
Посадка клапана в седле
Обновлено: 07.07.2024
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
ДМИТРИЙ ДАНЬШОВ
Знакомство с опытом и рекомендациями немецкой фирмы Kolbenschmidt по сборке двигателя позволяет сделать следующий вывод: грамотно собрать двигатель способен только моторист, владеющий технологиями ремонта его деталей. Это наглядно проявляется при сборке головки блока цилиндров, многие операции которой (в том числе ремонт седел клапанов) обычно выполняются непосредственно на СТО. О них и пойдет сегодня речь.
Ремонт и сборка головки блока, как, впрочем, и других узлов двигателя, начинается с проведения необходимых измерений и проверок. Причем особое внимание необходимо уделять именно седлам клапанов.
Зачем это нужно?
Седло клапана — едва ли не самый ответственный элемент головки блока, в чем легко убедиться, анализируя условия работы клапана. Одно из главных условий — это надежное уплотнение сопряжения клапана с седлом, при котором утечки газов из камеры сгорания минимальны, а компрессия — максимальна. Выполнение этого условия одновременно означает обеспечение хорошего теплового контакта клапана с седлом. Другими словами, плотное прилегание клапана к седлу позволяет отводить тепло от нагретой горячими газами тарелки через седло в головку блока, охлаждаемую жидкостью. И наоборот, любое нарушение герметичности в сопряжении клапана с седлом приводит к нарушению нормального теплового режима тарелки, седла и возникновению опасных дефектов, грозящих разрушением деталей.
Очень важно, чтобы герметичность сопряжения сохранялась в течение всего срока службы двигателя. Это достигается приданием уплотняющим фаскам седла и клапана специального профиля, компенсирующего износ сопряженных поверхностей. Кроме того, правильная геометрия седла уменьшает сопротивление при впуске топливовоздушной смеси и выпуске отработавших газов, учитывая экономические и мощностные показатели двигателя.
Вполне естественно, что в процессе эксплуатации седла и фаски клапанов изнашиваются. Нередки и более серьезные дефекты седел, которые удается обнаружить при тщательном контроле головки блока.
Как проверить седло?
В зависимости от характера дефектов принимается решение о ремонте старых седел или необходимости замены их на новые.
Менять седло необходимо в следующих случаях:
— обнаружена трещина в стенке камеры сгорания, и предполагается ремонт головки блока сваркой;
— седло повреждено разрушившимся клапаном или поршнем;
— есть подозрение на ослабление посадки седла в головке;
— вокруг внешнего диаметра седла наблюдаются следы коррозии;
— на седле обнаружена трещина или имеются следы его обгорания;
Если один из указанных дефектов обнаружен, необходимо заменить дефектные седла, строго соблюдая технологию замены. Такая технология рекомендована, в частности, фирмой Kolbenschmidt.
Как заменить седло?
Вообще говоря, замена седла — операция несложная и может быть выполнена несколькими способами.
Вначале необходимо удалить старое седло. Для этого удобнее всего использовать специализированный станок для ремонта головок блока, хотя вполне допустимо использовать универсальное станочное оборудование (расточной или фрезерный станок) или даже ручные приспособления для ремонта седел.
Перед обработкой с помощью направляющего стержня (пилота) головка блока устанавливается на станке так, чтобы обеспечить соосность отверстия направляющей втулки и режущего инструмента. Если настроить резец на размер, чуть меньший наружного диаметра седла, то после растачивания оставшаяся тонкая часть седла, как только она начнет вращаться, легко удаляется вручную.
Гнездо седла желательно расточить для обеспечения его соосности с направляющей втулкой. В головках двигателей старых конструкций, имеющих толстые стенки, допустимо обработку гнезда не проводить, если его поверхность не имеет дефектов и чрезмерных отклонений от цилиндричности.
При наличии трещин в головке блока их разделывают и заваривают, и лишь после обработки сварных швов растачивают гнезда для седел. В подобных случаях обязателен и контроль на герметичность рубашки (опрессовка) головки — его также необходимо делать при любом подозрении на наличие скрытых трещин.
Сама опрессовка — операция не сложная, однако достаточно трудоемкая. Ее проводят в горячей воде сжатым воздухом под давлением 6 атм — обычно этого достаточно, чтобы пузырьки в местах скрытых трещин сделали их видимыми.
При растачивании гнезда на станке следует придерживаться определенных режимов резания: для чугунных головок — 250 об/мин без масла, а для алюминиевых — 600 об/мин с маслом. После обработки диаметр гнезда у двигателей прошлых лет выпуска должен быть в среднем на 2,5 мм больше диаметра тарелки клапана, а глубина — 4,6,5 мм. У новых моторов диаметр гнезда под седло может и не превышать диаметра тарелки из-за недостаточной толщины стенок.
Новые седла изготавливаются из специальных чугунов или спеченных материалов. Некоторые фирмы выпускают заготовки седел в виде труб с соответствующими наружным и внутренним диаметрами либо уже готовые седла с увеличенным наружным диаметром.
Материал седла имеет решающее значение для долговечности и надежности двигателя. Поэтому некоторые производители (включая фирму Kolbenschmidt) выпускают седла из специальных материалов. Так, для высоконагруженных моторов находит применение композиционный материал — высокодисперсный карбид вольфрама, распределенный в матраце из инструментальной стали. По твердости и прочности такой материал подобен чугуну, но имеет более высокую износо — и теплостойкость. При введении в стальную матрицу специальных добавок седло приобретает свойства керамики со смазывающими свойствами в условиях высоких температур. Тем самым предотвращается эрозия седла, вызываемая микросваркой седла с поверхностью клапана, что случается с обычными материалами седел у газовых двигателей и тяжело нагруженных дизелей.
Установка седла — наиболее ответственный этап работы. Если замеры седла и гнезда выполнены правильно, в отверстии гнезда не осталось стружки, и приготовлена специальная оправка, можно приступать к запрессовке.
Для облегчения установки седла головку блока следует подогреть до 200°С, а само седло охладить в жидком азоте или углекислоте. Запрессовка осуществляется ударным способом и быстро, чтобы до ее окончания не произошло выравнивание температуры деталей.
Изношенное или замененное седло обрабатывается для придания ему соответствующего профиля. Очевидно, этот профиль должен соответствовать форме тарелки клапана, иначе возможны негерметичность сопряжения, перегрев и разрушение тарелки и седла клапана.
Чтобы добиться требуемого профиля седла, рекомендуется вначале обрабатывать основной угол седла (его обычно делают на 0,1o меньше угла фаски клапана, чтобы ускорить приработку клапана к седлу), затем — верхний угол для обеспечения высоты рабочей фаски седла, после чего — угол, примыкающий к поверхности камеры сгорания, обеспечивающий нужный диаметр седла.
Очень важна ширина рабочей фаски седла. Обычно для впускных седел ширина рабочей фаски составляет 1,1,5 мм, для выпускных — 1,2,0 мм. Для седел клапанных моторов, имеющих диаметр тарелки менее 32 мм, ширину фаски можно уменьшить в 1,2 раза. При увеличении ширины фаски (и, соответственно, площади контакта) улучшается охлаждение тарелки, но труднее обеспечить герметичность. Последнее может вызвать утечки горячих газов и прогар седла или клапана. Напротив, узкая фаска отлично уплотняет, но срок службы клапана и седла сокращается из-за высоких механических нагрузок и температур на поверхностях контакта.
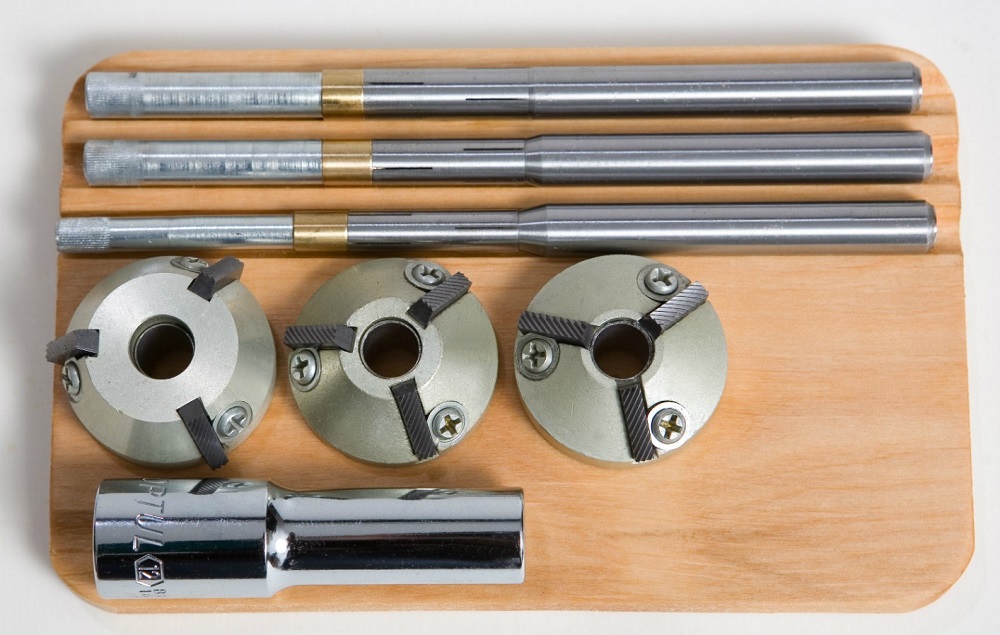
Для качественной обработки седел применяют разные методы: шлифовку, расточку специальными фрезами и резцами — вручную или на специализированных станках.
Прекрасные результаты дает использование инструмента американской фирмы NEWAY. На нём твёрдосплавные резцы имеют несколько режущих кромок и могут регулироваться по диаметру. Такой инструмент обладает достаточной универсальностью и обеспечивает хорошую точность и чистоту поверхности, которая не требует последующей притирки. Простота NEWAY делает его привлекательным для использования в условиях СТО.
Самые широкие возможности даёт обработка профильным резцом. В этом случае геометрия седла заложена в профиле самого инструмента. Ошибок и неточностей здесь уже быть не может. Сёдла получаются в точности такими, какими их спроектировали конструкторы мотора. Более того, все сёдла получаются одинаковыми, а для работы мотора это немаловажный момент. Проводить такую обработку позволяют не только специализированные станки, но и относительно недорогие установки с ручным приводом, выпускаемые иностранными фирмами.
Притирка хорошо освоена и широко применяется на большинстве отечественных СТО. Более того, в некоторых мастерских весь процесс ремонта седел вообще ограничивают одной притиркой, получая в результате совершенно произвольную форму сопряжения седла и клапана. Зарубежные фирмы притирку не рекомендуют ни в каком виде, на что есть весьма серьезные причины.
Действительно, при высокой точности обработки, характерной для импортного оборудования, притирка не нужна. В России хорошее оборудование пока не распространено, а то, что используется, не дает нужной точности, из-за чего без притирки не обойтись. Но притирка — это неизбежное искажение формы седла и фаски клапана, насыщение седла абразивными частицами и в конечном счете заметное снижение ресурса двигателя. Так что притирать клапан или нет — решайте сами.
Что еще надо сделать?
Безусловно, отремонтированная головка блока перед сборкой должна иметь ровную привалочную плоскость. Восстанавливается плоскость обработкой на плоскошлифовальном или фрезерном станках, но наилучшие результаты дает обработка на специализированном станке (такое оборудование выпускается рядом зарубежных фирм). Определенную сложность представляет обработка головок дизельных двигателей с форкамерами. Форкамеры выполнены из жаропрочных сталей, а на некоторых моторах встречаются даже керамические форкамеры, обладающие очень высокой твёрдостью. Обработать плоскость такой головки можно специальным инструментом в виде блока абразивных секторов.
Итак, все сделано — отремонтировано, восстановлено, проверено, промыто. Значит, можно собирать? Еще рано. Забыли проверить пружины клапанов — их длину в свободном состоянии и усилие при сжатии на определенную величину, регламентированные производителем двигателя.
В остальном сборка головки блока обычно не вызывает затруднений. Перед установкой головки на блок цилиндров желательно повернуть распределительный вал в положение, соответствующее ВМТ го цилиндра, а поршни поворотом коленвала несколько отвести от ВМТ, чтобы не погнуть клапаны. Осталось смазать болты головки блока, затянуть их и точно установить фазы газораспределения.
Рекомендуемый натяг седел в головке блока цилиндров
Установка нового седла выполняется с помощью оправки (а) ударным способом (б)
Контроль прилегания клапана к седлу — необходимая процедура при ремонте седел
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации пожалуйста, обращайтесь по телефону 812-3880855 или другими способами указанными вконтактах.


Седла клапанов отвечают за три основных функции: обеспечивают герметичность в закрытом положении, обеспечение оптимального воздушного потока, когда клапан открывается, и для передачи тепла от клапана к головке, когда клапан закрыт. Седла клапанов должны быть достаточно твердыми, чтобы выполнять основные функции достаточно длительный период, достаточно мягкими, чтобы предотвратить повреждение клапана, и иметь достаточную теплопроводность для отвода тепла от клапана.
Расположение и высота седла клапанов в головке блока цилиндров является определяющим фактором для достижения правильной согласованной работы всех цилиндров.
Давайте разберемся на бумаге в чем минусы разной высоты посадки клапанов в их седлах. Допустим вы считаете, что степень сжатия вашего двигателя составляет 11.25:1, но на самом деле из-за разности посадки клапанов изменился объем камеры сгорания и теперь степень сжатия может быть в пределах от 11.15:1-11.37:1. На практики такая разность в камере сгорания плохо сказывается на производительности двигателя, разное наполнение горючей смесью, сильно проточенные в результате ремонта седла просаживают клапан очень глубоко и это приводит к ухудшению продувки. Если седла уже на раз протачивались и клапан глубоко располагается относительно камеры сгорания, об этом я немного писал в предыдущей статье Дефектовка клапанов, лучше заменить седло, но есть вариант переточить его под больший диаметр клапана, это позволит вернуть исходное положение, но соответственно появляется необходимость в подходящем клапане. Тут уже можно использовать специальные тюнинг клапаны, в продаже можно найти высоко производительные и имеющие специальные напыления, о таких клапанах я напишу в следящей статье. Обдумывая замену седла можно присмотреться к разным материалам, в зависимости от ваших целей. Седла изготавливаются из бериллия, меди, чугуна, стеллита, хрома, сплавов никеля, кобальта, и порошковый металл.
Как извлечь седло клапана
Много разговоров в сети как это делать и способов не меньше. Приведу пример как быстро и качественно, без повреждения головки вынуть седло клапана и для этого понадобится старый клапан и сварочный аппарат.

Глядя на картинку все становится понятным.
Установка седла клапана
Натяг седел клапанов. Для установки в алюминиевые головки блока цилиндров, натяг (разница в диаметрах) должен быть в следующем диапазоне:
Бериллий медь 0.10-0.11 мм
Установка седла намного проще чем его демонтаж, изготавливается подходящая оправка по диаметру седла, направляющей для центровки, послужит так же старый клапан, головка блока предварительно очищается и нагревается до 80-90 градусов, в несколько движений молотком быстро запрессовывается седло.

Разберемся какие седла с какими клапанами используются и для чего это нужно.
Бериллий-медь, рекомендуется к использованию с титановыми клапанами. Этот сплав седла около 98% меди обеспечивает достойный уровень теплообмена, обладает высоким сопротивлением усталости и износу при высоких температурах. Бериллий медь обеспечивает лучшую тепло передачу, чем, скажем, бронзы или железа. Недавно был разработан медно-никелевый сплав, возможно даже лучше, чем бериллий-медь. Это было сделано во многом из-за токсичности бериллия во время его обработки.
Титановые клапаны, хотя и легче по весу, но имеют тенденцию к сильному нагреванию, поэтому возникает необходимость в седле способного быстро отводить тепло.
Твердые сплавы как стеллит, хром подходят для большинства случаев, но это не лучший вариант для высоко форсированного мотора. Хоть эти сплавы как- то и адаптируются производителями по теплопроводности всё же возникает сложность в их обработке.
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
" alt="">
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
" alt="">
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Ряд автовладельцев предпочитает проводить ремонтные работы, связанные с их машинами, самостоятельно. Для многих задач достаточно иметь стандартный набор инструментов, какой-нибудь бокс или гараж, яму или 1-2 домкрата, если требуется приподнять автомобиль над уровнем земли.
Но есть работы, связанные с двигателем, которые выглядят довольно сложно. И не каждый решается на их выполнение своими руками. К их числу можно отнести замену седла клапанов. Процесс не из простых, поэтому следует тщательно подготовиться, изучить инструкции и рекомендации и только после этого приступать к ремонту.

Что это такое и зачем нужны сёдла
Клапанное седло представляет собой кольцо небольшого диаметра, которое отличается наличием скоса по своей внутренней поверхности. Располагается элемент в отверстии головки блока цилиндров двигателя, которое предназначено для клапанов ДВС, необходимые для перегонки топливовоздушной смеси, а также отработавших газов.
Если же говорить о том, из чего делают специальные сёдла для клапанов, то тут можно выделить несколько основных материалов:
- медь;
- чугун;
- стеллит;
- хром;
- бериллий;
- никелевый сплав;
- кобальт;
- порошковый металл и так далее.

Такой элемент выполняет несколько функций одновременно. А именно:
- обеспечивает герметичность отверстий;
- передаёт излишки вырабатываемого тепла к ГБЦ;
- обеспечивает нужный приток воздуха при открытом состоянии механизма.
Замена детали требуется в том случае, если восстановить седло уже не представляется возможным. Хотя порой помогает и простая реставрация. Выполняется восстановление механическим способом.
Замена является безальтернативным вариантом, если на седле клапана обнаружен сильный износ, прогар или ранее уже проводились обработки поверхности.
В этом случае про восстановление уже говорить не приходится. Износ слишком сильный. Зато поменять деталь вполне можно своими руками.

Ремонт проводится в таких ситуациях:
- прогорела тарелка;
- проводилась замена направляющих втулок;
- наблюдается умеренный естественный износ без сильных деформаций;
- нарушена герметичность контакта между тарелкой и кольцом.
Если ситуация позволяет выполнить ремонт, тогда для работы в домашних условиях применяют специальные шарошки. Также может пригодиться сварочное оборудование, либо достаточно мощная горелка. Ещё вооружитесь набором ключей, притирочной пастой и дрелью. Всё же вам предстоит демонтировать и разбирать головку блока цилиндров. А на это решается далеко не каждый автовладелец.
Процедура замены
Клапаны, как и сёдла, подвергаются серьёзным температурным нагрузкам. Из-за этого в процессе эксплуатации постепенно на них образуются различные дефекты. Это раковины, пригары, трещины и так далее. Ещё в ДВС могут проникать посторонние компоненты, способные нанести урон седлу. Такой вариант тоже нельзя исключать.
При перегреве головки, нередко возникает нарушение соосности седла, а также направляющей самого клапана. Отсюда и отсутствие необходимой герметичности.
Седло изнашивается неравномерно. Процесс происходит по кулачковой оси. Как итог, седло становится овальным, нарушая свою изначальную круглую форму.

Подобные дефекты устраняются за счёт шарошек, применения фрез и зенкеров. Затем идёт протирка. Имея в распоряжении специальные станки, правка седла выполняется быстро и в один заход. Даже притирка после этого не требуется. Но подобного оборудования в обычном гараже автовладельца точно нет. Поэтому приходится прибегать к альтернативным методам.
В том случае, когда износ седла действительно сильный и правка никак не поможет, тогда остаётся один вариант. Это замена детали. Устанавливается новое седло, которое обрабатывают, а затем нарезают соответствующую фаску под клапан.
Весь процесс замены условно разделён на несколько этапов:
- удаление старого седла;
- подготовка новой детали;
- установка;
- финишная обработка и подгонка под клапан.
Как удалить старое седло
Процедуру замены старых сёдел клапанов двигателя логично начинать с демонтажных работ. Конечно, подробно объяснять, как снимается головка блока, не будем. Тут у каждого двигателя свои конструктивные особенности.
Порой, чтобы вытащить старые сёдла клапанов на автомобиле из ГБЦ, прибегают не к самому правильному решению. А если говорить точнее, то этот способ крайне не рекомендуется применять на практике. Но почему-то именно его обычно и советуют. Странно.

Для начала о том, как можно, но не нужно заменить изношенное седло клапана:
- ненужный клапан следует подогнать под седло по размеру;
- вставить на посадочное место;
- приварить к седлу этот клапан;
- пока металл не остыл, выбить деталь;
- клапан должен выйти при этом вместе с седлом.
Поскольку происходит разное расширение металлов, то есть алюминия и стали, это приводит к уменьшению натяга. Если же металл остынет, тогда вытащить будет уже не так просто. Так что работают обычно по горячему.
Почему так поступать не рекомендуется? В процессе сварки происходит нагрев всей головки. Её в итоге ведёт, она приобретает кривизну. Плюс сварка и нагрев открывают скрытые трещины на местах, где присутствует сильное внутреннее напряжение металла. И этого в 99% не избежать. Как результат, происходит пробитие головки блока.
Поэтому лучшим решением будет снять изношенные элементы клапанов из ГБЦ иным способом. Куда более безопасным и правильным.
Предпочтительные способы извлечения
Как вы понимаете, выбить седло — это не лучший вариант. Выпрессовать его таким грубым способом можно, но это повлечёт за собой крайне неприятные и нежелательные последствия.
Есть один оптимальный способ — стачивание элемента на станке. Буквально до состояния фольги по толщине. При этом седло буквально само выпрыгивает из посадочного места. Хотя обычно именно из седла выпрыгивают. Но это уже другая история.

Увы, такой метод невозможно реализовать в гаражных условиях. Далеко не у всех найдётся соответствующее оборудование. Но если вдруг есть, выбирайте этот метод.
Остаётся ещё один вариант. Он считается оптимальным, простым и наиболее безопасным при замене седла своими руками.
Смысл заключается в следующем:
- с помощью фрезы сточите насквозь седло с одного края, на ваше усмотрение;
- это приведёт к ослаблению седла;
- утратится заводской натяг;
- деталь буквально сама может выпрыгнуть из посадочного отверстия.
Порой даже насквозь стачивать не нужно. Когда до посадочного места остаётся около 0,5 мм толщины седла, натяг пропадает и деталь перестаёт держаться. При размыкании кольца сопротивления уже нет.
Найти фрезу под дрель при этом не составит большого труда. Стоимость сопоставима с ценой обычного сверла. Поэтому способ справедливо можно считать бюджетным и одновременно эффективным.
Всё, деталь удалось вытащить. Теперь пора подумать о том, как вернуть на место новую запчасть.
Выбор заготовок
В продаже для большинства популярных ДВС предлагают заготовки клапанного элемента стандартного и ремонтного размера. У ремонтных внешний диаметр увеличен. Если у вас редкая модель мотора, тогда седло придётся приобретать под заказ, либо изготавливать по индивидуальным чертежам.

Заготовки обычно стоят недорого. Если не удалось найти седло под конкретный мотор, не исключено, что вам подойдут детали от другого двигателя, поскольку для него они имеет аналогичные размеры.
Процедура установки
Самый правильный метод установки предусматривает применение азота. Другие методы считаются менее надёжными.
Когда металлический элемент находится в условиях комнатной температуры, то диаметр клапанного седла оказывается больше по размеру, чем посадочное отверстие в головке блока цилиндров. Из-за этого после монтажа возникает натяг.
Чтобы без проблем установить деталь, сначала клапанное седло необходимо немного уменьшить в размерах. Как известно, при низких температурах металл сжимается. Этим и объясняется необходимость применения азота.

Жидкий азот имеет крайне низкую температуру. Погружая в него деталь, происходит сжатие, диаметр уменьшается. В таком состоянии элемент без проблем входит в посадочное отверстие.
Параллельно можно увеличить размер посадочного отверстия. Для этого нужен противоположный эффект. То есть нагрев.
Тогда отверстие расширяется и посадочный зазор увеличивается. Нагревая головку, потребность в сильном охлаждении седла пропадает. В этом случае можно просто на несколько часов поместить седло в морозильную камеру.
Установка седла без термической обработки не рекомендуется. Это не позволит обеспечить нужный натяг. Как результат, в процессе эксплуатации седло попросту выпадет.
Если вы решили заменить на двигателе сёдла клапанов своими руками, тогда пошагово процесс будет выглядеть следующим образом:
- снимите старый элемент;
- подготовьте деталь нужного размера;
- поместите новую запчасть в морозильную камеру, либо в жидкий азот;
- спустя несколько часов в морозилке приступайте к нагреву посадочного места;
- нагревать можно с помощью газовой горелки или иным способом;
- доставайте охлаждённое седло и вставляйте в нагретое гнездо;
- лёгкими ударами вбейте деталь в посадочное место.
Учтите, что при использовании жидкого азота нагревать гнездо необязательно. Если же поместили седло в морозилку, то лучше прогреть.
Сильные удары наносить не стоит. И обязательно работайте в защитных перчатках.
Нюансы механической обработки
Завершается процедура механической обработкой нового элемента. Здесь следует нарезать соответствующую фаску. Лучше всего для таких целей задействовать специальный станок. Так удаётся добиться максимальной точности.
Жёстко центрируется резец и начинается процесс обработки. Важно понимать, что такой же точности добиться с помощью ручных шарошек невозможно.
Но за неимением других вариантов, приходится действовать шарошками. Нарезать необходимо будет 3 кромки. Это внешняя, внутренняя, а также верхняя центральная. Последняя наиболее узкая. Именно с ней соприкасается клапан.
Если сомневаетесь в точности, а также в качестве обработки своими руками, найдите поблизости какой-нибудь цех по металлообработке. Подойдёт даже обычный фрезерный станок. И результат наверняка окажется лучше, чем при использовании шарошки. Но тут уже решение за вами.

Расточка — это объективно сложная задача, требующая максимальной точности и аккуратности. Поэтому самостоятельно такая работа проводится исключительно на свой страх и риск. Оптимальное решение — это обращение за квалифицированной помощью.
Кому приходилось менять клапанные сёдла? Что было самым сложным? Удалось ли добиться желаемого результата? Какой способ решения проблемы считаете оптимальным? Своими руками или через мастерскую?
Согласитесь, что, хотя седла и сами клапаны изготавливаются из легированных металлов, в таких условиях очень непросто обеспечить герметичность камеры сгорания. Естественно, клапаны, седла и направляющие втулки подвержены износу.
Перечислим основные неисправности клапана и сопряженных с ним деталей:
- обгорание привалочной поверхности клапана и седла с образованием раковин;
- коробление, а то и трещины тарелки клапана и седла;
- механическое повреждение седла неисправным клапаном.
Перечисленные дефекты зачастую связаны с применением нештатного топлива и свечей, неверной регулировкой системы зажигания и привода клапанного механизма.Рабочий износ седел клапанов выражается в деформации граней фасок и нарушении герметичности сопряжения седла с клапаном, что видно по следам прорыва газов (нагара).
Сильный износ направляющих втулок приводит к нарушению геометрии седел и даже к их разрушению. Особенно это касается седел выпускных клапанов.
Профиль рабочей фаски клапана практически повторяет форму изношенного седла.
А - верхняя вспомогательная фаска;
В - рабочая фаска;
С - нижняя вспомогательная фаска;
D - диаметр тарелки клапана;
d - диаметр стержня клапана.
Для того, чтобы нормально функционировать, ей необходимо иметь минимальную ширину, т.к. для обеспечения герметичности важна не столько площадь контактирующих поверхностей, сколько требуемое удельное давление в сопряжении. С другой стороны, по этой фаске отводится значительная часть тепла от самого клапана, а значит, она должна быть как можно шире. Для примирения этих противоречий необходимо, чтобы на практике ширина рабочей фаски седла составляла 1.2 -1.6 мм у впускных и 1.5 - 2.0 мм у выпускных седел, а ее угол в большинстве случаев составлял 45°. Также имеет значение ее расположение относительно рабочей фаски тарелки клапана: место контакта должно приходиться на ее середину. В этом случае тарелка клапана будет испытывать минимальные деформации и температурные напряжения.

Никто не спорит, деды дураками не были, но ведь и машины, с которыми им приходилось иметь дело, были не чета нынешним. Теперь перейдем от теории к практике, от рассуждений к ремонту седел клапанов.
С помощью инструмента Neway мы восстановим изношенные седла дизельного двигателя Mercedes ОМ 615.

1. Цанговая конструкция направляющего стержня (пилота) обеспечивает его надежное самоцентрирование и неподвижную фиксацию в направляющей втулке клапана.

2. Надеваем на установленный пилот фрезу. Высокая точность обработки обеспечивается прецизионной посадкой фрезы. Зазор составляет 3-5 мкм.
3. На первом этапе при равномерном вращении инструмента формируется нижняя фаска седла. Далее переворачиваем фрезу и обрабатываем верхнюю фаску.

4. Формируем рабочую фаску фрезой с требуемым углом. Как правило, это 45° или 30°. Усилие на фрезу должно быть минимальным.

5. Для контроля расположения контатирующего пояска производим "проявочную" притирку в течение 5-10 сек.
6. При неправильном формировании рабочей фаски седла зона контакта может смещаться. Например, к верхней части фаски клапана.
7. На этом снимке указанный недостаток устранен дополнительным фрезерованием верхней фаски клапана и повторным формированием рабочей.

8. Восстановленное седло. Из-за высокой точности обработки и создаваемого ножами фрезы микрорельеф притирка не требуется, конечно, если клапан восстановленный или новый.
Читайте также: