
Какие группы посадок существуют для каких целей применяются посадки каждой группы
Обновлено: 05.10.2024
Посадкой называется взаимное соединение двух деталей машин с одинаковыми номинальными размерами и их определенными отклонениями.
13. Какова цель посадок?
Целью посадок является достижение правильного, в соответствии с технической документацией, соединения разных элементов и деталей машин для совместной их работы, а также обеспечение взаимозаменяемости при сборке и ремонте в эксплуатации. Посадка определяет характер соединения двух деталей, зависящий от зазора или 206 натяга, полученных в результате их обработки при сборке машины.
Система допусков по образованию различных посадок разделяется на систему отверстия и систему вала.
14. Что такое зазор?
Зазором называется положительная разница между размерами отверстия н вала. Зазор будет тем больше, чем больше разница между действительным размером отверстия и действительным размером вала.
15. Когда возникает натяг?
Натягом называется положительная разность между размером вала и размером отверстия. Натяг возникает, когда размер вала больше размера отверстия. При этом зазор отсутствует.
16. Назвать виды посадок.
В системе допусков СЭВ предусмотрено три вида отклонений от номинального размера: верхнее, нижнее и основное. Верхнее отклонение отверстия обозначается ES, а вала — еь, нижнее отклонение отверстия обозначается EI, а вала — єі. Основное отклонение — это отклонение, ближайшее к нулевой линии. Оно определяет положение поля допуска относительно номинального размера.
Допуск соответствующего квалитета обозначается буквами IT и проставляется номер квалитета.
Поля допусков обозначаются буквами латинского алфа* вита, для отверстий прописными (А, В, С, D и др.), для валов строчными (а, Ь, с, d и др.).
Все возможные размеры до 3150 мм разбиты па интер* валы, которые образуют три і рунпы размеров: до 1 мм, от 1 мм до 500 мм и от 500 мм до 3150 мм. В каждой группе предусмотрены различные ряды полей допусков и рекомендуемые посадки, из которых предпочтительными являются посадки в системе отверстия.
Поле допуска отверстия Я является основным в системе отверстия, его нижнее отклонение равно нулю.
Основным для вала является поле допуска ft, его верхнее отклонение равно нулю.
17. Что такое допуск посадки?
Допуском посадки называется разница между наибольшим и наименьшим зазором в посадках с зазорами и разница

Виды посадок и их применение
Виды посадок и их применение
Посадка определяет характер соединения двух деталей, вставленных одна в другую, и обеспечивает в той или иной степени (вследствие разности фактических размеров) свободу их относительного перемещения или плотность их неподвижного соединения.
Посадки разделяются на три группы:
1) посадки с зазором, при которых обеспечивается наличие зазора в соединении;
2) посадки с натягом, при которых во время работы не должно происходить относительного перемещения соединенных деталей;
3) посадки переходные, при которых возможно получение как натягов, так и зазоров.
Таким образом, все посадки можно условно разбить на три основные группы: прессовые, переходные и подвижные.
Прессовые посадки предназначены для неподвижных соединений без дополнительного крепления их винтами, штифтами, шпонками и тому подобными деталями. К этой группе относятся посадки: горячая (Гр), прессовая (Пр) и легкопрессовая (Пл). По натягу все прессовые посадки могут быть разделены на четыре группы: особо тяжелые (ПрЗ), тяжелые (Гр и Пр23), средние (Пр21_3, Пр и Пр13) и легкие (ПрЬ и Пл). Во всех этих посадках всегда обеспечен натяг. Особо тяжелые и тяжелые посадки предназначены главным образом для сборки с предварительным разогревом отверстия или охлаждения вала, а остальные рассчитаны преимущественно на холодную сборку под прессом.
Переходные посадки служат для неподвижных соединений с дополнительным креплением их винтами, болтами, штифтами, шпонками и т. п. и в основном применяются как посадки центрирования сопрягаемых деталей. К этой группе относятся посадки: глухая (Г), тугая (Т), напряженная (Н) и плотная (П).
Подвижные посадки предназначаются для соединений, в которых необходим гарантированный зазор. К этой
группе относятся посадки: скользящая (С), движения (Д), ходовая (X), легкоходовая (JI), широкоходовая (Ш) и тепло-ходовая (ТХ).
Схематическое распределение посадок в системах отверстия и вала показано на рис. 23.
Следует отметить, что зазоры и натяги, определяющие характер соединения деталей, устанавливаются конструктором в соответствии с эксплуатационными условиями работы каждого узла. Несмотря на большое разнообразие этих условии технология производства требует ограничения числа посадок. В соответствии с ГОСТ ом 7713-62 для диаметров от 1 до 500 мм нормализованы 43 посадки в системе отверстия и 34 посадки в системе вала. Эти посадки распределены по семи классам точности (с 1 по 5-й классы) и приведены в специальных таблицах ГОСТ ов.
Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми. Поверхности, по которым происходит соединение деталей, называют сопрягаемыми. Остальные поверхности называют несопрягаемыми (свободными).
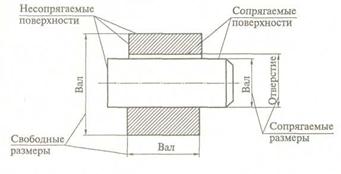 |
Рис. 1.6. Сопряжение вала и отверстия
Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов.
Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают три типа посадок: с зазором, с натягом и переходные посадки.
При графическом изображение поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рис.1.7).
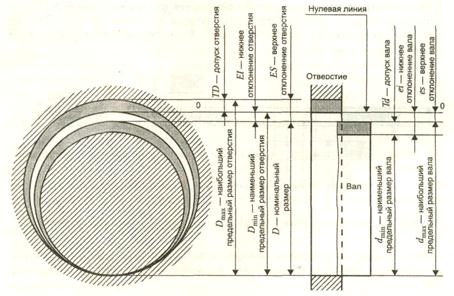 |
 Рис. 1.7. Поля допусков отверстия и вала при посадке с зазором |
Посадки с зазором. Посадкой с зазором называется посадка, при которой всегда обеспечивается зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему (поле допуска отверстия расположено над полем допуска вала) (рис. 1.8).
Зазор S - положительная разность размеров отверстия и вала. Зазор обеспечивает возможность относительного перемещения сопряженных деталей.
Основными характеристиками посадки с зазором являются:
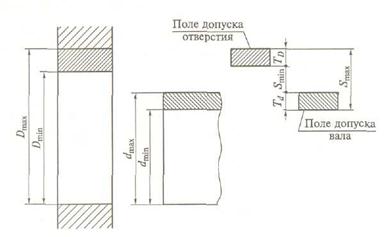 |
Рис. 1.8. Схемы расположения полей допусков при посадках с зазором
Посадки с натягом. Посадкой с натягом называется посадка, при которой всегда обеспечивается натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему (поле допуска отверстия расположено под полем допуска вала) (рис. 1.9).
Натяг N - положительная разность размеров вала и отверстия до сборки. Натяг обеспечивает взаимную неподвижность деталей после их сборки
 |
Рис. 1.9. Схемы расположения полей допусков при посадках с натягом
Основными характеристиками посадки с натягом являются:
Переходные посадки. Переходной посадкой называется посадка, при которой возможно получение как зазора, так и натяга в зависимости от действительных размеров отверстия и вала (поля допусков отверстия и вала перекрываются частично или полностью) (рис. 1.10).
Переходные посадки используют для неподвижных соединений в тех случаях, когда при эксплуатации необходимо проводить разборку и сборку, а также когда к центрированию деталей предъявляются повышенные требования.
 |
Рис. 1.10. Схемы расположения полей допусков при переходных посадках
Переходные посадки, как правило, требуют дополнительного закрепления сопрягаемых деталей, чтобы гарантировать неподвижность соединений (шпонки, штифты, шплинты и другие крепежные средства).
Поля допусков и соответствующие им предельные отклонения установлены различными в трех диапазонах номинальных размеров: от 1 до 500 мм и свыше 500 до 3150 мм — по ГОСТ 25347, свыше 3150 до 10 000 мм — по ГОСТ 25348, предельные отклонения для номинальных размеров до 1 мм — по ГОСТ 25347
ГОСТ 25346 устанавливает 20 квалитетов: 01, 0, 1, 2 … 18. (Квалитеты от 01 до 5 предназначены преимущественно для калибров)
ЕСДП рекомендует применять преимущественно посадки в системе отверстия (основное отверстие обозначается буквой Н) и в системе вала (основной вал обозначается буквой h)
Назначение посадок
Посадки выбирают в зависимости от назначения и условий работы оборудования и механизмов, их точности, условий сборки. При этом необходимо учитывать и возможность достижения точности при различных методах обработки изделия
В первую очередь должны применяться предпочтительные посадки. В основном применяют посадки в системе отверстия (сокращается номенклатура размерного режущего и калибровочного инструмента для отверстий). Посадки системы вала целесообразны при использовании некоторых стандартных деталей (например, подшипников качения) и в случаях применения вала постоянного диаметра по всей длине для установки на него нескольких деталей с различными посадками
Допуски отверстия и вала в посадке не должны отличаться более чем на 1 — 2 квалитета. Больший допуск, как правило, назначают для отверстия
Зазоры и натяги следует рассчитывать для большинства типов соединений, в особенности для посадок с натягом, подшипников жидкостного трения. Во многих случаях посадки могут назначаться по аналогии с ранее спроектированными изделиями, сходными по условиям работы
Краткая характеристика и примеры применения посадок, относящиеся главным образом к предпочтительным посадкам в системе отверстия при размерах 1 — 500 мм
Посадки с зазором
Сочетание отверстия Н с валом h (скользящие посадки) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей
Посадку H7/h6 применяют:
для сменных зубчатых колес в станках;
в соединениях с короткими рабочими ходами, например для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка H7/g6);
для соединения деталей, которые должны легко передвигаться при затяжке;
для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления);
для центрирования корпусов под подшипники качения в оборудовании и различных машинах
Посадку H8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности
Посадки H8/h8, H9/h8, H9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса муфты, шкивы и другие детали, соединяющиеся с валом шпонкой; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных или редких поступательных и вращательных перемещениях
Посадку H11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления или при коротких ходах (клапаны в клапанной коробке). В особо точных механизмах применяют посадки H6/g5 и H5/g4
Посадку H7/f7 применяют в подшипниках скольжения при умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей, центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направления толкателей в двигателях внутреннего сгорания. Более точную посадку этого типа — H6/f6 — используют для точных подшипников, распределителей гидравлических передач легковых автомобилей
Посадки Н7/е7, Н7/е8, Н8/е8 и Н8/е9 применяют в подшипниках при высокой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках
Посадки H8/d9, H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа H7/d8, H8/d8 — применяют для крупных подшипников при высокой частоте вращения
Посадка H11/d11 применяется для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов, для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками
Переходные посадки
Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах или по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах разборки и возможности повреждения соседних деталей; более тугие — если требуется высокая точность центрирования, при ударных нагрузках и вибрациях
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения:
для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте;
посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов
Посадка Н7/к6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), втулок подшипников
Посадка H7/js6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку
Посадки с натягом
Выбор посадки производится из условия, чтобы при наименьшем натяге были обеспечены прочность соединения и передача, нагрузки, а при наибольшем натяге — прочность деталей
Посадку Н7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей)
Посадки Н7/r6, H7/s6, H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматического двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании)
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна)
Посадки с натягом высокой точности Н6/р5, H6/r5, H6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например посадка двухступенчатой втулки на вал якоря тягового электродвигателя
Допуски несопрягаемых размеров
Симметричные поля допусков для отверстий могут быть обозначены буквами JS (например, JS3, JS9, JS14), а для валов — буквами js (например, js3, js9, js 14)
Таблица предельных отклонений при размерах от 1 до 500 мм.
Краткая характеристика и примеры применения посадок
Посадки с зазором. Скользящие посадки (сочетание отверстия Н с валом h) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку Н6/h5 применяют для особо точного центрирования, например, для пиноли в корпусе бабки станка.
Посадку Н7/h6 применяют: а) для сменных зубчатых колес в станках; б) в соединениях с короткими рабочими ходами, например, для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка Н7/g6); в) для соединения деталей, которые должны легко передвигаться при затяжке; г) для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления); д) для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку Н8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8; H9/h8; Н9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса, муфты, шкивы и другие детали, соединяющиеся с валом на шпонке; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных пли редких поступательных и вращательных перемещениях (перемещающиеся зубчатые колеса, зубчатые торцовые муфты).
Посадку Н11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления пли при коротких ходах (клапаны в клапанной коробке). Другие примеры применения: соединение шатунной головки с шейкой коленчатого вала, посадка клапанных коромысел в механизме распределения двигателя, сменные кондукторные втулки, для установки изделий на пальцах приспособлений. В особо точных .механизмах применяют посадки H6/g5 и даже Н5/g4.
Посадку Н7/f7 применяют в подшипниках скольжения при умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей, центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направления толкателей в двигателях внутреннего сгорания. Более точную посадку этого типа - H6/f6 используют для точных подшипников, золотниковых пар гидравлических передач легковых автомобилей.
Посадки H8/f8; H8/f9; Н9/f9 применяют для подшипников скольжения при нескольких или разнесенных опорах, для других подвижных соединений и центрирования при относительно невысоких требованиях к соосности (крупные подшипники в тяжелом машиностроении, посадки сцепных муфт, поршней в цилиндрах паровых машин, направление поршневых и золотниковых штоков в сальниках, центрирование крышек цилиндров).
Посадки Н7/е7; Н7/е8; Д8/е8 и Н8/е9 применяют в подшипниках при высо-~ кой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках. Посадки H8/d9; H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа Н7/d8; H8/d8 применяют -для крупных подшипников при высокой частоте вращения.
Из числа грубых посадок с зазором в 10-12 квалитетов наиболее предпочтительной является посадка Н11/d11, применяемая для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах пли по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т. п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах разборки и возможности повреждения соседних деталей; более тугие - если требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения: а) для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте; б) посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов. В приборостроении используется для передачи небольших нагрузок без дополнительного крепления (посадки осей, втулок, шкивов и др.)- Сборка производится под прессом.
Посадка H7/m6 (типа тугой) несколько слабее посадки типа глухой.(меньше натяги, повышается вероятность получения зазора), ее применяют при необходимости изредка разбирать соединение. С предельными отклонениями по /m6 выполняют посадочные места под подшипники качения в тяжелом машиностроении, цилиндрические штифты, но поле допуска тб не вошло в число предпочтительных, так как перекрывается соседними полями n6 и k6.
Посадка H7/k6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), для втулок подшипников и вращающихся на валах зубчатых колес и др.
Посадка H7/j6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Более точные или грубые переходные посадки имеют примерно тот же характер, что и описанные одноименные посадки, и используются со ответственно при высоких или пониженных требованиях к точности центрирования.
Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге была обеспечена прочность соединения и передача нагрузки, а при наибольшем натяге - прочность деталей. Для применения поса док с натягом, особенно в массовом производстве, рекомендуется предварительная опытная проверка.
Посадку H7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки H7/г6; H7/sб; H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматиче- ского двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки Н8/х8 и Н8/z8 характеризуются относительно большими натягами и допусками натяга, применяются в тяжелонагруженных соединениях или при материалах с относительно небольшим модулем упругости.
Посадки, с натягом высокой точности Hб/p5; H6/г5; Н6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например, посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски несопрягаемых размеров. Для несопрягаемых размеров допуски назначают по табл. 1 в зависимости от функциональных требований. Поля допусков обычно располагают в плюс для отверстий (обозначают буквой Н и номером квалитета, например, H3, H9, H14), в минус для валов (обозначают буквой h и номером квалитета, например, h3, h9, h14) и симметрично относительно нулевой линии (плюс-минус половина допуска обозначают, например, ± IТЗ /2; ± IТ9 /2; ± IT14 / 2. Симметричные поля допусков для отверстии могут быть обозначены буквами J5 (например,Js3, Js9, Js14), а для валов - буквами j (например, Js3; Js9; Js14).
Допуски по 12-17 квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности.
Многократно повторяющиеся предельные отклонения в этих квадитетах разрешается не указывать у размеров, а оговаривать общей записью.
Читайте также: