
Посадка патрона в12 что это значит
Обновлено: 05.10.2024
Смысл ее в том что, я собрал из всех существующих моделей электродрели и шуруповерта к которым имел доступ, выложил их здесь и, описал применяемые резьбы,диаметры и т.д, не буду растягивать это в бессмысленную писанину. Что такое патрон, какие виды и как он выглядит, знают все. Расскажу не много о применяемых резьбах, порекомендую по ресурсу исходя из опыта обращений, которые выслушиваю как в лучшую так и в худшую сторону и, конечно же ссылки на сам патрон.
Работа была не сколько долгой а кропотливый , конечно были исключение например с PRAKTUL или DEXTER редкое "Г" даже в руках держать опасно, я исключил их из списка, по какому принципу собран, одному китайцу известно. Самые основные разьбы это 3/8 , 1/2 , 1,25 и реже 5/8, в отечественных дрелях производство СССР в место резьбы конус морзе 6, 8, 12, 16. Сам конус выглядит вот так:
посадочная сторона на патрон та что, с фаской( 16мм), то есть замер конуса делаем до фаски-это и есть размер посадки патрона. С другой стороны есть лапка, она нужна для надежной фиксации и предотвращение прокручивание, внутри шпинделя дрели канавка, куда и садится эта лапка. Для извлечение конуса с дрели, используется вот такое не хитрое приспособление (поставляется в комплекте).
Не забываем о том что, зачастую от случайного откручивание, патрон фиксируется болтом на шпинделе, с левой резьбой. Сам же болт посажен на фиксатор резьбы, если слегка, прямым ударом стукнуть в сам болт, то он открутится легче, главное не переусердствовать, рабочий способ проверенно.
Кроме сверления глухих и сквозных отверстий доступны следующие операции:
- финишная доводка для улучшения шероховатости (зенкерование и развертывание);
- рассверливание на больший диаметр, работа ступенчатыми сверлами;
- зенкование (съем фасок зенковкой);
- нарезание внутренней резьбы метчиком;
- фрезерование торцевыми и концевыми фрезами (доступно у тяжелых редукторных и радиально сверлильных станков, таких как Jet GHD-50PF и GRD-460);
- шлифование поверхностей;
- вырезание у глухого отверстия плоского дна (после сверла оно конусное) под гайки и шляпки болтов с помощью цилиндрических пазовых сверл;
- трепанирование для вырезки дисков из листов (кольцевое сверление коронками);
- раскатка отверстий роликовыми и шариковыми оправками для наклепывания внутренней поверхности с целью повышения их износоустойчивости. Этот процесс сопровождается небольшим увеличением диаметра отверстий.
По каким параметрам ведется выбор?
При подборе сверлильного станка в первую очередь учитываются:
- наибольший диаметр сверления и растачивания в стали и чугуне – главная характеристика, зависящая от мощности;
- габариты стола и расстояние шпиндель-основание – определяют предельные размеры заготовки. У некоторых станков верхняя часть основания тоже имеет Т-образные пазы, что позволяет крепить еще более высокие заготовки, отодвинув в сторону стол;
- возможность наклона рабочего стола в горизонтальной плоскости – для создания наклонных отверстий;
- количество скоростей (или наличие плавного изменения частоты вращения, доступное у некоторых моделей) – чем их больше, тем точнее можно подобрать режим для любого материала, диаметра сверления и подачи;
- возможность фрезерования и резьбонарезания;
- автоматическая подача пиноли – для качественного быстрого равномерного сверления при минимальных усилиях со стороны оператора
У каких моделей можно плавно настроить частоту вращения шпинделя?
Какие сверлильные станки кроме сверления и нарезки резьбы могут вести фрезерование?
Обработка металлических заготовок торцевыми (диаметром до 100 мм) и концевыми (до 25 мм) фрезами в доступна на станках Jet GHD-50PF 50000438T и GHD-46. Это возможно за счет мощного двигателя с зубчатой передачей редуктора и встроенной системы подвода СОЖ для охлаждения фрез.
Для настольной работы с миниатюрными деталями подойдет Корвет 411, позволяющий выполнять пазы концевыми фрезами, диаметром до 6 мм, зажатыми в цанговом патроне. Оснащение этого станка крестовым угловым столом и делительной головкой позволяет перемещать заготовку в горизонтальной плоскости и вращать ее на заданный угол. Это дает возможность использовать его в качестве настольной вертикально-фрезерной машины.
На каких моделях для крупносерийного производства можно максимально быстро делать резьбу в малогабаритных хрупких заготовках с тонкими стенками?
При нарезке на обычном редукторном сверлильном станке резьбы большой длины, например в трубах, при обратном движении метчика происходит упругое вытягивание детали. Это повышает требования к зажимным приспособлениям и ограничивает возможность работы с малопрочными деталями. Кроме того, при подводе метчика оператору требуется выполнять несколько заходных витков резьбы вручную.
Этих недостатков лишены станки с автоматическим резьбонарезанием Jet KST-223A и KST-231A. У них движение подачи и отвода шпинделя ведется машинным приводом. Метчик врезается в заготовку без участия оператора, а при отводе инструмента нет осевого растяжения детали за счет выхода режущих кромок четко по нарезанным выемкам резьбы. Это ускоряет процесс, снимает необходимость сильного зажима деталей и позволяет обрабатывать тонкостенные трубы без угрозы их деформации.
Можно ли сэкономить, используя вместо вертикально-сверлильного станка дрель, зажатую в стойке вертикального сверления? Если нет, то какую посоветуете настольную модель в пределах 4-5 тыс. руб. для гаражных работ?
Дрель, зажатая в вертикальную стойку (такую, как Stayer 32240), не обеспечит достаточной точности для сверления отверстий. Это связано с неизбежным люфтом в месте зажима шейки шпинделя дрели. Кроме того, из-за малого веса такого приспособления все вибрации при работе будут в большей степени влиять на увод сверла, чем в случае применения массивного специализированного станка.
Также учитывайте, что коллекторный двигатель электродрели не рассчитан на частую долговременную нагрузку. Даже с профессиональными моделями придется менять износившиеся графитовые щетки токосъемников. У вертикально-сверлильных станков двигатель асинхронный, более долговечный и тихий в работе, не требующий технического обслуживания. Поэтому в Вашем случае гораздо целесообразнее и дешевле приобрести легкий сверлильный станок, например Jet JDP-8L, Энкор Корвет или Калибр серии СС.
Существуют ли станки с автоматическим включением/выключением шпинделя при часто повторяющихся однотипных операциях сверления и нарезания резьбы?
Такие модели есть – Jet KST-340 и KST-560. У них, в отличие от обычных вертикально-сверлильных станков, есть возможность ведения непрерывного сверления или нарезания резьбы без ручного включения/выключения шпинделя на каждом цикле. То есть при отведении инструмента в крайнее верхнее положение он выключается сам, благодаря чему можно безопасно снять готовую деталь и поставить новую заготовку. Далее для продолжения работы достаточно начать крутить маховик ручной подачи. За счет встроенного кулачкового концевика шпиндель включится автоматически. Это значительно сэкономит вспомогательное время выполнения операции.
Подскажите недорогой легкий радиально-сверлильный станок для работы в мастерской. Желательна возможность установки больших деталей (около метра высотой).
В ряд нетяжелых и недорогих моделей, весом до 40 – 60 кг, входят следующие: Optimum RB8S, Jet JDR-34F, Proma R-8616F/400, Optimum RB6T, Энкор Корвет-48 и Jet JDR-34. Первые три позволяют работать с большими заготовками (до 1200 мм высотой) при их размещении на основании станка. Кроме того, подвижный по горизонтальной оси шпиндель позволяет быстро базировать положение отверстий в любой точке заготовки без ее переустановки.
Энкор Корвет-48 и Optimum RB6T можно разместить даже дома, на обычном столе, за счет небольшого веса и малошумности. Последняя модель может поворачивать сверлильную головку в вертикальной плоскости для сверления косых отверстий без необходимости наклона громоздких заготовок.
Предстоит серийное сверление линейного ряда отверстий в швеллерах и уголках. На каком оборудовании такую работу можно сделать быстрее всего?
Как определить оптимальную подачу инструмента для разновеликих отверстий в различных материалах?
Чаще всего в качестве инструмента используются сверла из быстрорежущей стали Р18 и Р6М5. Для них подача определяется по формуле S = C× (D0.6)×К,
где С – коэффициент, зависящий от твердости материала заготовки;
D – диаметр сверла, мм;
К – коэффициент, зависящий от соотношения длины и диаметра отверстия.
Все справочные данные Вы сможете найти в справочнике Анурьева или другой технической литературе.
На какой частоте вращения лучше всего сверлить дерево, пластик и нержавеющую сталь?
Оптимальная скорость зависит, прежде всего, от вида обрабатываемого материала и диаметра сверления. Например, для работы по нержавейке со сверлом из быстрорежущей стали Р6М5, диаметром 10 мм, выбирается частота вращения около 300 об/мин. По более мягкой низкоуглеродистой стали (Ст. 45) – вдвое больше.
Чем менее плотный материал, тем с большей скоростью можно его сверлить: при том же диаметре инструмента для чугуна ставится 1000 об/мин, для пластиков и цветных металлов 1500 об/мин, а для дерева 2000 об/мин.
Если в производстве часто выполняются однотипные операции сверления, то для экономии ресурса инструмента есть смысл еще более точно определить наилучшую частоту вращения сверла. При этом дополнительно учитывается его материал – это может быть инструментальная, быстрорежущая (Р6М5, Р18 и др.) или твердосплавная сталь (ВК8, ВК18). Также берется в расчет величина подачи инструмента (в мм/об). Эти значения выбираются по таблице технической литературы, например из справочника Анурьева, а наиболее ходовые величины выведены на панель станков.
Для чего в сверлильных станках ставится клиноременная передача, а не обычный редуктор?
Действительно, гораздо удобнее переключать зубчатый редуктор рычагом, чем вручную переставлять ремень. Зато в случае заклинивания сверла произойдет лишь проскальзывание ремня по шкивам – износ его будет минимален. У зубчатого редуктора в этом случае существует большая вероятность поломки зубьев колес, которая потребует дорогостоящего ремонта. Поэтому у всех легких сверлильных станков, мощностью менее 1 кВт, чаще всего ставится ременная передача.
Более тяжелые мощные станки, такие как Jet GHD-50PF, оснащены редуктором – для передачи большого крутящего момента и сверления крупных отверстий (до 40 – 50 мм и более).
Каким образом можно быстро высверлить отверстия одинаковой глубины?
Для создания множества идентичных отверстий используется упор глубины. Он представляет собой резьбовой вал, который опускается при совместном параллельном движении вместе со шпинделем. На валу на нужной высоте (в зависимости от требующейся глубины сверления) устанавливается пара законтренных гаек. Когда они достигают блока упора (узла, через который по резьбе проходит вал), двигатель выключается. Шпиндель автоматически отводится вверх в исходное положение за счет действия возвратной пружины.
Для настройки упора достаточно установить шпиндель с зажатым сверлом на требующуюся глубину сверления, и в этом положении поместить гайки над блоком упора.
Зачем нужна возможность поворота сверлильной головки в вертикальной плоскости, присутствующая у некоторых моделей? Ведь для наклонных отверстий достаточно повернуть рабочий стол.
Наклон шпинделя позволяет выполнять сверление под углом в тяжелых или вытянутых заготовках, которые сложно поворачивать на столе. Такая конструкция, например, у станков Энкор Корвет-48 , Jet GHD-46, JDR-540, Optimum RB8S, RB6T, Proma R-8616F/400.
В каком порядке производится ручная смена числа оборотов на клиноременной передаче? Как определить ее оптимальный натяг?
Для изменения частоты вращения шпинделя у станков с ременным вариатором, прежде всего, отключите машину от сети и снимите кожух. На его внутренней стороне нанесена схема перестановки шкивов для разных скоростей, сверьтесь с ней. Перед настройкой необходимо освободить зажим подвески мотора с обеих сторон и ослабить натяг ремня фиксаторами. После этого можно перекинуть его на нужную комбинацию шкивов в соответствии со схемой, далее натянуть в новом положении и снова укрепить подвеску двигателя.
Оптимальный натяг определяется нажатием большого пальца в середину ремня – он должен прогибаться на величину около 5 – 10 мм.
При частой смене скоростей не забывайте ставить на место кожух для исключения несчастных случаев и порчи передач стружкой и прочими посторонними предметами.
При работе сверлильного станка возникают чрезмерные вибрации, снижающие точность выполнения отверстия. Из-за чего это происходит?
Чаще всего это связано со следующими причинами:
- затупилось сверло – попробуйте его заменить;
- ослабло натяжение ремня. Кроме того, на него мог налипнуть мусор – проверьте, нет ли на поверхности посторонних вкраплений, и при необходимости замените ремень;
- разболталась опора станка – отрегулируйте стойку для достижения плоскостности.
- возник дисбаланс одного или нескольких шкивов;
- расшаталась шайба ведущего ремня двигателя или второго ведомого ремня шпинделя. В первом случае затяните гайку шпинделя, а во втором –резьбовой штифт;
- если вибрация сопровождается сильным непрерывным выходом стружки, уменьшите глубину сверления или величину подачи;
- проверьте смазку пиноли шпинделя.
Иногда получаемые отверстия скошены. Как этого избежать?
Чаще всего это связано с затупившимся или погнувшимся сверлом, которое надо заменить. Также оно может быть недостаточно сильно затянуто в патроне. Следите, чтобы на поверхность хвостовиков инструментов не попадало масло, грязь и мелкая стружка, которые приведут к прокручиванию оснастки в зажиме и застреванию ее в заготовке.
Несоосность отверстий при отклонении их центра от намеченного может быть связана и с неоднородностью материала заготовки. Инструмент всегда стремится по пути наименьшего сопротивления, в направлении минимальной плотности среды. Поэтому если у станка недостаточно жесткая система СПИД (Станок–Приспособление–Инструмент–Деталь), при попадании сверла на сучок в дереве или на газовую камеру в металле его направление сбивается. Во избежание этого перед началом работы выполняйте центровку – предварительное засверливание отверстия специальным центровочным сверлом.
Сломался шток оправки патрона, обломок застрял в шпинделе. Как его можно извлечь и поставить новый патрон?
Лучше всего осторожно выбить остатки старого штока с помощью клина. Новый патрон вставляется через соответствующую оправку, при этом чтобы он плотно прилегал не нужно прилагать больших усилий. Достаточно слегка простучать деревянной киянкой или латунным молотком.
При сверлении накаляется сверло, а снижение оборотов не всегда помогает. Что еще можно сделать?
Перегрев зоны сверления может быть вызван не только чрезмерной частотой вращения шпинделя, но и слишком малой подачей или забивкой канавок сверла мелкой стружкой. Попробуйте чаще извлекать инструмент для его очистки или увеличить подачу для сокращения времени контакта оснастки с заготовкой.
Почему станок Корвет 49 в первый же день работы вместо заявленного диапазона 350 – 3000 об/мин выдает лишь 450 – 2650 об/мин?
Попробуйте включить оборудование еще раз и дайте ему поработать несколько минут на холостых оборотах. Возможно, вариатор при первом включении не успел приработаться.
Помните, что регулировать скорость вращения у сверлильного станка Корвет 49 можно только при включенном двигателе и свободном вращении, но не во время сверления под нагрузкой. Иначе при последующем запуске возможно застревание ремня.
Что можно использовать в качестве СОЖ при сверлении и нарезании резьбы метчиком? Всегда ли требуется охлаждение?
Выбор СОЖ (смазывающе-охлаждающей жидкости) зависит от обрабатываемого материала. Для обычных низкоуглеродистых сталей применяется эмульсионный раствор, для легированных сталей – раствор из минеральных и синтетических масел, для алюминия и его сплавов – смесь керосина и эмульсии. Если у станка в конструкции нет системы подачи СОЖ, то в качестве универсального безвредного для машины охлаждения применяют смесь керосина и машинного масла.
Без охлаждающей жидкости можно сверлить чугун, латунь и бронзу.
При нарезке резьб метчиком из быстрорежущей стали со скоростью более 45 м/мин применение СОЖ обязательно. Иначе возможен перегрев и разупрочнение инструмента. Сверление с охлаждением также необходимо при глубине от 3 – 5 диаметров сверла и более. Во всех случаях подача специальной жидкости позволяет ускорить работу почти в 1,5 раза.
В чем разница между самозажимным и быстрозажимным патроном?
В самозажимном не требуется сильно зажимать инструмент. Достаточно слегка его наживить, и кулачки зафиксируются самостоятельно – по инерции под действием вращения шпинделя. Благодаря этому исключается возможность проворачивания сверла при перегрузке.
Применяется самозажимной патрон в профессиональных станках для массового производства (например MATRIX 16880, ПСС-10 В12), чтобы сэкономить время на установку инструмента и исключить возможность его проскальзывания в кулачках.
Какой патрон под посадку В18 обеспечит вылет для маленьких сверл (от 1 мм)?
Конус Морзе В18 является гораздо менее распространенным, чем В16. Для него можно подобрать патрон Proma 25181113 (посадка B18, диапазон 1–13 мм). Для использования инструментов с посадкой от 13 до 16 мм придется переставлять патрон Proma 25180316 (B18; хвостовики 3–16 мм) или другой подобный.
С помощью каких приспособлений можно сверлить отверстия, диаметром 33 мм, в швеллерах на Корвет-43?
Описанная задача может быть выполнена несколькими способами на станке Корвет-43 и другом со схожей мощностью. Можно использовать биметаллические коронки с шестигранным хвостовиком (для диаметра 33 мм это, например, Bosch 2.608.584.142 со стандартным 6-гранным переходником или 2.608.584.625 с переходником Power Change). Другой вариант – самоцентрирующиеся ступенчатые сверла HSS с цилиндрическим хвостовиком , позволяющие в зависимости от глубины сверления получить ряд различных диаметров. Так, для 33 мм подойдет Bosch 2.608.597.521, которое может выполнять отверстия 4; 6; 8; 12; 15; 18; 21; 24; 27; 30; 33; 36; 39 мм. Т.е. одним этим сверлом можно получить любой из перечисленных диаметров в зависимости от глубины его погружения.
Как обозначаются посадочные размеры для патронов? В чем отличие между серией размеров МК и В?
Какие посадки наиболее распространены у сверлильных патронов?
У малых патронов с зажимом до 6 мм чаще всего используются конусные посадки В10, для диапазонов до 10 и 13 мм – В12, а для более крупных с раскрытием до 16 мм – В16 и В18. Соответственно этим посадкам подбираются переходные оправки для установки в станки.

Всех пользователей дрелей рано или поздно касаются такие вопросы, связанные со сверлильным патроном:
- какое максимальное по диаметру хвостовика сверло он может зажать
- какое минимальное по диаметру хвостовика сверло он может зажать
- какое у него посадочное место
Первый и второй пункты будут интересовать при необходимости использовать сверла или насадки тех или иных диаметров. А третий — при возникновении потребности в замене патрона.
Максимальный диаметр хвостовика сверла
Данный размер показывает, насколько широко раскрываются зажимные губки у патрона.
По этому параметру патроны для дрелей могут иметь следующие максимальные размеры:
При этом первые три размера — это очень большая редкость. Остальные диаметры встречаются гораздо чаще.
Огромный выбор электроинструмента и бензотехники по низким ценам. Бесплатная доставка до вашего региона. Оплата при получении.
Нетрудно догадаться, что максимальный зажимаемый диаметр хвостовика для той или иной дрели производитель подбирает, исходя из ее мощности и габаритов. Было бы нелепо устанавливать на маленькую дрель в 300 Вт патрон на 16 мм, как и на киловатную модель патрон на 10 мм. Хотя осуществить такое вполне можно, так как, к примеру, есть киловатные дрели с посадочным местом на 1/2″, где изначально стоит патрон с зажимом на 16 мм, а есть и патроны на 10 мм с такой же посадкой. Ну, а о посадках будет сказано ниже в соответствующем разделе.
Касаемо максимального диаметра зажима, то этот вопрос начинает тревожить пользователя, если ему не удается зажать бОльшую по диаметру насадку или сверло, чем позволяет его модель дрели. Что же, в такой ситуации можно подобрать подходящий патрон, однако увлекаться сильно работой с посадкой большого диаметра не стоит, так как, скорее всего, ваша дрель не предназначена для работы с ней из-за малой мощности.
Виды патронов
Дрели бывают различных видов и классов. Однако, все они обладают примерно схожими базовыми элементами. В отношении патронов принято различать их по способу крепления к инструменту. Также существует классификация по принципу осуществления зажима.
Итак, существуют следующие разновидности этого элемента:
- патрон для дрели быстрозажимной;
- ключевой;
- зубчато-венцового зажима.
Последний вид не столь распространен, как предыдущие два и схож по своему принципу с ключевым. У каждого из представленных видов есть свои положительные свойства и недостатки, которые обуславливают выбор при проведении конкретного вида работ.
Патрон самозажимной для дрели (его еще называют быстрозажимным), является крайне распространенным. Он обеспечивает оперативность проведения работ, а также уменьшает степень травмоопасности, так как не имеет зубьев. Зажим патрона и его разжатие осуществляются при помощи давления ладони.
В плюсам такого вида, пожалуй, стоит отнести следующие особенности:
- не требует применение ключей;
- не имеет травмоопасных зубцов.
К недостаткам же быстрозажимного патрона относятся следующие характеристики:
- более дорогая стоимость по сравнению с ключевыми аналогами;
- недолговечность.
Самозажимной патрон при длительном использовании и частой смене сверл перестает со временем их крепко удерживать. Они начинают “гулять”, и работа таким инструментом становится крайне небезопасной и неэффективной. Особенно это заметно при использовании сверл большого диаметра.
Не менее распространенным зажимом, является ключевой. Он затягивается при помощи отдельного ключа. При этом зажим является весьма и весьма крепким. В сравнении с аналогами быстрозажимного типа, продается значительно дешевле.
К плюсам этого вида можно отнести:
Среди недостатков ключевого патрона выделяются:
- дополнительные затраты времени на смену сверла;
- неудобство использования ключа (это отдельный элемент, которому свойственно теряться).
Однако, если прикрепить его к шнуру дрели, то он будет всегда под рукой, и время на поиски тратить не придется.
Отдельно стоит отметить патрон для мини дрели. Такой элемент позволяет использовать крайне тонкие сверла диаметром от одной десятой до полмиллиметра. Ими делаются отверстия в микросхемах и ювелирных изделиях, где важна точность и аккуратность.
Как выбрать патрон?
Выбор наиболее подходящего элемента должен основываться на характере проводимой работы и задач, которые являются приоритетными.
Так если, важно провести работу быстро при частой замене сверла, выбор лучше остановить на быстрозажимном типе. Если оперативность не является ключевым фактором, то самым оптимальным вариантом во всех отношениях станет ключевой механизм.
Подробнее о конструкции ключевого патрона на дрель
Конструкция зажимного приспособления патрона имеет простое и незамысловатое устройство. При выходе из строя внутренних деталей, что зачастую случается при отсутствии внесения смазочных материалов, весь патрон подлежит ремонту или замене. Ниже представлена схема конструкции БЗП.

Устройство патрона дрели
Цанговая или кулачковая конструкция патронов является наиболее эффективной, что позволяет использовать исполнительный орган для фиксации насадок не только с цилиндрическими хвостовиками, но и шестигранными. Цанговые патроны под дрели состоят из следующих конструктивных элементов:
- Корпус в виде цилиндра, который имеет конусообразную форму
- Зажимная муфта или гильза, которая вращается на внешней поверхности
- Внутри установлен кулачковый механизм, состоящий из трех кулачков или цанг, которые перемещаются по резьбе. Сжатие или сведение кулачков друг с другом в одной точке осуществляется за счет конусообразной форме расположения этих элементов
Кулачки изготавливаются из закаленной стали (прошедшей термическую обработку). В действие кулачки приводятся за счет перемещения наружной зажимной муфты. На патронах для механических дрелей схождение кулачков обеспечивалось за счет регулировочного колеса.
По аналогичному принципу работают БЗП и ключевые типы оснастки, которые применяются для закрепления в электроинструментах сверл, фрез, коронок, полировочных насадок и т.п.
Посадочное место
Оно может быть резьбовым либо конусным. На большинстве современных моделей используется резьбовое соединение. Однако иногда оно бывает и конусным — в основном на дрелях с патроном под максимальный хвостовик 16 мм.
Резьба может быть метрической, но в большинстве случаев на современных дрелях она идет дюймовая. Производители всегда пишут прямо на патроне, какая у него резьба, если он, конечно же, резьбовой.
Дюймовая резьба бывает следующих размеров:
Резьбовой патрон с маркировкой 1,5 — 13 мм — 1/2
При этом самыми распространенными являются 3/8 и 1/2. Эти две посадки могут использоваться на патронах с максимальным зажимаемым хвостовиком на 10 и 13 мм. Посадка 1/2 редко, но еще встречается и на патронах с зажимом до 16 мм. 1/4 — это посадка на патронах до 6,5 мм, а 5/8 — опять же до 16.
Метрическая резьба бывает только М12. Применяется для патронов с зажимом до 10, 13 и 16 мм.
Конусное посадочное место может иметь обозначение В12, В16 и В18. Цифры обозначают диаметр в миллиметрах. Применяются они на патронах с зажимом до 10, 13 и 16 мм. Причем с последним диаметром чаще всего.
Конусная посадкаКонусный патрон с маркировкой 3-13 мм В16
Это все, что я хотел сказать о размерах дрелевых патронов. Надеюсь, что помог вам со всем этим разобраться. Статью же на этом заканчиваю — до новых встреч!
Возможные проблемы при работе с патроном
Патроны для дрели представляют собой важную деталь инструмента, поэтому следует знать возможные виды поломок данной детали. К ним относятся:
Интервал и необходимость замены патрона, зависит от разных причин. Сильно влияют: особенности эксплуатации, качество самого патрона, манера работы с инструментом. Если возникшую неполадку не удается обнаружить или устранить, то лучше всего приобрести новое изделие.
Учимся снимать резьбовые патроны с дрелей и шуруповертов важные нюансы
Сначала надо отметить, что по типу фиксации рассматриваемых элементов на валу электроинструментов, они классифицируются на резьбовые и конусные. Резьбовые более популярны, однако надежными считаются конусные устройства. Конусные крепления используются на дрелях и сверлильных станках.
Если на дрели стоит патрон резьбового типа, то снять его не составит труда, если знать одну главную особенность. Перед тем, как снимать патрон с дрели, следует знать о том, что завинчивается он нестандартным способом. Чтобы снять такой элемент с дрели или шуруповерта, понадобится действовать по следующей инструкции:
- Максимально разжать губки, чтобы открылся доступ к внутренней части элемента
- Внутри расположен фиксирующий винт. Этот винт имеет нестандартную резьбу — левую. Для его вывинчивания нужно прикладывать усилие не в правую, а левую сторону
- Винты имеют разную конструкцию шляпки, поэтому чтобы узнать, какой отверткой нужно его выкручивать, следует подсветить и посмотреть внутрь устройства
- Если вывинчивается устройство с шуруповерта, то здесь очень важно перевести трещотку или регулятор усилие на максимальный режим. Если этого не сделать, то скрутить с вала патрон не удастся. Однако это касается шуруповертов
- После вывинчивания винта, остается скрутить патрон с дрели. Он вывинчивается в левую сторону (т.е. нормально)
При проведении работ рекомендуется воспользоваться смазкой WD-40. Такими способами снимаются устройства на многих дрелях и шуруповертах. Однако есть исполнительные органы, которые имеют конусную конструкцию соединений. Как снимаются устройства конусного типа, рассмотрим далее.
Слизались грани фиксирующего винта патрона что делать
Что делать, если внутри патрона слизались грани шляпки винта? Очень распространенная проблема, решить которую вполне реально. Сначала рассмотрим причины, почему на винте слизываются грани:
- Не прочитав инструкции, владелец пытается выкрутить винт по направлению против хода часовой стрелки. Если внутри имеется винт, то его крутить для вывинчивания следует по часовой стрелке, то есть наоборот
- Неправильно выбранный инструмент, то есть используется отвертка со шлицами, которые слизывают грани винта. Перед применением следует максимально правильно подобрать отвертку
- Некачественный винт. Обычно это встречается на дешевых китайских устройствах

Однако если слизались грани винта, то не спешите менять инструмент. Для его вывинчивания имеются разные способы:
- Если шляпка винта имеет крестообразную форму, но при этом грани слизаны, то можно воспользоваться плоской отверткой. Производители предусмотрели вероятность слизывания граней, поэтому выкрутить винт можно не только крестообразной, но и шлицевой отверткой. Обычно этот метод помогает решить проблему
- Воспользоваться продувочным пистолетом, попытавшись очистить загрязнения внутри шлицев шляпки. Часто в шляпке скапливается большое количество загрязнений, которые мешают качественному соединению с винтом
- Взять отвертку, и приложив ее к шляпке винта, нанести несколько легких, но резких ударов. Отвертка углубится внутрь шляпки винта патрона, что повысит вероятность его выкручивания
- Отрезать кусочек резины, и расположив поверх шляпки, попытаться через него отверткой зацепиться за оставшиеся грани, и произвести вывинчивание
- Если все способы перепробованы, то остается только либо разобрать шуруповерт или дрель с последующей заменой исполнительного органа совместно с валом от редуктора или болгаркой разрезать патрон. Открыв доступ к шляпке винта, можно ухватиться за нее ручными тисками, и произвести выкручивание. Патрон после этого метода подлежит замене
При этом вовсе нет никакой необходимости замены всего инструмента.
Как снять и разобрать патрон с конусным креплением конус Морзе
Патроны с конусом встречаются крайне редко, но если у вас именно такой экземпляр, то наверняка хотите узнать, как они снимаются. Зачастую тип конусного крепления имеют старые электрические дрели и сверлильные станки, поэтому если на инструменте вышел из строя патрон, то для его замены понадобится выполнить следующие действия:

- Развести губки в стороны и выкрутить стопорный винт с правой резьбой (на конусных установлены винты с обычной резьбой)
- Закрепить инструмент, и взяв в руки молоток, наносить легкие удары по тыльной части устройства
- После каждого удара следует проворачивать наружную муфту по направлению часовой стрелки
- Если внутренний механизм заржавел, то перед проведением работ следует воспользоваться смазкой WD-40
- Бывают случаи, когда даже смазка не позволяет разрешить проблему, поэтому следует воспользоваться паяльной лампой, прогрев деталь до красна
- Если и в этом случае патрон не поддается разборке, тогда остается последний вариант — это разобрать дрель, и сточить боковые части устройства на наждаке. Некоторые мастера предпочитают распилить болгаркой исполнительный орган прямо на инструменте
При варварском подходе к разборке, элемент уже не подлежит ремонту, и после демонтажа, необходимо установить патрон аналогичной конструкции. Чтобы поставить на дрель резьбовой патрон, понадобится внести изменения в конструкцию дрели, что также вполне реально сделать своими руками.
Теперь рассмотрим способ разборки детали с целью последующего ее ремонта. Способ разборки простой, и не требует применения кувалды или болгарки. При этом должно быть выполнено главное условие — отсутствие коррозионных процессов на резьбе. Принцип демонтажа конусного патрона с ударной дрели имеет следующий вид:
- Свести губки внутрь детали
- Поместить инструмент на ровной поверхности (на столе)
- К торцевой части инструмента прижать отрезок из пенополистирола (можно использовать пенопласт высокой плотности)
- К пенополистиролу прижать отрезок плотного материала — доску или металл
- На дрели установить ударный режим. Если на дрели нет ударного режима, то для разборки патрона, его следует предварительно закрепить на перфораторе
- Плотно прижать конструкцию к патрону, и нажать кнопку пуск
- Буквально через 10 секунд патрон с типом крепления в виде конуса самостоятельно раскрутится
Патроны на дрели с конусом Морзе относятся к категории разборных, поэтому в случае выхода из строя одной из губок, их можно заменить. Это единственный тип патрона на дрели, который можно разобрать, и при выходе из строя кулачков или зажимной муфты, отремонтировать его. Если необходимо собрать патрон, то делается это также легко. Для этого необходимо запрессовать наружную обойму на зажимную муфту, а затем установить на ось инструмента. Ниже на видео показано, как можно разобрать патрон для дрели при помощи молотка.
Как разобрать патрон быстрозажимного типа
В процессе эксплуатации таких электроинструментов, как дрели и шуруповерты, часто возникают неисправности быстрозажимных патронов. Не торопитесь покупать новые механизмы, так как старые можно попытаться отремонтировать. Для этого оснастку следует снять с электроинструмента, о чем упоминалось выше.
После этого, чтобы попытаться отремонтировать деталь, следует ее разобраться. Принцип разборки простой, и основывается на выбивании внутреннего механизма. Более подробно о том, как разобрать патрон быстрозажимного типа, описано в видеоматериале.
Кол-во блоков: 12 | Общее кол-во символов: 15963
Количество использованных доноров: 4
Информация по каждому донору:
Патроны – это оснастка, является промежуточным звеном между оборудованием и расходником (сверлом битой или др.)
Обычно любое оборудование поставляется уже с полным комплектом оснастки, то есть патроны являются частью комплекта. Тем не менее, их покупают отдельно и на замену так как они изнашиваются, ломаются или нужно изменить размеры оснастки, например, увеличить диаметр сверла или метчика и т.д.

Куда устанавливаются патроны.
Патроны устанавливаются в электро – пневмо - аккумуляторные дрели, перфораторы, станки сверлильные и резьбонарезные. Так же патроны могут быть предназначены для токарных станков. Это уже другой тип патронов, мы его рассматривать не будем.


Основные типы и виды патронов.
Патроны могут быть быстрозажимными – для их фиксации достаточно силы зажима руками, патроны с ключом (или ключевые) и самозажимные. Последние фиксируются под действием силы кручения, но дополнительно используется специальный зажимной ключ, он указан у нас на картинке с аксессуарами.
Патроны могут иметь дополнительную механическую запирающую LOCK – SYSTEM. Она обеспечивает наиболее сильную фиксацию режущего инструмента в патроне при сильных вибрациях и нагрузках. Так же увеличивает степень крепления патрона в инструменте.

Имеются так же специфические серии патронов MINI. Эти патроны закрывают, например, такие проблемы как, сверление в слишком тесном пространстве или требуется бОльший вынос сверла, чем тот, когда сверло вставляется в обычный патрон. Эти патроны имеют меньший вынос зажимной части патрона и обеспечивают оптимальное использование оснастки и инструмента с точки зрения размеров.
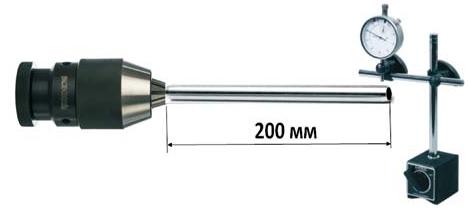
Точность патрона – не случайный параметр. Этот параметр имеют все зажимные патроны, другое дело, что не все производители или продавцы указывают этот параметр, как малозначащий или того хуже, специально не афишируют…. Что показатель ТОЧНОСТЬ реально показывает – осевое биение (отклонение) на расстоянии 200 мм от места крепления в патрон специального эталонного металлического прутка, который имитирует сверло или метчик. И отклонение может быть обычно от 0,35 мм в DIY патронах до 0,05 мм в особо точных индустриальных патронах.
В конечном итого, мы не случайно в начале статьи затронули тему цепочки от человека, инструмента до готового отверстия…чем длиннее цепочка, тем менее точный результат. Мало того, если у вас все профессиональное (инстрмент и патрон), но сверло – низкокачественное по точности и биению, то не поможет никакой суперточный патрон. Эта логика действует на все составляющие этой цепочки. Итог такой, максимально точный результат по размерам будет гарантировать только использование максимально точного оборудования и качественного инструмента по всей цепочке – сверлильный станок, патрон с точностью 0,05 мм, сверло проверенного производителя.
Читайте также: