
Н и вершинина выбор посадок сборочных соединений
Обновлено: 05.10.2024
Выбор системы посадок. В машиностроении преимущественно применяют посадки системы отверстия. Посадки системы вала применяют для соединения нескольких деталей с гладким валом (штифтом) по разным посадкам; для установки изделий массового производства в корпусные детали (например, для соединения наружных колец подшипников качения с корпусами). В приборостроении точные оси малого диаметра (менее 3 мм) часто изготовляют из гладких калиброванных прутков, и в этих случаях система вала находит широкое применение.
Выбор квалитетов. При выборе квалитетов необходимо учитывать ряд общих положений.
Технико-экономические факторы. С уменьшением допуска повышается качество, но усложняется изготовление и резко увеличивается стоимость изделий, В связи с этим следует назначать точность, которая при наименьших затратах обеспечивает заданную работоспособность продукции.
Технологические возможности достижения намеченной точности. Каждый метод обработки металлов характеризуется определенной точностью. Точностные возможности одних и тех же технологических процессов (чистового обтачивания, шлифования и пр.) зависят от состояния станков и организации технологических процессов. На изношенном оборудовании получить такую же точность, как на новом нельзя.
Средний уровень точности, гарантирующий работоспособность продукции. Большинство соединений сельскохозяйственных машин выполняют по IT8, IT9.
Возможность проверки намеченной точности размеров. Требуется полное соответствие между уровнем точности продукции и достижимой точностью измерительных средств.
Требования к точности отдельных размеров и соединений.
Наличие посадок и их видов. В интервале размеров от 1 до 500 мм посадки с зазором установлены в квалитетах 4—12, переходные — в квалитетах 4—7, посадки с натягом — в квалитетах 5—8. Если вид посадки определяют по результатам расчета, то квалитет выбирают одновременно с посадкой.
При подборе квалитетов часто используют опыт проектирования и эксплуатации аналогичных изделий. Учитывая повышенные требования к качеству машин и приборов, рекомендуется шире применять квалитеты 6—8.
Основной причиной потери работоспособности машинами серийного выпуска является снижение точности в результате износа основных деталей и соединений, поэтому в настоящее время распространен метод назначения допусков и выбора посадок с зазором, основанный на гарантированных запасах точности эксплуатационных показателей машин. Суть этого метода заключается в том, что на основные детали и соединения назначают несколько завышенные допуски, которые должны обеспечивать эксплуатационные показатели машин (точность вращения шпинделя, перемещения суппорта и пр.), а также компенсировать погрешности изготовления и сборки.
Выбор посадок. Основными характеристиками посадок являются наименьшие натяги или зазоры и их допуски. При переходе от посадок с большими зазорами к посадкам с большими натягами при неизменном номинальном размере наименьшие зазоры уменьшаются и наименьшие натяги увеличиваются. У переходных посадок в том же направлении повышается вероятность получения натягов. При переходе к менее точным квалитетам при одинаковых посадках и номинальных размерах значения Smin и Nmin не изменяются, но допуски посадок при этом увеличиваются. Например, допуск посадки H7/f7 в 1,5 раза больше допуска посадки H6/f6 при Smin = 20 мкм. С увеличением допуска посадки утрачивают определенность характера соединения, что особенно нежелательно для посадок с натягами и переходных. Поэтому указанные посадки образуют полями допусков не грубее IT8. Для правильного применения посадок необходимо знать их основные свойства.
Посадки с зазором образуются полями допусков а - h и A - H, установлены в квалитетах 4—12 и применяются в неподвижных и подвижных соединениях; для облегчения сборки при невысокой точности центрирования; для регулирования взаимного положения деталей; для обеспечения смазки трущихся поверхностей (подшипники скольжения) и компенсации тепловых деформаций; для сборки деталей с антикоррозийными покрытиями. Посадки с Smim = 0 (H/h) обеспечивают высокую точность центрирования и поступательного перемещения деталей в регулируемых соединениях, могут заменять переходные посадки.
Примерные области применения некоторых рекомендуемых посадок с зазором (на примере посадок в системе отверстий). Посадку Н5/h4 назначают для пар с точным центрированием и направлением, в которых допускается проворачивание и продольное перемещение деталей при регулировании. Для вращающихся деталей их применяют только при малых скоростях и нагрузках.
Посадку H6/h5 назначают при высоких требованиях к точности центрирования, посадку H7/h6 (предпочтительную) — при менее жестких требованиях к точности центрирования. Посадку Н8/h7 (предпочтительную) назначают для центрирующих поверхностей, когда можно расширить допуски на изготовление при несколько пониженных требованиях к соосности.
ЕСДП допускает применение посадок H/h, образованных из полей допусков квалитетов 9—12 для соединений при низких требованиях к точности центрирования.
Посадки H5/g4; H6/g5 и H7/g6 (последняя предпочтительная) имеют наименьший гарантированный зазор из всех посадок с зазором. Их применяют для точных подвижных соединений, требующих гарантированного, но небольшого зазора для обеспечения точного центрирования.
Из всех подвижных посадок наиболее распространены Н7/f7 , (предпочтительная), H8/f8 и подобные им посадки, образованные из полей допусков квалитетов 6, 8 и 9.
Посадки Н7/е8, Н8/е8 (предпочтительные), Н7/е7 и посадки, подобные им, образованные из полей допусков квалитетов 8 и 9) обеспечивают легкоподвижное соединение при жидкостной смазке. Их применяют для быстровращающихся валов больших машин. Посадку Н9/е9 применяют для крупных подшипников в тяжелом машиностроении, свободно вращающихся на валах зубчатых колес и других деталей, включаемых муфтами сцепления, для центрирования крышек цилиндров. В целях увеличения надежности машин эту посадку следует заменять аналогичной посадкой Н8/е8.
Посадки H8/d9, H9/d9 (предпочтительные) и подобные им посадки, образованные из полей допусков квалитетов 7, 10 и 11, применяют сравнительно редко.
Посадки Н7/с8 и Н8/с9 характеризуются значительными гарантированными зазорами, используют для соединений с невысокими требованиями к точности центрирования. Наиболее часто эти посадки назначают для подшипников скольжения, работающих при повышенных температурах.
При выборе посадок (на основе расчета) необходимо учитывать отношение l/d: чем меньше это отношение, тем меньше должен быть наименьший зазор.
Переходные посадки предусмотрены только в квалитетах 4—8. Точность вала в этих посадках должна быть на один квалитет выше точности отверстия. Они характеризуются возможностью получения сравнительно небольших зазоров или натягов и применяются в неподвижных разъемных соединениях при необходимости точного центрирования; необходимо дополнительное крепление собранных деталей.
Посадки H/n (H7/n6, N7/h6 и др.) характеризуются наибольшими средними натягами из всех переходных посадок. Их назначают для соединений, предающих значительные силы, при наличии ударов и вибраций, также для тонкостенных втулок, не позволяющих применять крепежные детали. Соединения собирают с помощью пресса. Эти посадки назначают преимущественно для соединений, разбираемых только при капитальном ремонте изделия, а также при затрудненной сборке вместо посадок с минимальным гарантированным натягом.
Посадки H/m (H7/m6, M7/h6,) характеризуются меньшими средними натягами, чем посадки Н/n, но для разъема соединений с этими посадками необходимы значительные усилия, поэтому их назначают при высоких статических и небольших динамических нагрузках, когда разборка-сборка соединения производится редко.
Посадки с равновероятными натягами и зазорами (H7/k6, K7/h6 и др.) имеют наибольшее применение из переходных посадок, так как для сборки и разборки не требуют больших усилий и обеспечивают высокую точность центрирования.
Посадки с более вероятными зазорами H/js (H7/js6, Js7/h6 и др.) применяют при небольших статических нагрузках, частых разборках и затрудненной сборке, а также для регулирования взаимного положения деталей. Иногда эти посадки применяют вместо посадок H/h с целью повышения точности центрирования, а также когда при пониженной точности изготовления необходимо получить такую же точность центрирования (например, H7/ js6 вместо H6/h5).
В переходных посадках при сочетании наибольшего предельного размера вала и наименьшего предельного размера отверстия всегда получается наибольший натяг, при сочетании наибольшего предельного размера отверстия и наименьшего предельного размера вала — наибольший зазор.
Выбор переходных посадок определяется требуемыми точностью центрирования и легкостью сборки и разборки соединения. Точность центрирования определяется радиальным биением втулки на валу (или вала во втулке), возникающим при зазоре и одностороннем смещении вала в отверстии.
Выбор посадок с натягом. Посадки с натягом предназначены в основном для получения неподвижных неразъемных соединений без дополнительного крепления деталей. Относительная неподвижность деталей обеспечивается силами сцепления (трения), возникающими на контактирующих поверхностях вследствие их деформации, создаваемой натягом при сборке соединения. Благодаря надежности и простоте конструкции деталей и сборки соединений эти посадки применяют во всех отраслях.
Посадки с натягом по значению гарантированного натяга подразделяют на три подгруппы.
Посадки с минимальным гарантированным натягом (Н7/р6, Р7/h6, Н6/р5, P6/h5) применяют при малых нагрузках и для уменьшения деформаций собранных деталей. Неподвижность соединения обеспечивают дополнительным креплением. Эти посадки допускают редкие разборки.
Посадки с умеренными гарантированными натягами (0,0002—0,0006)D (H7/r6, H7/s6, H8/s7, H7/t6, R7/h6, T7/h6, H6/r5, H6/s5) допускают передачу нагрузок средней величины без дополнительного крепления, а также с дополнительным креплением. Могут применяться для передачи больших нагрузок, если прочность деталей не позволяет применить посадки с большими натягами, сборка может производиться под прессом или способом термических деформаций.
Посадки с большими гарантированными натягами (0,001—0,002)D) (H7/u7, Н8/u8, U8/h7, H8/x8, H8/z8) передают тяжелые и динамические нагрузки без дополнительного крепления. Необходима проверка соединяемых деталей на прочность; сборка осуществляется в основном способом термических деформаций.
Выбор способа получения соединения (под прессом, с нагревом охватывающей или охлаждением охватываемой детали и др ) зависит от конструкций деталей, их размеров, требуемого натяга и других факторов. Прочность соединений с натягом можно повысить путем нанесения на детали гальванопокрытий, правильного выбора конструктивных форм деталей, стабилизации технологических факторов при сборке и т. д.
Надежность посадок с натягом зависит от механических свойств материалов соединяемых деталей, шероховатости и отклонений формы их поверхностей, конструктивных факторов, натяга, метода сборки соединения, условий эксплуатации и т. д. Посадку считают годной, если при наименьшем натяге гарантируется неподвижность соединения, а при наибольшем — прочность соединяемых деталей. При этих условиях соединение передает заданные крутящий момент или осевую силу, а детали выдерживают без разрушения напряжения, вызванные натягом и другими факторами.
Следует иметь в виду, что в процессе эксплуатации прочность соединений с натягом в большинстве случаев уменьшается, что объясняется влиянием ползучести материала и релаксации напряжений. При сочетании некоторых металлов под влиянием давления, температуры и других факторов происходит диффузия и спекание части металла, увеличивается коэффициент сцепления и повышается прочность соединения.
Для подбора посадок применяют методы подобия и расчетный. В методе подобия используют рекомендации по применению различных посадок, разработанные в результате обобщения опыта проектирования и эксплуатации разнообразных машин, механизмов, приборов. При подборе посадок необходимо учитывать конструктивные и эксплуатационные особенности проектируемого соединения. Например, зазоры и натяги для стандартных посадок установлены для следующих условий: нормальная температура работы соединений t = 20°С; соединяемые детали изготовлены из материалов с одинаковыми или близкими температурными коэффициентами линейного расширения; отношение длины соединения к диаметру l/D ≈ 1,5.
Если перечисленные условия не выполнены, то выбор посадок корректируется. При l/D > 1,5 принимают посадки с большими зазорами, а при 1/D
ЯГТУ, по курсу Метрология стандартизация и взаимозаменяемость 10 страниц с рисунками.
Расчет и выбор посадки в узле подшипника качения.
Выбор переходной посадки для соединения зубчатого колеса с валом и расчет вероятности получения зазоров и натягов.
Выбор посадки для шпоночного соединения.
Выбор посадки для шлицевого соединения.
Дудкин М.В. Выбор посадок и расчет размерных цепей
- формат pdf
- размер 608.12 КБ
- добавлен 13 июня 2009 г.
Учебное пособие по выполнению курсовой работы. Восточно-Казахстанский технический университет. Приведен: Выбор посадок гладких сопряжений. Выбор посадок резьбовых соединений Выбор посадок шлицевых соединений Расчет размерных цепей
Курсовой проект - Нормы точности и технические измерения
- формат doc
- размер 1.51 МБ
- добавлен 21 сентября 2011 г.
БНТУ г.Минск.Беларусь.Шапарь В.А.34стр.2011г Расчет посадок гладких цилиндрических поверхностей.Выбор и обоснование средств измерений для контроля линейных размеров деталей.Выбор, обоснование и расчет посадок подшипников качения.Расчет допусков и посадок шпоночного соединения.Расчет допусков и посадок резьбового соединения.Выбор показателей контрольного комплекса зубчатого колеса и приборов для контроля выбранных показателей
Курсовой проект - Определение зазоров и натягов в гладком цилиндрическом соединении (вариант35)
- формат doc
- размер 3.2 МБ
- добавлен 09 мая 2009 г.
Преподаватель: Исхаков И. И. Определение зазоров и натягов в гладком цилиндрическом соединении. Расчет и выбор посадки с натягом. Расчет и выбор переходных посадок. Расчёт предельных калибров. Основание выбора посадки резьбового соединения. Выбор степени точности и вида сопряжения зубчатых колес. Расчет и выбор посадок на шлицевые соединения с прямобочным и эвольвентным профилем. Обоснование выбора посадок подшипников качения на валы и в отверсти.
Курсовой проект - Подбор посадок и расчет допусков. Вариант 01
- формат doc
- размер 405.92 КБ
- добавлен 12 февраля 2010 г.
Введение. Расчет и выбор посадок подшипников качения. Выбор посадок для сопряжения узла и их расчет. Выбор средств измерения. Построение полей допусков и расчеты размеров рабочих калибров. Расчёт и выбор посадки с зазором. Расчёт и выбор посадки с натягом. Расчет точности зубчатой передачи. Расчет размерной цепи вероятностным методом. Заключение. Список использованных источников. Приложение А. В курсовой проект входят - чертеж трехступенчатого ре.
Курсовой проект - Расчет гладких цилиндрических соединений
- формат doc
- размер 353.41 КБ
- добавлен 16 апреля 2009 г.
Один из вариантов, III курс, 2007г. Расчет гладких цилиндрических соединений с натягом. Расчет и выбор посадок подшипников качения. Расчет калибра. Взаимозаменяемость и контроль резьбовых сопряжений. Взаимозаменяемость и контроль зубчатых передач. Расчет размерной цепи. Теоретический вопрос "Стандартизация услуг". Метод групповой взаимозаменяемости (Селективная сборка). Список использованной литературы. Чертежи созданы в Kompas_V9.
Курсовой проект - Расчет и выбор посадок различных соединений (вариант 489)
- формат doc
- размер 232.24 КБ
- добавлен 21 сентября 2009 г.
1. Обозначение, анализ и расчет элементов соединений, 2. Расчет и выбор посадок с натягом, 3. Выбор посадок для соединения с подшипниками качения, 4. Допуски и посадки шпоночных соединений, 5. Посадки шлицевых прямобочных соединений, 6. Расчет допусков размеров, входящих в размерные цепи. ЧГАУ, 4 курс ФЗО, 27 страниц, таблицы, рисункиrn
Курсовой проект - Расчет посадок
- формат cdw, doc
- размер 2.09 МБ
- добавлен 08 февраля 2011 г.
ВУЗ - Белорусский национальный технический университет, г. Минск, Беларусь; Преподаватель - Шапарь; 30 страниц, 2009 год. Курсовой проект по дисциплине "Нормирование точности и техническое измерение" Расчет посадок гладких цилиндрических сопряжений Расчет допусков калибров и контркалибров для контроля гладких цилиндрических деталей. Выбор и обоснование средств измерений для контроля линейных размеров деталей. Выбор, обоснование и расчет посадок.
Курсовой проект - Расчет точностных параметров
- формат docx, dwg, doc
- размер 2.77 МБ
- добавлен 18 июня 2010 г.
1. Расчет посадок гладких цилиндрических сопряжений. 2. Выбор средств измерений. 3. Выбор, обоснование и расчет посадок подшипников качения. 4. Расчет допусков и посадок шпоночных соединений. 5. Расчет допусков и посадок резьбового соединения. 6. Выбор и обоснование точностных параметров зубчатых колес. 7. Приборы для контроля комплексных и дифференцированных параметров зубчатых колес.rn
Курсовой проект по дисциплине Нормирование точности и технические измерения
- формат doc
- размер 374.51 КБ
- добавлен 24 февраля 2011 г.
БНТУ, Машиностроительный факультет. Тема Расчет точностных параметров Расчет посадок гладких цилиндрических сопряжений (посадка с зазором) (переходная посадка) Расчет калибров для контроля гладких цилиндрических сопряжений Выбор и расчет посадок подшипников качения Выбор и расчет шпоночного соединения Расчет шлицевого соединения Расчет посадок резьбовых соединений Расчет контрольных комплексов зубчатых колес
Стандартизация норм точности узлов и деталей
- формат jpg, docx
- размер 1.14 МБ
- добавлен 30 октября 2011 г.
ПГСХА ИМСХ 2011г. Дисциплина - Метрология, сертификация и стандартизация Определение элементов гладкого цилиндрического соединения. Определение элементов соединения, подвергаемого селективной сборке. Расчет и выбор посадок для подвижных сопряжений. Расчет и выбор посадок для неподвижных соединений. Расчет и выбор полей допусков для деталей, сопрягаемых с подшипником качения Допуски и посадки шпоночных соединений Допуски и посадки шлицевых соед.
Вы можете добавить книгу в избранное после того, как авторизуетесь на портале. Если у вас еще нет учетной записи, то зарегистрируйтесь.
Ссылка скопирована в буфер обмена
Вы запросили доступ к охраняемому произведению.
Это издание охраняется авторским правом. Доступ к нему может быть предоставлен в помещении библиотек — участников НЭБ, имеющих электронный читальный зал НЭБ (ЭЧЗ).
Если вы являетесь правообладателем этого документа, сообщите нам об этом. Заполните форму.
Вершинина Н. И. Выбор посадок сборочных соединений : учебное пособие : [для студентов 3-го курса специальности 190601 "Автомобили и автомобильное хозяйства", 200503 "стандартизация и сертификация"] / Н.И. Вершинина; Федер. агентство по образованию, Гос. образоват. учреждение высш. проф. образования "Яросл. гос. техн. ун-т". - Ярославль : Ярославский государственный технический университет, 2006. - 78 с. : ил., табл. ; 20 см. - Библиогр.: с. 74-75 (22 назв.)
Купить
Реферат по теме Выбор посадок сборочных соединений : учебное пособие : для студентов 3-го курса специальности 190601 "Автомобили и автомобильное хозяйства", 200503 "стандартизация и сертификация"
Курсовая по теме Выбор посадок сборочных соединений : учебное пособие : для студентов 3-го курса специальности 190601 "Автомобили и автомобильное хозяйства", 200503 "стандартизация и сертификация"
ВКР/Диплом по теме Выбор посадок сборочных соединений : учебное пособие : для студентов 3-го курса специальности 190601 "Автомобили и автомобильное хозяйства", 200503 "стандартизация и сертификация"
Диссертация по теме Выбор посадок сборочных соединений : учебное пособие : для студентов 3-го курса специальности 190601 "Автомобили и автомобильное хозяйства", 200503 "стандартизация и сертификация"
Заработать на знаниях по теме Выбор посадок сборочных соединений : учебное пособие : для студентов 3-го курса специальности 190601 "Автомобили и автомобильное хозяйства", 200503 "стандартизация и сертификация"
Квалитеты точности что это? Как выбрать квалитеты допусковПомогите сайту стать лучше, ответьте на несколько вопросов про книгу:
Выбор посадок сборочных соединений : учебное пособие : для студентов 3-го курса специальности 190601 "Автомобили и автомобильное хозяйства", 200503 "стандартизация и сертификация"
- Объявление о покупке
- Книги этих же авторов
- Наличие в библиотеках
- Рецензии и отзывы
- Похожие книги
- Наличие в магазинах
- Информация от пользователей
- Книга находится в категориях
6-2 Понятие о посадках
00:50 Сопрягаемые и не сопрягаемые размеры и их обозначения в чертежах 02:35 Группы посадок 07:22 Основные отверстия и валы 09:47 .
Лекция 8 ЕСКДсанитарный день: последний вт месяца
Вт: 12:00-21:00
Ср: 12:00-21:00
Чт: 12:00-21:00
Пт: 12:00-21:00
Сб: 12:00-21:00
Вс: 12:00-20:00
санитарный день: последний вт месяца
Пн: 09:00-18:00
Вт: 09:00-18:00
Ср: 09:00-18:00
Чт: 09:00-18:00
Пт: 09:00-18:00
санитарный день: последняя пт месяца
Вт: 10:00-18:00
Ср: 10:00-18:00
Чт: 10:00-18:00
Пт: 10:00-18:00
Сб: 10:00-18:00
Вс: 10:00-18:00
санитарный день: последний день месяца
Пн: 10:00-18:00
Вт: 10:00-18:00
Ср: 10:00-18:00
Чт: 10:00-18:00
Пт: 10:00-18:00
Сб: 09:00-17:00
санитарный день: последний вт месяца
Пн: 10:00-19:00
Вт: 10:00-19:00
Ср: 10:00-20:00
Чт: 10:00-19:00
Вс: 10:00-18:00
Пн: 09:00-12:00 13:00-17:00
Вт: 09:00-12:00 13:00-17:00
Ср: 09:00-12:00 13:00-17:00
Чт: 09:00-12:00 13:00-17:00
Пт: 09:00-12:00 13:00-17:00
Сб: 09:00-12:00 13:00-17:00
Вс: 09:00-12:00 13:00-17:00
--> --> Санкт-Петербург, Санкт-Петербург, Калининский район, МО №19 "Академическое"
Гражданский проспект, 83 к1
санитарный день: последний день месяца
Пн: 11:00-20:00
Вт: 11:00-20:00
Ср: 11:00-20:00
Чт: 11:00-20:00
Пт: 11:00-20:00
Вс: 11:00-18:00
Пн: 09:00-12:00 13:00-18:00
Вт: 09:00-12:00 13:00-18:00
Ср: 09:00-12:00 13:00-18:00
Чт: 09:00-12:00 13:00-18:00
Пт: 09:00-13:00
санитарный день: последний пн месяца; зимний период: пн-вт, чт-пт, вс 9:00-18:00
Пн: 09:00-18:00
Вт: 09:00-18:00
Ср: 09:00-18:00
Чт: 09:00-18:00
Пт: 09:00-18:00
Вс: 09:00-18:00
Веселый инженер Сборка мебели. Всё о мебельных соединениях.
В данном видео я расскажу о видах мебельных соединений, применяемых при сборке мебели, кухни, шкафов-купе и т.д. Существует большой выбор .
Мебель - это просто. Sigmetrix Cetol v9.1.1.288 для Creo 4.0. Часть 3. Работа со сборкой.В это видео показано как работать со сборочной моделью, как добавлять ограничения на детали, как создавать различные состояния и измерения.
Иван Прохоров Азбука "ВиМП", часть 13. Зубчатая соединительная муфтаЧервячный редуктор как устройство, преобразующее угловую скорость и момент двигателя, используя червячную передачу. Знакомство с основными особенностями расчета и выбора посадок подшипника качения. Анализ схемы полей допусков посадки подшипника на вал.
| Рубрика | Производство и технологии |
| Вид | контрольная работа |
| Язык | русский |
| Дата добавления | 10.02.2014 |
| Размер файла | 188,4 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Введение
Качество машин и механизмов, их надежность и долговечность в значительной степени определяется точностью обработки деталей при изготовлении. Выполнение требований к точности деталей и сборочных единиц является одним из основных условий взаимозаменяемости.
Обеспечение взаимозаменяемости, а, следовательно, и заданного уровня качества изделий подразумевает не только установление комплекса требований ко всем параметрам, оказывающим влияние на взаимозаменяемость и качество изделий (нормирование параметров и их точности), но и эффективный контроль нормируемых параметров.
Эксплуатационные показатели механизмов и машин (долговечность, надежность, точность и т.д.) в значительной мере зависят от правильности выбора посадок, допусков формы и расположения, шероховатости поверхности отдельных деталей. В собранном изделии отклонения размеров, формы, расположения осей или поверхности какой-либо одной детали вызывают отклонения у других. Эти отклонения, суммируясь, приводят к повышенному и неравномерному изнашиванию деталей, снижают точность работы подвижных соединений, вызывают интенсивный износ, очаги задиров, неравномерное распределение напряжений в неподвижных сопряжениях. Развитие стандартизации норм взаимозаменяемости стимулирует широкую стандартизацию продукции массового потребления - полуфабрикатов, сортового проката, крепежных изделий, электродвигателей, редукторов и пр. Серийное и массовое производство и эксплуатацию изделий надлежащего качества возможно организовать только с применением стандартизации норм взаимозаменяемости. Выполнение установленных стандартом требований проверяют измерениями, которые в свою очередь базируются на стандартных единицах, средствах их воспроизведения, процедурах и требованиях к оформлению.
1.Описание конструкции и назначение узла
Червячный редуктор -- устройство, преобразующее угловую скорость и момент двигателя, используя червячную передачу.
Червячный редуктор предназначен для передачи крутящего момента от электродвигателя к исполнительным звеньям. Ведущий вал редуктора 5 представляет собой ступенчатый вал, на котором установлен червяк. Частота вращения ведущего вала составляет 380 об/мин. Передаваемый крутящий момент Т2 = 305 Н·м, радиальная нагрузка консольного участка выходного вала составляет 7400 Н, осевое усилие 2 кН. Ведомый вал 4 воспринимает нагрузку от ведомой шестерни 11 с числом зубьев Z2 =59. Ведомый вал вращается в подшипниках 7. По условиям работы редуктора нагрузка на подшипники с сильными ударами и вибрацией, перегрузка до 300 %. Шестерни и валы с подшипниками установлены в корпусе 6, закрываемом крышкой редуктора 1. подшипники закрываются глухими и сквозными крышками 3 и 8; герметичность достигается установкой прокладок под крышки.
1.1 Расчет и выбор посадок подшипника качения
Данные для расчета:
- номер подшипника и класс его точности: подшипник радиально-упорный легкой серии 36310, класс точности 6;
- радиальная реакция опоры R = 2,0 кН;
- осевое усилие А = 2 кН;
- характер нагружения: с сильными толчками и вибрациями, перегрузка до 300%;
- диаметр отверстия полого вала dотв = 0 (вал сплошной).
Анализом условий и характера работы сборочного узла устанавливаем, что циркуляционно-нагруженными (вращающимися) являются внутренние кольца подшипников качения, сопрягаемые с ведущими и ведомыми валами редуктора. Корпус редуктора является неподвижным. Наружные кольца неподвижны, что определяет местный характер их нагружения. По табл. 8 прил. A определяем габаритные размеры подшипника:
d = 30 мм; D = 62 мм; b = 16 мм; r = 1,5 мм.
1. Определяем интенсивность радиальной нагрузки на посадочной поверхности циркуляционно-нагруженного кольца по формуле:
Значение КП выбираем по табл. 7 прил. А в зависимости от характера нагрузки, в нашем случае КП = 1,8; значение коэффициента FA выбираем из табл. 2 прил. А в зависимости от величины , в нашем случае для радиально-упорных подшипников FA = 1; значение коэффициента F выбираем по таблице 6 прил. А: F= 1,6.
2. По найденному значению PR для d = 30 мм по табл. 5 прил. Б выбираем основное отклонение на посадочной поверхности внутреннего кольца, в нашем случае основное отклонение к.
3. Для наружного кольца, испытывающего местное нагружение, в соответствии табл. 3 прил. Б для разъемного корпуса с сильными толчками и вибрациями, перегрузкой до 300 % принимаем посадку JS.
4. Выбор экономически целесообразного квалитета для посадок подшипника на вал и в корпус производим на основании данных табл. 2 настоящих методических указаний.
Посадка подшипника на вал O30, посадка в корпус O62.
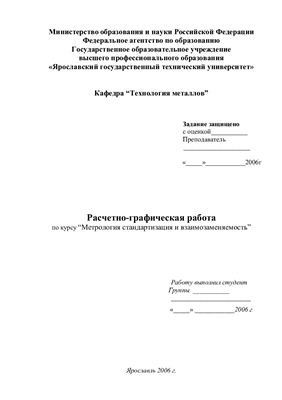
5. По таблицам 9, 10 прил. А и таблицам ГОСТ 25347-82 определяем отклонения для колец подшипника и сопрягаемых с ними деталей соответственно. Строим поля допусков по наружному и внутреннему диаметрам колец подшипника.
Smax = es - EI = 0.026мм;
Smin = ei - ES = -0,017 мм;
Рис. 1. Схемы полей допусков посадки подшипника на вал (а) и в корпус (б).
Для внутреннего кольца:
Nmax = EI - es = 0,023мм.
Nmin = ES - ei 1= 0,002 мм.
6. Определяем максимальный допустимый натяг .
редуктор подшипник червячный
Условие Nmax 0,00055.
8. Проверяем наличие посадочного рабочего зазора.
Значения Gmax и Gmin берутся по данным табл. 12 прил. А.
Gp = 0,0305 - 0,0086 = 0,0245 мм. Gp > 0. Условие выполнено.
Усилие запрессовки Рзапр:
9. Температура нагрева подшипника в масле
где Sсб = Smin в посадке типа H/g = -0,017 мм;
б = (11,1±1)·10 -6 град -1 ;
1.2 Расчёт и выбор посадки с натягом
Данные для расчета:
номинальный диаметр сопряжения d = 120 мм;
длина сопряжения ?= 0,085м;
наружный диаметр втулки d2 = 0,14 м;
диаметр осевого отверстия d1 = 0;
передаваемый крутящий момент М = 12500 Н*м;
осевое усилие P= 0, Н;
величины шероховатости поверхностей вала и втулки Rzd,=1,6 мкм; RzD = 3,2 мкм;
материал вала и втулки - сталь 45;
1. Определяем удельное контактное эксплуатационное давление Рэ, принимая коэффициент запаса прочности n =1,5:
2. Определяем значение предела текучести материала по таблице 2 прил. Г. Для стали 45 значение ут = 3,53•10 8 Па.
Вал и втулка испытывают упругие деформации
Рнб=0,122? ут = 0,122?3,53?10 8 =0,43066?10 8 Па.
4. По графику (рис 2 прил. В) определяем значение коэффициента неравномерности распределения удельного давления ч:
По соотношениям l/d и d1/d находим значение коэффициента неравномерности распределения удельного давления ч=0,95.
Определяем наибольшее значение удельного давления Рнб.доп:
5. Определяем коэффициенты формы
где мА и мВ- коэффициенты Пуассона материала втулки и вала соответственно, определяемые по табл.2 прил. А.
6. Рассчитаем значение наибольшего и наименьшего допустимого натяга и .
7. Рассчитаем поправку на смятие микронеровностей сопрягаемых поверхностей:
Определим величины расчетных значений минимального и максимального натягов:
= + Дш = 90,94 +4,8 = 95,74 мкм.
= + Дш = 80,16+4,8 = 80,56 мкм.
8. По таблицам ГОСТ 25347-82 выбираем стандартную посадку 120 и строим поля допусков (рис. 2). При выборе посадки соблюдаем условия:
Читайте также: