
Участок подготовки к покраске
Обновлено: 07.07.2024
Правильная подготовка авто к покраске — обязательное условие для того, чтобы автоэмаль легла на все поверхности ровно и держалась крепко, не отслаиваясь и не шелушась. При самостоятельном перекрашивании машины качество выполнения этого этапа работ предельно важно, но и при работе в малярной камере готовить кузов тоже следует максимально тщательно.
Подготовка авто к покраске включает в себя целый ряд операций – от мойки и обезжиривания до нанесения грунта. Все они направлены на повышение адгезии краски с материалом кузова, и поэтому при проведении таких работ нужно использовать качественные расходные материалы.
Этапы по подготовке авто к покраске
Приведенная пошаговая инструкция по подготовке автомобиля к покраске своими руками и нанесению ЛКП содержит достаточно подробные рекомендации. Но при устранении сложных повреждений, а тем более при полном окрашивании или реставрации больших поверхностей (крылья, капот, крыша) в домашних условиях почти невозможно добиться нужного уровня качества.
Подготовка к покраске своими руками: Видео
Мойка кузова
Первый этап подготовки машины к окрашиванию — мойка. При мойке необходимо использовать губку средней жесткости и применять специализированные моющие средства, растворяющие жир и удаляющие стойкие загрязнения.
- Открытые участки кузова.
- Стыки деталей.
- Пороги.
- Днище и т.д.

Загрязнения снимаются со всех поверхностей, которые будут окрашиваться, жировая и солевая пленка, которая снижает адгезию к шпаклевке и грунтовке. Также в процессе мойки убираются загрязнения из пор: в дальнейшем они могут мешать зачистке и шпаклевке.
Маскировка деталей и зачистка кузова
После того как машина будет вымыта и тщательно просушена, переходим к следующему этапу. Нам нужно защитить все поверхности, попадание на которых краски будет нежелательным. Для этого закрываем эти участки полиэтиленовой пленкой, а пленку фиксируем малярным скотчем. Съемные элементы лучше не заклеивать, а демонтировать – так они гарантировано не пострадают при окрашивании.
После маскировки поверхностей выполняем зачистку дефектов – сколов, трещин или царапин лакокрасочного покрытия. Для зачистки используем наждачную бумагу с зерном до Р280. При обработке дефекта удаляем все слабо держащиеся фрагменты, а края зачищенного участка сглаживаем.

Обезжиривание
Когда все требующие внимания участки будут зачищены, необходимо обезжирить предназначенные к окраске поверхности. Первичное обезжиривание происходит еще при мойке кузова, но для полного удаления жировой пленки нужно обработать детали специальными составами.
Выполнять обезжиривание до зачистки нецелесообразно: при работе с абразивом поверхность неминуемо будет загрязнена, потому потребует дополнительной очистки.
- Сначала обрабатываем небольшой участок салфеткой, смоченной в обезжиривающем составе.
- Сразу после этого протираем кузов сухой чистой салфеткой, убирая растворенные вещества.
- Оптимальный размер участка для обработки – около 50х50 см, поскольку с большей поверхности трудно убирать загрязнения до испарения растворителя.
Обратите внимание! Все работы с летучими растворителями необходимо выполнять в перчатках, очках и респираторе, под вытяжкой или в хорошо проветриваемом помещении.

Шпатлевание
Шпатлевка при подготовке машины к покраске используется для того чтобы выровнять повреждённые поверхности, заполнив царапины или другие дефекты. Там, где поверхность будет выравниваться с применением шпатлевки, ее зачищают до металла, используя сначала крупнозернистую наждачную бумагу (Р80), а затем абразив с меньшим размером зерна (Р180).
Перед началом работ шпаклевка смешивается с отвердителем (оптимальная доля отвердителя – не более 3% по массе). Материал наносится только на металл или на эпоксидную грунтовку.
Обратите внимание! Нежелательно наносить шпаклевку сразу после обезжиривания. Связано это с тем, что обработка растворителем приводит к охлаждению металла. Если не дать время на выравнивание температур – под слоем шпаклевки могут собираться капли конденсата, снижающие качество сцепления с основанием.

Шлифование
Следующий важный этап подготовки к реставрации лакокрасочного покрытия — шлифовка. По принципу действия она схожа с зачисткой, но выполняется несколько иначе, с применением более деликатных абразивов.
Шлифовка решает несколько задач:
- Удаление остатков старого покрытия.
- Максимальное выравнивание поверхности путем удаления излишков застывшей шпаклевки.
- Обеспечение адгезии основания с грунтовкой/эмалью – для этого при шлифовании все поверхности делаются шероховатыми.
Шлифовать можно вручную (при локальной окраске) или с использованием шлифовальных машинок. Сама обработка может вестись мокрым или сухим способом.
Для обеспечения максимального качества сухое шлифование будет предпочтительным. Во-первых, мокрый способ неприменим при обработке полиэфирных шпаклевок, во-вторых, так снижается риск коррозии. Но при шлифовании без увлажнения важно соблюдать технику безопасности, используя средства индивидуальной защиты, а в идеале – обеспечивая принудительное удаление пыли из рабочей области.
Еще один важный фактор, влияющий на качество подготовки – выбор шлифовального материала:
- Для черновой обработки используется абразив Р120, края участков сглаживаются абразивом Р180-220.
- При выравнивании зашпаклеванного участка применяется абразив до Р180 (желательно принудительное удаление пыли, потому что она быстро забивается в промежутки между абразивными зернами).
- При подготовке под грунт выполняется машинная обработка с применением абразивов Р220–Р320.
- Непосредственно перед окраской поверхность может шлифоваться бумагой до Р500 (при машинной обработке) или Р1000 (при ручной).
Обратите внимание! При использовании нескольких абразивов в рамках одного этапа уменьшение размера зерна не должно превышать 100 единиц за раз.

Грунтование
Грунтовка — это промежуточный слой, отвечающий за равномерное распределение эмали по поверхности и обеспечивающий повышение адгезии. Кроме того, грунт частично компенсирует огрехи предыдущих этапов подготовки, потому что полностью очистить все детали от пыли, грязи и жировой пленки практически невозможно.
По принципу действия грунтующие составы делятся на две категории:
- Первичные — повышают адгезию ЛКП и основания, защищают основу от коррозии, формируя пленку, непроницаемую для кислорода.
- Наполнители – проникают внутрь царапин, образовавшихся в результат обработки абразивом, заполняют пустоты, выравнивая поверхность. Благодаря обработке наполняющим грунтом краска ложится на кузов машины значительно ровнее.
Перед нанесением грунт необходимо тщательно перемешать, если нужно, добавив в основу отвердитель/растворитель. При использовании заколерованного грунта в состав вначале добавляется краска, а после получения нужного оттенка вводятся дополнительные компоненты.
Грунтовка обычно наносится в несколько слоев, причем каждый слой требует тщательной просушки. После высыхания поверхность можно обработать проявляющим составом – он покажет, какие участки требуют доработки (например, дополнительного выравнивания шпаклевкой).
После высыхания финишный слой грунта шлифуется тонкозернистым абразивом — и машину можно красить.
Покраска и лакировка автомобиля
Если на предыдущих этапах все было сделано правильно, то проблем с покраской и лакировкой возникнуть не должно. Краска будет ложиться ровно, без потеков или других дефектов – это обеспечит формирование красивого долговечного декоративного слоя.
Для нанесения эмали используется краскопульт. При локальном ремонте допускается обработка участка с использованием аэрозольного баллончика. В любом случае струю краски нужно направлять перпендикулярно кузову и вести равномерно – так риск появления пятен будет гораздо ниже.
Чтобы равномерно окрасить достаточно большую площадь, краска наносится полосами (наложение соседних полос – не менее 50% по ширине). На краях деталей плавно уводите пистолет/баллончик в сторону, иначе появятся либо потеки, либо непрокрашенные области.
Базовые слои эмали тщательно высушиваются (все это время важно защищать кузов от пыли, влаги или перепадов температур), а затем лакируются. Основная сложность заключается в лакировке поврежденного участка при локальной реставрации. Чтобы сделать переход максимально незаметным, края старого лакового слоя обрабатываются растворителем, а новая лакировка наносится в несколько слоев с постепенным увеличением их площади.
Покраска автомобиля в автосервисе
Подготовка авто к покраске своими руками, а тем более – перекраска машины (тем более полная) в домашних условиях — не самое лучшее решение. Связано оно в первую очередь с тем, что без нужного опыта, навыков и оборудования можно допустить ряд критических ошибок:
- Некачественно защитить участки от попадания эмали.
- Неверно выбрать глубину и площадь зачистки поврежденного участка.
- Неправильно подобрать абразивный материал и/или режим работы шлифовальной машины.
- Выбрать неподходящий (или просто некачественный) материал – грунт, шпаклёвку, эмаль и т.д.
Все это приведет к тому, что поверхность после обработки либо будет недостаточно ровной, либо не полностью очистится от загрязнений. В любом случае вы потратите немало денег, времени и сил, но результат вас разочарует — краска может начать пузыриться, просто ляжет неровно или утратит характерный блеск. Кроме того, ошибки в подготовке часто провоцируют отслоение ЛКП после высыхания.
Избежать этого можно, если поручить подготовку авто к покраске специалистам сервисного центра Magic Cars. Наши мастера работают на профессиональном оборудовании и используют самые качественные материалы – это позволяет свести к минимуму любые риски при реставрации внешнего вида автомобилей.
Типовая комплектация малярного участка:
– Покрасочно-сушильная камера
– Участок подготовки к покраске
– Покрасочно-сушильная камера для деталей
– Инфракрасный излучатель для локальной сушки
– Комната приготовления красок с миксером
– Блок подготовки воздуха для покраски
– Краскораспылители
– Шлифовальный пневмоинструмент
– Мойка для краскораспылителей
– Подставка для деталей
– Стойка для покраски элементов
– Стойка для бамперов
– Пылеудаляющий аппарат
Размер одного поста: не менее 4,0 x 7,0 м.
На участке подготовки сложного оборудования нет. В основном это шлифовальный и полировальный инструмент, всякие бруски, шкурки. Также на этом участке можно обрабатывать кузовные панели, грунтовать поверхности перед покраской. Работы по подготовке, шлифованию и грунтованию отнимают в 3 раза больше времени, чем сама покраска, а чтобы камера не простаивала, участок подготовки должен быть загружен на все 100 %. Обычно для бесперебойной работы камеры достаточно 2–3 участков подготовки.
Самое главное в малярном цеху — покрасочно-сушильная камера. Она представляет собой закрытый бокс со специальным освещением, воздухообменом и температурным режимом.
У всех камер принцип работы общий. Есть два режима — покраски и сушки. В режиме покраски в камеру засасывается воздух с улицы, очищается фильтрами, нагревается примерно до 20–25 градусов, еще раз очищается и подается внутрь бокса.
Воздух поступает с потолка, чтобы любая пыль и взвесь от краски быстрее оседали. После окончания покраски в камере происходит продувка, во время которой из нее окончательно удаляются продукты покраски. После этого начинается сушка.
Температура нагоняется до 60–70 градусов, и краска полимеризуется в течение 1–2 часов. В режиме сушки воздух с улицы нужен намного меньше, и в камере происходит рециркуляция воздуха. С улицы засасывается примерно в пять-шесть раз меньше свежего воздуха, чем в режиме покраски.
Расход энергии на нагревание соответственно снижается раза в два. Для нагрева воздуха сжигают солярку или газ. Электронагрев практически не используется, потому что это очень дорого.
Покрасочно-сушильную камеру выбирают исходя их нескольких параметров: Первое — это внутренние размеры камеры. Мало того, что автомобиль должен войти в камеру, нужно еще, чтобы маляр мог свободно ходить вокруг автомобиля. Смотрите на размеры автомобилей, которые вы предполагаете обслуживать, и делайте выводы о размере камеры.
Самое важное в камере — это нагнетательно-вытягивающий и нагревающий агрегат. Он должен обеспечивать избыточное давление воздуха в камере и соответствующую вытяжку воздуха из камеры, причем наддув должен быть чуть сильнее, чем вытяжка, иначе в камеру будет засасываться из помещения пыль, которая окажется на машине. Ни в коем случае не стоит экономить на принудительной вытяжке.
Пол камеры должен быть полностью решетчатым, чтобы задерживать осевшую пыль. В камере должна быть отдельная дверь для персонала, чтобы не открывать каждый раз ворота.
Основание камеры может быть металлическим или бетонным. Металлическое дешевле, так как не требует фундаментных работ.
Пропускная способность камеры обычно составляет 4–6 машин в день. Чтобы она была постоянно загружена, количество заявок на кузовной ремонт должно быть больше пропускной способности камеры процентов на двадцать. Использовать общую камеру для покраски отдельных элементов кузова слишком накладно, поэтому лучше воспользоваться специальной камерой для деталей.
На данном участке может выполняться окраска со снятием старого лакокрасочного покрытия, подкраска местных повреждений, окраска отдельных частей кузова, нанесение антикоррозионной противошумной мастики на днище кузова.
Окрасочный участок состоит из трех производственных отделений, функционально тесно взаимосвязанных между собой, это:
1. Отделение подготовительных работ;
2. Краскоприготовительное отделение;
3. Окрасочное отделение.
Общий технологический процесс окраски включает в себя:
- подготовку поверхности под окраску,
- нанесение промежуточных и внешних слоев покрытий,
В отделении подготовительных работ производят снятие старой краски, шпатлевка, при необходимости сварка и рихтовка, шлифование. Здесь же обычно подкрашивают небольшие участки кузова и его деталей. В отделении предусматривают решетчатые металлические полы с проточной водой под ними. Через отверстия в полу происходит отсос воздуха из помещения.
В краскоприготовительном отделении выполняются работы, связанные с подготовкой смесей, приготовлением лаков и красок и их разбавлением растворителями, также осуществляют мойку пистолетов и красконагнетательных бачков. Данные помещения обязательно оснащаются вентиляционными установками.
Для подогрева воздуха, поступающего в камеру при сушке автомобиля, применяют специальные установки, работающие на газе или дизельном топливе. Сушка местных подкрашенных участков производится в окрасочно-сушильной камере или с помощью передвижной ламповой установки.
В качестве основного оборудования окрасочного участка на большинстве СТО применяют комбинированные окрасочно-сушильные камеры. Пропускная способность окрасочно-сушильной камеры определяет расчет всего блока кузовных, обойных и малярных работ при равномерной загрузке участков.
На малых СТО (ХР≤10) камеры не предусматриваются. На средних СТО (ХР≤25) количество камер по окраске-сушке принимают равным единице. Причем за сутки одна камера пропускает 3…6 автомобилей. На СТО большой мощности возможна установка двух камер.
Для организации бесперебойной работы окрасочной камеры требуется наличие постов подготовки к окраске и ремонтно-кузовных работ. Число вспомогательных постов для подготовки к окрасочным работам:
где: tП – среднее время нахождения автомобиля на данном посту, tП=3,5 ч;
NР – расчетное суточное число заездов по окрасочно-кузовным работам;
t – время работы окрасочного участка, ч, (14 или 16 ч);
КП – коэффициент переработки норм (КП=1,3…1,5).
В тех случаях, когда применяют камеры только для окраски автомобилей, предусматривают еще вспомогательные посты для сушки после окраски. Их число определяется производительностью оборудования:
где: N – суточное количество автомобиле-заездов на участок окраски;
– коэффициент неравномерности поступления автомобилей на окрасочный участок;
t – время работы окрасочного участка, ч;
n – производительность установки для сушки, авто/час;
- коэффициент использования рабочего времени установки.
Окрасочный участок располагают в блоке с кузовным и обойным участками (см. рис. 12).

Краскоприготовительное отделение располагают в отдельном помещении рядом с окрасочным отделением, где располагают окрасочно-сушильные камеры.
Отделение подготовительное размещают таким образом, чтобы посты по подготовке автомобилей к окраске находились напротив въезда в окрасочно-сушильную камеру.
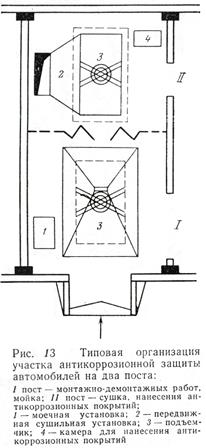
Для нанесения антикоррозийных и противошумных покрытий предусматривается отдельный пост, оборудованный подъемником, аппаратурой для нанесения покрытий и передвижной сушильной установкой (рис. 13).
1. Малярно-сушильная камера;
2. Комната для приготовления миксера и красок (непременное условие – вентиляция и специальное освещение для колориста). Иногда оснащается дополнительным боксом для хранения автомобильных красок;
3. Малярно-сушильная камера для деталей (похожа на обычную малярно-сушильную камеру, но меньших размеров). Более экономична при ведении работ с мелкими кузовными деталями;
4. Специальный участок для подготовки деталей к покраске. Оснащается специальной решетчатой потолочной частью и основанием, между которыми непосредственно создается поток воздуха. Имеет комплект напольных и потолочных фильтров, блок вытяжки, два ряда освещения и занавеси. Применяется для обработки сухим способом шпатлевок, нанесения грунта, местной подкраски;
5. Инфракрасный излучатель, предназначенный для локальной сушки;
6. Терминал на консоли с вращающимся эффектом. Используется для подвода электричества и сжатого воздуха к электро- и пневмоинструменту, а также для отвода в процессе шлифовальных работ накопившейся пыли;
7. Блок подготовки воздуха для дальнейшей покраски;
8. Компрессор для покраски с осушителем воздуха, предназначенный для питания используемых краскораспылителей. Его использование позволяет исключить временное отсутствие сжатого воздуха и колебания в общей магистрали давления в момент непосредственной покраски кузова автомобиля;
9. Мойка для использованных краскораспылителей. Обычно используется мойка замкнутого типа;
10. Краскораспылители;
11. Шлифовальный пневмоинструмент;
12. Специальная подставка для деталей, которая обеспечивает фиксированное расположение при покраске или шлифовке обрабатываемой детали.
Современные краски для покраски автомобилей чрезвычайно требовательны в работе. Здесь очень важна точность соблюдения всего технологического процесса.
Испорченная покраска автомобиля, помимо высокой затраты на себестоимость краски, приводит к переделке абсолютно всех предварительных (зачастую очень трудоемких и дорогостоящих) операций.
Поэтому оборудование малярно-сушильного участка требует тщательного и профессионального подхода. Здесь стоит добавить, что высококачественное лакокрасочное покрытие автомобиля, созданное кустарным способом без специального оборудования – это в принципе невозможно.
Так как для данного участка оборудование дорогое, с точки зрения хорошей рентабельности, целесообразно построить работу на данном участке так, чтобы использовать оборудование максимально эффективно, выполняя только важные операции при минимальных простоях с высокой производительностью.
При этом возникает необходимость покупки вспомогательного оборудования, а следовательно - дополнительных затрат.
Это необходимо для выполнения предварительных операций и повышения общей производительности работ. Надо признать, что в итоге дополнительные затраты не только оправдываются, но и компенсируются дополнительным получением прибыли.
Основной вид оборудования на данном участке – это малярно-сушильная камера для автомобилей. Остановимся на ней подробнее.
Данная камера, как это видно из названия, предназначена для покрасочных кузовных работ с последующей сушкой. Стоит сразу отметить, что проведение подобных работ с отдельно взятыми деталями кузова нецелесообразно из-за высокой эксплуатационной стоимости.
Лучше для этих целей использовать специальную камеру для деталей. Тогда как камера для автомобилей в режимах покраски и сушки обеспечивает внутри камеры безвихревой поток воздуха, его качественную предварительную очистку от пыли, подогрев воздуха до нужной температуры, очистку и отвод воздуха от распыленной краски.
В ходе процесса используются (как дополнительные опции) карбоновые фильтры для дополнительного улавливания паров растворителей. Стоит отметить, что ведущие производители окрасочных материалов для автомобилей активно внедряют в производство экологически чистые материалы, потому данная проблема скоро будет полностью снята.
Забор и отвод воздуха из-за большого количества пропускаемого воздуха (от 15000 до 30000 кубических метров в час) должен производиться с улицы, поэтому КПД камеры становится актуальным. Для повышения этого показателя используется специальный принцип частичной рециркуляции (15%-20%) использованного в процессе воздуха. Тем, кто хочет добиться 90 % рециркуляции, понадобится дополнительная опция оборудования.
В ходе процесса используются следующие принципы нагрева: сжигание газа или дизельного топлива. Привычный в быту электронагрев практически не используется по экономическим соображениям.
Чрезвычайно высокая опасность подобных работ накладывает ряд определенных требований на управление малярно-сушильной камерой, компоненты и узлы, применяемые в ходе процесса, включая теплогенератор, горелку, пульт управления, осветительные плафоны внутри камеры, устройства безопасности и аварийные датчики.
Очень важны следующие эксплуатационные показатели:
- допустимая нагрузка на пол;
- внешние и внутренние размеры камеры;
- уровень освещения внутри камеры;
- наличие второй сервисной двери;
- автоматизация въездных ворот;
- регулировка и управление рабочими режимами;
- оптимальная скорость выхода на заданный режим камеры;
- внутреннее и наружное покрытие;
- теплоизоляция.
Читайте также: