 2 - передний подшипник.
Рис. 28. Расположение корпуса буксы при установке на шейку оси
5.3.3.5. Нагретое внутреннее кольцо заднего подшипника 3 (рис.24 а) бортом вперед надевают через направляющий стакан № 2 на шейку оси при помощи монтажной втулки № 1 (поз. 1) доводят до лабиринтного кольца 4.
5.3.3.6. После установки внутреннего кольца заднего подшипника на шейку оси устанавливают внутреннее кольцо переднего подшипника 5 (рис. 24 б). При этом обращают внимание на плотность его прилегания непосредственно к внутреннему кольцу заднего подшипника. Внутреннее кольцо переднего подшипника устанавливают так, чтобы его сторона со скосами была обращена к середине шейки, а плоский торец - к торцу шейки оси.
5.3.3.7. После снятия направляющего стакана 2 на шейку оси надевают плоское упорное кольцо 2 (рис. 25), затем при помощи гайки 1 все детали, надетые на шейку оси, затягивают в осевом направлении с применением ударного инструмента - молотка массой 3-5 кг. Допускается затягивать и производить последующее подтягивание гайки инерционным ключом или поджатием внутренних колец гидравлической установкой усилием не менее 200 кН (20 тс).
5.3.3.8. При торцевом креплении тарельчатой шайбой и болтами М20 поджатие осуществляют тарельчатой шайбой и четырьмя или тремя болтами М20, которые затем могут быть применены в торцевом креплении этой буксы. Момент затяжки каждого болта должен быть в пределах 200-300 Нм (20-30 кгс/м). Допускается применение технологических шайб и болтов М20.
5.3.3.9. По мере остывания внутренних колец, для обеспечения плотного прилегания их друг к другу и к лабиринтному кольцу, гайки М110 и болты М20 подтягивают. Кольца остаются затянутыми до полного остывания. Допускается принудительное охлаждение колец трансформаторным маслом с температурой от +15° до +20°С. После остывания колец до температуры окружающей среды гайку или шайбу, а также упорное кольцо, снимают. Плотность прилегания внутренних колец друг к другу и к лабиринтному кольцу контролируют щупом при разности температур между кольцами и окружающей средой не более 3°С. Пластина щупа толщиной не более 0,04 мм может войти в зазор между этими деталями на участке длиной не более 1/3 окружности.
5.3.3.10. В корпус буксы после покрытия его посадочной поверхности тонким слоем масла последовательно вручную вставляют блок (наружное кольцо с роликами) заднего подшипника 1 (рис. 27) так, чтобы сторона кольца с маркировкой была обращена к лабиринтной части буксы, и блок переднего подшипника 2 так, чтобы его торец с маркировкой был обращен к передней части корпуса. Запрещается постановка в буксы одной колесной пары подшипников с различными по материалу сепараторами.
Перед установкой блоков подшипников в корпус буксы ролики, дорожки качения и борта наружных колец смазывают маслами, оговоренными в п. 2.3.3. Смазывание блока подшипника производят из масленки с последующим многократным проворачиванием сепаратора с роликами в наружном кольце.
5.3.3.11. Роликовые подшипники, установленные в буксы, и проточки лабиринтной части буксы или лабиринтного кольца полностью заполняют по всему периметру смазкой. При этом в подшипниковые блоки и свободное пространство между задним подшипником и лабиринтным кольцом закладывают 0,5-0,6 кг смазки, а в лабиринтное уплотнение -0,1 кг.
5.3.3.12. Корпус буксы с установленными блоками подшипников надвигают на внутренние кольца (рис. 28). Тугое перемещение корпуса буксы означает, что были допущены нарушения в подборе радиальных зазоров. Корпус буксы с блоками подшипников на внутренние кольца должен устанавливаться свободно, без особого усилия. При этом запрещается устанавливать на одну колесную пару, буксы, корпуса которых изготовлены из алюминиевого сплава и стали.
Рис. 30. Расположение буксы с подшипниками при установке на шейку оси с разжимающей втулкой 1 - разжимающая втулка; 2 - корпус буксы.
Перед посадкой кольцо нагревается в электропечи или специальным индукционным нагревателем, или в масляной ванне до температуры 125—150 °С.
Лабиринтное кольцо надевается при помощи специальной монтажной втулки, торцом которой наносят по лабиринтному кольцу посадочные удары.
Оно должно упереться в торец предподступичной части. После полного остывания проверяют перпендикулярность торцовой поверхности лабиринтного кольца к посадочной поверхности шейки оси лекальным угольником.
В зазор между угольником и лабиринтным кольцом щуп 0,05 мм не должен проходить. Этот же щуп не должен помещаться между лабиринтным кольцом и торцом предподступичной части.
При монтаже подшипников на горячей посадке внутренние кольца подбираются по шейкам с учетом натяга 0,040—0,065 мм (при ремонте 0,030—0,065) мм.
Шейки измеряются рычажной микрометрической скобой, внутренние кольца — специальными приборами с ценой деления миниметра 0,001 мм (прибор 289М, УД2В, У-353 и др.). Нагрез внутренних колец производится до температуры 100—120°С таким же образом, как и лабиринтных колец.
Посадка колец производится с помощью специального направляющего стакана и монтажной втулки. При этом нужно обеспечить плотность прилегания колец друг к другу.
Внутреннее кольцо заднего подшипника надевается бортом к лабиринтному кольцу. После посадки внутренних колец ставится упорное кольцо и при помощи торцовой гайки или шайбы все детали затягивают в осевом направлении. Дальнейший монтаж производится после полного остывания сопрягаемых деталей.
В корпус буксы последовательно вставляют наружные кольца подшипников с сепараторами и роликами, и корпус буксы с блоками подшипников при помощи подъемных приспособлений надевают на шейку оси с насаженными на нее внутренними кольцами.
При монтаже подшипников на втулочной посадке в буксы вставляют задний подшипник основанием конуса внутреннего кольца в сторону крышки буксы. Вставляются дистанционное кольцо (когда задний подшипник сферический, а передний цилиндрический) и наружное кольцо переднего подшипника. На резьбу шейки навинчивают специальный направляющий стакан, и буксу надевают на шейку.
После снятия направляющего стакана вводят заднюю закрепительную втулку под внутреннее кольцо подшипника. Подшипник устанавливают на место до упора его внутреннего кольца в торец лабиринтного кольца при помощи специальной монтажной втулки, навинчиваемой на резьбовую часть шейки, после чего запрессовывают закрепительную втулку. Затем опять навинчивают направляющий стакан, и блок переднего подшипника надевают на шейку оси. Закрепительную втулку переднего подшипника вводят в отверстие внутреннего кольца и при помощи монтажной втулки внутреннее кольцо переднего подшипника доводят до упора в торец закрепительной втулки заднего подшипника. Производят запрессовку передней закрепительной втулки.
Закрепительные втулки запрессовывают механизированным способом на специальном монтажном стенде или вручную с помощью облегченного гидравлического пресса ПКБ ЦВ или пресса Рябова-Барковского. Во всех случаях сначала преварительно запрессовывают до давления 20 кН, а затем давление доводят до установленного. При этом контролируют продвижение втулки и ее выход.
Буксы с роликовыми подшипниками ж/д вагонов
В практике отечественного вагоностроения используются роликовые подшипники двух типов; с цилиндрическими короткими роликами (рис. 3.1,а) и со сферическими роликами — само-устанавливающиеся двухрядные (рис. 3. 1,6). Наибольшее распространение получили подшипники с цилиндрическими роликами. Подшипники обоих типов состоят из наружных колец 1, роликов 2, внутренних колец 3 и сепараторов 4. С 1961 г. подшипники выпускают с надежными беззаклепочны-ми сепараторами с прошивными окнами.
Как показал опыт эксплуатации, долговечность цилиндрических ролико-вых подшипников в 6—8 раз выше, чем сферических при одинаковых габаритных размерах. Долговечность подшипников определяется главным образом контактными напряжениями в месте соприкосновения роликов и наружных колец подшипников, а не возможностью самоустановки сферических подшипников в буксах вагонов, что часто считалось преимуществом этих подшипников.
Цилиндрические роликовые подшипники проще в изготовлении, легче и дешевле сферических.
Для массового оборудования грузовых вагонов в качестве типовых приняты буксовые узлы с установкой двух цилиндрических роликовых подшипников (рис. 3.2) с размерами 130Х250Х Х80 мм (где 130 мм — диаметр шейки оси, 250 мм — наружный диаметр подшипника и 80 мм — ширина подшипника на горячей безвтулочной посадке). Такие буксовые узлы состоят из корпуса буксы 2, крепительной крышки 1, двух подшипников 3, торцовой гайки 5, смотровой крышки 6. Букса уплотняется четырехкамерным лабиринтом, расположенным в корпусе буксы, и лабиринтным кольцом 4 с радиальным зазором 0,8 мм.
Характерной особенностью принятого варианта буксового узла является установка подшипников вплотную друг
к другу без промежуточных дистанционных колец [6].

Рис. 3.1. Роликовые подшипники:
а — с короткими цилиндрическими роликами; б — со сферическими роликами.
Рис. 3.2. Буксовый узел с подшипниками качения.
Для соединения роликовых подшипников с шейкой оси и корпусом буксы применяются втулочная посадка на конической закрепительной втулке и без-втулочная — на горячей посадке.
Втулочная посадка подшипника на шейку оси (рис. 3.3) обеспечивается с помощью конусной разрезной закрепительной втулки 5, которая, являясь деталью подшипника (/ — наружное кольцо; 2 — ролики; 3—
сепаратор; 4 — внутреннее кольцо), запрессовывается между шейкой оси 6 и внутренним кольцом 4 подшипника.
Втулочная посадка не требует индивидуального подбора подшипников к шейке оси по натягу и позволяет расширить поле допуска на монтажные размеры шейки оси (80 мкм против 27 мкм при горячей посадке) и отверстия внутреннего кольца роликового подшипника, что упрощает технологию изготовления подшипников.

Рис. 3.3. Втулочная посадка подшипника.
Однако втулочная посадка обладает и рядом существенных недостатков. Прежде всего она является дополнительной деталью буксы, повышает стоимость подшипника, усложняет изготовление внутреннего кольца с конусным отверстием; наличие второй дополнительной пары сопрягаемых деталей требует более тугой посадки, что вызывает повышенные напряжения в кольце подшипника и шейки оси.
Коническое отверстие внутреннего кольца подшипника, обусловленное коничностью закрепительной втулки, придает кольцу переменную жесткость. Вследствие этого даже при очень точном сопряжении втулки и кольца форма беговой дорожки будет искажаться, а это вызывает скольжение роликов и неравномерное распределение контактных давлений, вследствие чего быстрее образуются очаги усталостных разрушений металла роликов и беговых дорожек.
Горячая посадка получила широкое применение для цилиндрических роликовых подшипников, у которых внутреннее кольцо может устанавливаться на шейку оси и сниматься с нее отдельно от других деталей подшипника. Она обеспечивается за счет натяга, который получается от разности диаметров шейки оси и внутреннего кольца подшипника.
Диаметр цилиндрического отверстия внутреннего кольца до нагрева должен быть меньше диаметра шейки оси на величину натяга. При нагреве кольцо
расширяется и без усилия надевается на шейку оси, а после остывания оно плотно охватывает ее. Возникающие при этом силы сцепления удерживают кольцо от проворачивания на шейке оси во время эксплуатации.
При горячей посадке почти в пять раз сокращаются затраты труда на технологические операции при монтаже и демонтаже букс, в результате чего в два с половиной раза уменьшаются трудоемкость и эксплуатационные расходы на ремонт букс.
В процессе эксплуатации возможна потеря натяга. При этом размеры внутренних колец могут увеличиться, и кольцо будет проворачиваться на шейке оси. Это осложняет эксплуатацию подвижного состава с роликовыми под-шипииками и является недостатком такой посадки.
Горячая посадка может быть успешно применена, если: обеспечена стабильность размеров внутренних колец; применены повышенные натяги, исключающие образование коррозии трения па посадочных поверхностях колец и шеек осей; обеспечена длительная эксплуатация букс без съема внутренних колец подшипников с шеек осей; применены индукционные нагреватели, обеспечивающие снятие внутренних колец подшипников с шеек без повреждения посадочных поверхностей и перегрева колец.
Посадку новых внутренних колец на шейку оси производят с натягом 40— 65 мкм. При посадке на шейку колец, бывших в эксплуатации, натяг 30 мкм.
Торцовое крепление подшипников осуществляется гайкой или шайбой. .
Гайка 1 торцового крепления (рис.
3.4,а) имеет отверстие с резьбой 2 для навинчивания на торец шейки оси. Наружный торец гайки имеет вырез для закрепления ее стопорной планкой 4 на торце шейки оси. Стопорная планка фиксируется двумя болтами. 5 с пружинными шайбами 3.
Шайба торцового крепления (рис. 3.4,6) подшипников имеет бурт 7 и три отверстия 6 для крепления ее на торце шейки оси болтами.
Как показал опыт, торцовое крепление гайкой более надежно, но дороже в изготовлении. Применение торцовой шайбы удешевляет конструкцию, однако такое крепление в эксплуатации себя не оправдало и поэтому в буксовых узлах серийного изготовления принято крепление торцовой гайкой.
На торце шейки оси имеется кольцевая поверхность шириной 20 мм, позволяющая осуществлять ультразвуковой контроль шейки оси без снятия внутренних колец.
Читайте также: