
Посадка патрона на шпиндель
Обновлено: 05.10.2024
Биение токарного патрона
Купи Польский патрон а забудь о проблеме,я на ССРовских каждый месяц точил кулачки,Поляка поставил и забыл о проблеме.
Биение токарного патрона
Ок спасибо за совет. Задумываюсь уже над этим.
Забыл написать в предыдущем посте - у меня проблемы со шпинделем на ТВ-9.
Биение токарного патрона
следующий шаг проточить посадочный поясок фланца, перед посадкой патрона осмотреть внимательно тыльную часть патрона (лучше протереть тряпочкой чистой с бензином например) на предмет налипших опилок,мусора,так же могут быть забоины например от падения патрона при хранении на железку как раз задней частью, на моем была вмятинка ,убрал надфилем.. После установки померять биение у кулачков патрона, повторить процедуру для всех трех установок (болтов креплениякак правило три, у 4х кулачковых 4) патрона,помечая отверстия на фланце например маркером 1-2-3. и поставив метку на самом патроне. Выбрав минимальное биение из трех установок установить патрон.Дальше нанести краску на кулачки и проверить конусность поверхностей кулачков "на краску" т.е. как кулачки зажимают заготовку всей длиной или нет? если не всей то нужна будет расточка кулачков.
з.ы. Измерять можно по штоку аммортизаторной стойки (я попросил на СТО мне дали "точно прямые ,т.к. сняты с бракованых новых стоек ,которые стучали сразу на ВАЗ,ставил в патрон обе показания биения одинаковые на обеих разница в 0,01мм т.е. действительно прямые ,это к вопросу про образцовую скалку,чтоб с ней не заморачиваться)
Каждый убежден, что другие ошибаются, когда судят о нем, и что он не ошибается, когда судит о других.

У этого термина существуют и другие значения, см. Патрон.
Зажимно́й патро́н (тока́рный патро́н, сверли́льный патро́н, ца́нговый патро́н) — специальное устройство для крепления деталей или инструмента на оси шпинделя.
Назначение и основные параметры
Токарный патрон является одним из основных элементов техоснастки и необходим для надежного крепления заготовок различного размера и формы на шпиндель. Высокая точность зажима обеспечивает центрование и перпендикулярность поверхности оси обработки. Патрон необходим для проведения практически всех токарных операций, входит в обязательный комплект оснастки металлообрабатывающих ручных, полуавтоматических и автоматических станков.
Данный тип зажима устанавливается на переднюю бабку станка. Передача вращения осуществляется от электромотора через коробку передач и раздаточную коробку. Для обеспечения производства деталей необходимо несколько токарных патронов, которые подбираются с учетом основных эксплуатационных и технических параметров:
- Вариант исполнения и количество кулачков (зажимных элементов) – определяет возможность фиксации того или иного типа заготовок, расположение кулачков, возможность установки нескольких заготовок.
- Рабочий диаметр патрона. Это наружный размер, диаметр присоединительного пояска, а также расположение и параметры крепежных отверстий.
- Параметры заготовки. Необходимо учесть наибольший и наименьший диаметры, учесть способ крепления – наружный или внутренний через обратные кулачки. Также необходимо учесть и допустимую массу детали.
- Диаметр отверстия в корпусе патрона. Необходим при обработке длинного прутка.
- Максимальное значение частот вращения.
Токарный патрон
Токарный самоцентрирующий трёхкулачковый патрон с ключом.

Токарный самоцентрирующий трёхкулачковый патрон на шпинделе токарного станка.
Обычно используется в составе передней бабки (шпинделя) токарного станка для зажима обрабатываемой детали. Иногда используется в составе поворотных столов и делительных головок.
Различают самоцентрирующиеся патроны (для установки осесимметричных деталей) и патроны с независимыми кулачками (для несимметричных деталей).
На оси шпинделя патрон может крепиться:
По количеству кулачков подразделяются на:
- двухкулачковые;
- трехкулачковые;
- четырёхкулачковые.
Самоцентрирующийся трехкулачковый патрон
Самоцентрирующийся трехкулачковый патрон (рис. 6.2) состоит из корпуса 6 с пазами, в которых перемещаются кулачки 1,2, 3. Перемещение кулачков от периферии к центру патрона происходит при помощи спиральной нарезки, выполненной на диске 4. Диск приводится во вращательное движение при помощи специального ключа, устанавливаемого в квадратное отверстие конического зубчатого колеса 5. Зубчатое коническое колесо J находится в зацеплении с диском 4, на котором нарезаны зубья. Кулачки изготовляют трехступенчатыми, что позволяет закреплять заготовки с базированием по внутреннему диаметру различного размера. Для повышения износостойкости кулачков они подвергаются закалке.
Центры (рис. 6.3) в зависимости от формы и размеров обрабатываемых заготовок имеют различную форму и размеры. Угол при вершине рабочей части 1 центра, как правило, составляет 60°. Хвостовая часть 2 центра выполнена с конусом Морзе. Для удаления центра из отверстия шпинделя станка или пиноли задней бабки служит опорная часть 3, диаметр которой меньше диаметра хвостовой части конуса, что позволяет удалять центр без повреждения его конической части.
Конструкция центра выбирается в зависимости от конструкции заготовки и характера выполняемой обработки.


При обработке заготовок небольшого диаметра (до 4 мм) сложно выполнить в них центровое отверстие, поэтому торцевая часть такой заготовки обрабатывается под углом 60°, а ее закрепление выполняется при помощи центра с обратным конусом (рис. 6.3, б). Если в процессе обработки необходимо подрезать торец у закрепляемой в центрах заготовки, то используется центр со срезанным конусом (рис. 6.3, в), который устанавливается только в пиноли задней бабки. Когда ось обрабатываемой заготовки не совпадает с осью шпинделя, для ее закрепления применяется сферический центр (рис. 6.3, г). Центр с рифленой рабочей поверхностью (рис. 6.3, д) используется при обработке без поводкового патрона заготовок с большим размером центрового отверстия. В связи с тем что при обработке в центрах возникают большие силы трения, для повышения долговечности центров для их рабочей части употребляют твердый сплав (рис. 6.3, е); такие центры устанавливаются в пи- ноль задней бабки. Наряду с цельными центрами широкое применение находят вращающиеся центры (рис. 6.4). Такой центр состоит из корпуса 4 с коническим хвостовиком, в котором установлены два шариковых 3 и 5 и один роликовый 2 подшипники. На подшипниках устанавливается вращающийся центр 1.
Для передачи вращательного движения от шпинделя к обрабатываемой заготовке служат также поводковые патроны и хомутики.

Цанговый патрон
Цанговый патрон для ручной дрели



Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. По конструкции различают патроны с втягиваемой, выдвижной, и неподвижной цангами. По назначению цанги делятся на подающие и зажимные.
Подающая цанга представляет собой стальную закалённую втулку, имеющую три неполных разреза, образующих пружинящие лепестки, концы которых поджаты друг к другу. Форма и размеры отверстия подающей цанги должны соответствовать профилю прутка. Подающая цанга навинчивается на подающую трубу, которая получает осевое перемещение и осуществляет подачу расположенного в ней прутка от кулачкового механизма или от гидромеханического привода. При загрузке станка пруток проталкивается между лепестками подающей цанги и раздвигает их. Лепестки прижимаются силой своей упругости к поверхности прутка. При перемещении подающей трубы лепестки подающей цанги под действием сил трения сжимаются и увеличивают силу сцепления при подаче прутка.
Зажимная цельная цанга выполняется в виде втулки с пружинящими лепестками. Цанга с тремя лепестками применяется при обработке заготовок диаметром до 3 мм, с четырьмя — диаметром до 80 мм, и с шестью — диаметром свыше 80 мм. Угол при вершине конуса цанги обычно равен 30 градусам. Для обработки заготовок малого диаметра применяют зажимные разъемные цанги, у которых кулачки разводятся пружинами. В некоторых случаях применяют разъемные цанги со сменными вкладышами, форма и размеры которых зависят от формы и размеров обрабатываемого прутка.
Цанговый патрон также служит для крепления концевого режущего инструмента (сверла, фрезы, метчики) с небольшим диаметром хвостовика. Инструмент в таком патроне фиксируется в сменной цанге, которая, в свою очередь, фиксируется в патроне гайкой. При закручивании гайки цанга вдавливается внутрь патрона и, за счёт своей формы, упруго деформируется, обжимая инструмент.
Недостатком такого патрона является то, что для инструмента с различным диаметром хвостовиков требуются разные цанги. Несмотря на это, цанговый патрон получил очень широкое распространение благодаря своей простоте и надежности. Наиболее широко распространены патроны с цангами типа ER.
В автоматах продольного точения цанговый патрон служит по существу вместо токарного, то есть в него зажимается обрабатываемая деталь. Причина такого решения заключается в малом диаметре обрабатываемых деталей. Цанги для автоматов продольного точения существенно отличаются по конструкции от обычных цанг. При этом на таком станке наряду со специальными цангами для зажима детали могут использовать стандартные для зажима инструменты.
Существует Безостановочный цанговый патрон (патрон Батроханова) — Преимущества патрона в том:переустановка деталей занимает несколько секунд.Замену деталей можно производить даже при вращающемся шпинделе станка, сохраняется постоянно высокая точность установки детали.
Технические характеристики
Корпус патрона выполнен из высококачественного специального чугуна

Рис.1 — Общий вид и основные размеры трехкулачкового токарного патрона
Технические характеристики токарного патрона приведены в таблице 1
Таблица 1
| Наименование параметров | Значения величин |
| Диаметр наружный D, мм | 250 |
| Диаметр присоединительного пояска D2, мм | 200H7 |
| Диаметр отверстия в корпус D1, мм | 76 |
| Диаметр расположения крепежных отверстий, мм, D3 | 224 |
| Наружный диаметр изделия, зажимаемого в прямых кулачках,мм наибольший | 120 |
| Наружный диаметр изделия, зажимаемого в обратных кулачках, мм наибольший | 266 |
| Максимально допустимая частота вращения, мин ‘ | 2000 |
| Высота бортика под фланец | 5 |
| Высота патрона без кулачков | 85 |
| Высота патрона в сборе | 119 |
| Масса патрона, кг | 29 |
| Крепеж | 6 болтов М12 |
С помощью токарного патрона, используя прямые и обратные кулачки, можно зафиксировать заготовки следующего диапазона размеров
Кулачок прямой предназначен для закрепления обрабатываемой заготовки за наружную поверхность для вала или за внутреннюю поверхность отверстия в заготовке. Кулачок обратный предназначен для закрепления обрабатываемой заготовки за наружную поверхность.
Точностные характеристики токарного патрона

Рис.2.1 — Токарный патрон на холостом ходу
патрон обеспечивает следующие точностные характеристики: Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Закрепляя заготовку в патроне можно добиться следующих характеристик:

Рис. 2.2 — Токарный патрон с креплением за внешнюю поверхность заготовки с прямыми кулачками
диапазон закрепляемых заготовок от 5 до 118мм;
Радиальное биение a на длине 80 мм – 0,040мм.

Рис. 2.3 — Токарный патрон с креплением заготовки за внешнюю поверхность с обратными кулачками
диапазон закрепляемых заготовок от 77 до 188мм и от 160 до 250мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.

Рис. 2.4 — Токарный патрон с креплением заготовки за внутреннюю поверхность с прямыми кулачками
диапазон закрепляемых заготовок от 62 до 174мм и от 145 до 256мм;
Радиальное биение a – 0,045мм;
Торцевое биение c – 0,025мм.
Устройство и принцип работы
3.1. Конструкция спирально-реечного токарного патрона представлена на рис.3.

Рис.3 — Конструкция спирально-реечного токарного патрона
Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки изготовляют трехступенчатыми и для повышения износостойкости закаливают.
ГОСТ 2675-80 (СТ СЭВ 1574-79, СТ СЭВ 4852-84)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
УДК 621.9-229.323.:006.354 Груипа Г27
ГОСУДАРСТВЕННЫЙ стандарт СОЮЗА ССР
ПАТРОНЫ САМОЦЕНТРИРУЮЩИЕ ТРЕХКУЛАЧКОВЫЕ
(СТ СЭВ 1674-79, СТ СЭВ 4852—84)
Срок действия с до
Несоблюдение стандарта преследуется по закону
1. Стандарт распространяется на самоцентрирующие спирально-реечные трехкулачковые патроны классов точности Н, П, В, А, устанавливаемые на шпиндели станков через переходные фланцы и непосредственно на фланцевые концы шпинделей.
2. Патроны должны изготавливаться типов:
1 — с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец по ГОСТ 3889-80.
2 — с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу по ГОСТ 12593-72;
3 — с креплением непосредственно на фланцевые концы шпинделей по ГОСТ 12595-85.
1, 2. (Измененная редакция, Изм. № 1).
3. Патроны всех типов изготавливаются исполнений:
1 — с цельными кулачками,
2 — со сборными кулачками.
4. Основные размеры патронов типов 1, 2, 3 должны соответствовать указанным на черт. 1 и в табл. 1.
Присоединительные размеры токарных патронов Передние концы шпинделей станков Токарные патроны с цилиндрическим присоединительным пояском по DIN 6350 и DIN 6351. Данные токарные патроны устанавливаются через фланец (см. 31 7000 на торец шпинделей по DIN 800. Крепление винтами с цилиндрической головкой. Через фланец с коротким конусом данные патроны устанавливаются также на концы шпинделей с коротким конусом однако токарные патроны с внутренним коротким конусом предпочтительнее к. имеют малый вылет. Концы шпинделя DIN 800 Крепление сзади. А В (д5) С D F Размер (Меньший размер) резьбы шт М 20 21 30 63 10 20 М 24 25 36 8 12 24 МЗЗ 34 50 9 14 30 М 39 40 56 10 16 35 М 45 46 67 11 18 40 М 52 55 80 12 20 45 М60 62 90 14 22 50 М 76x6 78 112 16 30 63 М 105x6 106 150 2 40 80 jl 1 Токарные патроны с конусной посадкой по DIN 55026 и DIN 55021. Данные токарные патроны крепятся непосредственно на концы шпинделей по DIN 55026 и DIN 55021 (крепление спереди). Крепление винтами с внутренним шестигранником. Форма А Резьбов. отверстия в наружной окружности центров отверстий фланца. Без внутр окружности центров отверстий. От размера конуса 4 с 4 поводками. Примечание DIN 55021. По новому стандарту не поставляется. В нал. с наружной окружностью центральных отверстий F с патрон 0 от250. Крепление спереди для клино-реечного патрона. Конец шпинделя DIN 55026 Крепление спереди. Конец А В С С D Чис. отверс. на F1 Чис. отверс. на F2 шпинделя (Форма А (Форма В) наруж. окружн. (наруж. окр. внутр. окружн. (внутр. окр. центр отверс. центр отв.) центр отверс. центр отв.) разм. (FI) Е1 mm (F2) Е2 mm 3 92 53983 11 16 ЗхМ 10 706 4 108 63521 11 20 11хМ 10 826 5 133 82573 13 14288 22 11хМ 10 1048 8хМ 10 619 165 106385 14 15875 25 11хМ 12 1334 8хМ 12 826 8 210 139731 16 17462 28 11ХМ 16 1714 8хМ 16 1111 11 280 196883 18 19050 35 11 х М 20 2350 8хМ 20 1651 15 380 285791 19 20638 42 12хМ 14 3302 11ХМ24 2476 Крепление винтами с внутренним шестигранниками на конце шпинделя. Токарные патроны с конусной посадкой по DIN 55022 и DIN 55027. Данные токарные патроны крепятся непосредственно на концы шпинделей по DIN 55022. Крепление шпильками фланцевыми гайками и установленной на торце шпинделя байонетной шайбой. От размера конуса 4 с поводками. Новый стандарт DIN 55027 или ISO 702 111 (отличие от DIN 55022 меньшие допуски конус отверстия) Конец шпинделя разм. А mm В mm С mm D mm mm F mm 3 102 53985 11 16 3x21 750 4 112 63525 11 20 3x21 850 5 135 82575 13 22 4x21 1048 6 170 106390 14 25 4X23 1334 8 220 139735 16 28 4x29 1714 11 290 196885 18 35 6x36 2350 Токарные патроны с конусной посадкой по ASA В59 тип D1 и DIN 55029. Данные токарные патроны крепятся непосредственно на концы шпинделей по ASA В59 тип D1. Крепление шпильками Camlock. Новый стандарт DIN 55029. Шпильки по DIN 55029 имеют метрическую резьбу по ASA В59 дюймовую резьбу. Конец шпинделя разм. А mm В mm С mm D mm mm F mm 3 921 53985 111 318 3x151 7066 4 1175 63525 111 333 3X167 8255 5 1460 82575 127 381 6x198 10480 6 1810 106390 143 445 6x230 13340 8 2254 139735 159 508 6x262 17140 11 2985 196885 175 603 6x301 23500 Конец шпинделя DIN 55022; 55027 ISO 702 111 Чаще всего используемое в новых токарных станках исполнение. Крепление шпильками и фланцевыми гайками. Концы шпинделя ASA В59 Тур D1 DIN 55029 ISO 702 11 Крепление шпильками Camlock. 46 Основной каталог 1657

В продолжение цикла "о том что вращается" и "как я стачивал прижимной фланец шпинделя в поисках точности и ничего не достиг (из неопубликованного)".
Обычно пишу много, наверное и тут также получится, хотя я хотел обратного.

Исходные данные простые. Токарный станок JET BD-8 и целая куча китайских патронов и план шайб, которые объединяло то, что все они болтались на центрующем пояске, проваленный мной немного, во время установки токарного патрона SANOU. И единственным способом, устранить биение после переустановки (смены) патронов, было кропотливое выставление его положения по внешнему диаметру и потом иногда и по зажатой тестовой заготовке. Поэтому, несмотря на обилие оснастки, меня не сильно радовала процедура последующей настройки и я старался как можно реже менять патроны на шпинделе.
Кроме того, что патроны не всегда ровно садились на фланец (планшайбу) шпинделя, они сами имели погрешность при зажатии заготовок, что в сумме требовало вдумчивого подхода при точении сложных деталей и стимулировало делать это с одного зажатия.
Но где-то, в глубине души, у меня теплилась надежда, что когда-то я смогу купить "супер-пупер точный патрон" и тогда проточу под него поясок, чтобы он всегда садился как надо, просто центруясь при установке, без всех этих мудреных манипуляций со стрелочным индикатором. Назывался этот токарный патрон, "поляком" и стоил приличных денег, которые мне всегда было как-то жалко.
А тут конец 2020 года, захотелось себя как-то порадовать при том, что я весь год только и делал, что себя радовал, от чего большинство идей было уже реализовано. И выбор был такой. Купить польский токарный патрон и продолжить доводить до ума токарный станок или приобрести несколько бутылок хорошего виски и потом все это дегустировать. Суть в слове, "несколько", чтобы вы поняли, что полностью от последней идеи я отказываться не собираюсь. :-)
Не долго думая, пока есть настроение, лезу в Директлот, потом на Авито и в итоге нахожу "NOS вариант" СТ-100П.

Патрон типа СТ — стальной самоцентрирующийся, диаметр 100мм. Буква П — повышенной точности (Н — нормальной, П — повышенной, В- высокой, А — особо высокой точности).
В описании было, что патрон не использованный ранее, с хранения. Но хранение было не бог весть, какое хорошее, так что патрон чуток тронуло коррозией. Которая на его работу не влияет. И более того, скроет от близких сам факт покупки. Поверят что нашел на барахолке. Я бы и сам в это поверил. :-)
Год назад я уже отказал себе в покупке подобного патрона и тот был значительно лучше, без ржавчины, но ждать не хотелось и я купил этот.
Патрон приехал в такой большой родной коробке 1989 года, которой место на помойке. Но перед этим, я вытащил оттуда сам патрон, три обратных кулачка, три болта и запечатанный в полиэтилен, паспорт с результатами измерений.

По всем показаниям, получалось что патрон не просто повышенной точности, а офигенно, какой точный. Потому что, поленились заполнить бумажку. :-)
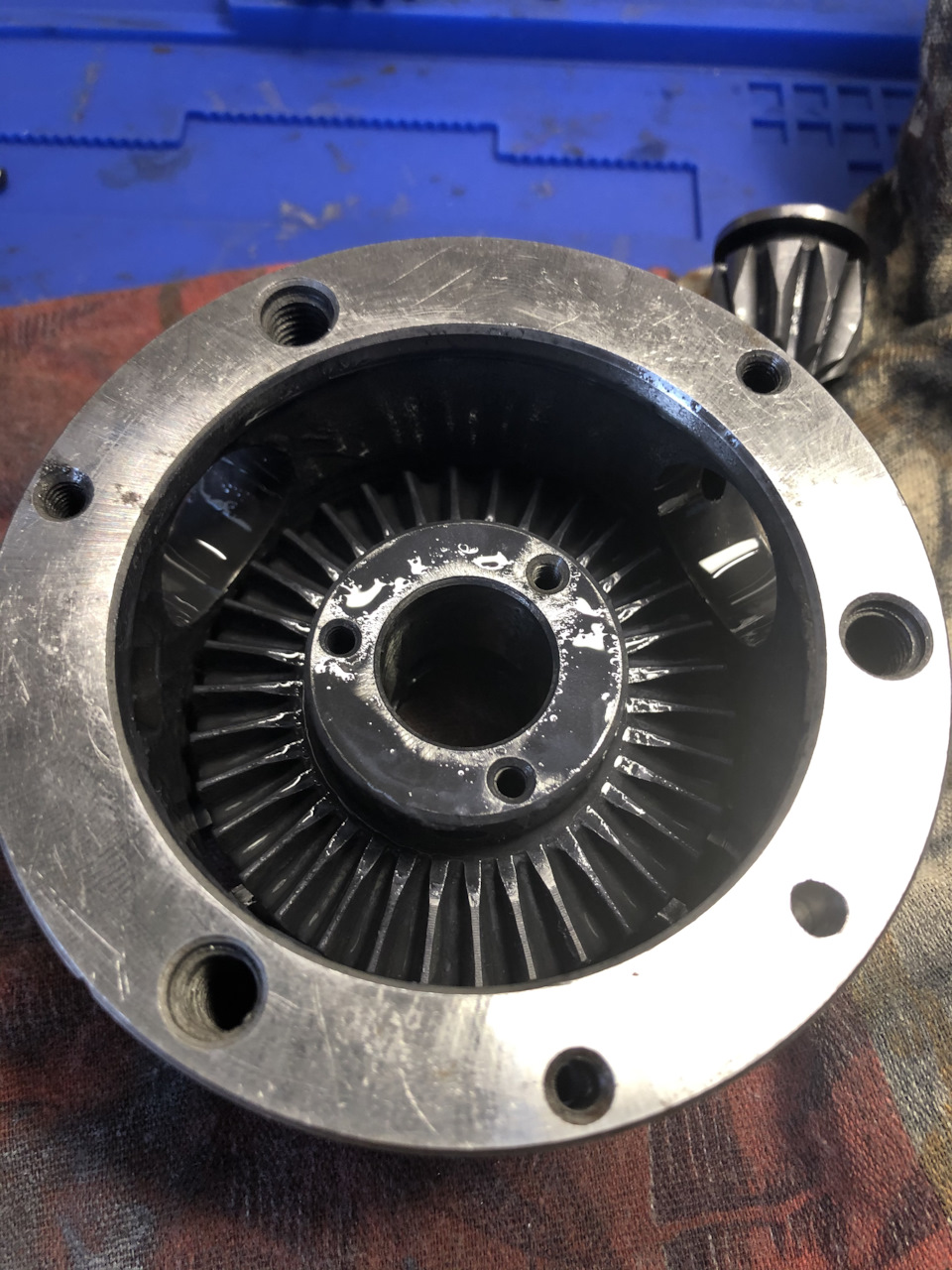
Теперь предстояло посадить патрон на шпиндель и тут тоже не обошлось без приятных новостей, поясок был не просажен, а наоборот, оказался даже великоват как по диаметру, так и по длине.
Сточил длину пояска, потом в несколько заходов посадил патрон на шпиндель достаточно плотно, без зазоров и перекосов, насколько это было возможно.
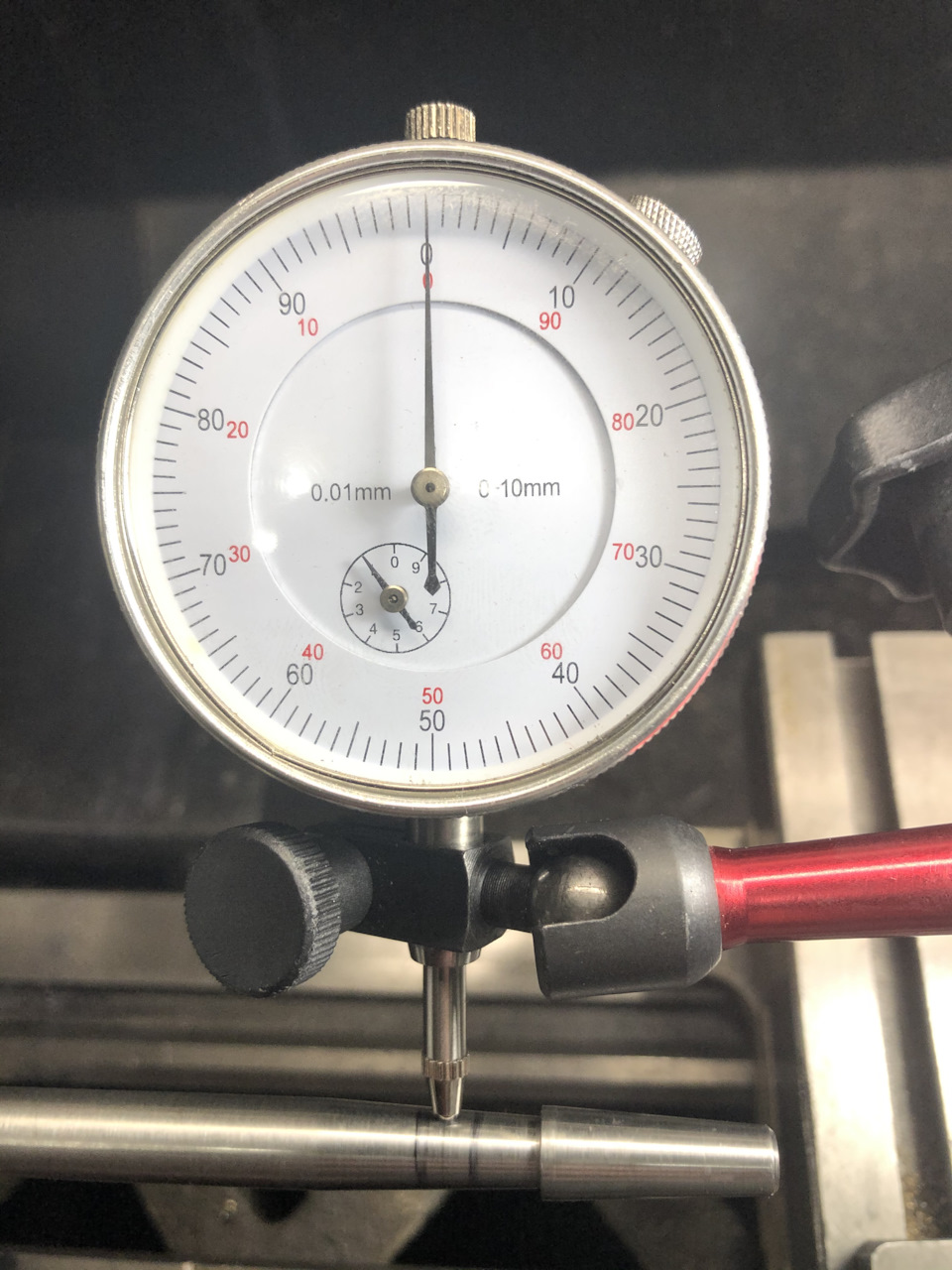
Замер по внешнему диаметру меня не воодушевил, там было биение около 3-4 соток, которое не регулировалось никак, потому что патрон сидел на пояске. Зато после зажатия тестовой детали, оказалось, что биение на расстоянии 70мм, укладывается в пределах 0.5-1 сотки с повторяемостью зажатия 10 из 10. В некоторых случаях даже стрелочка не качалась, а только подрагивала, так что я поначалу подумал, что индикатор перестал доставать до детали.
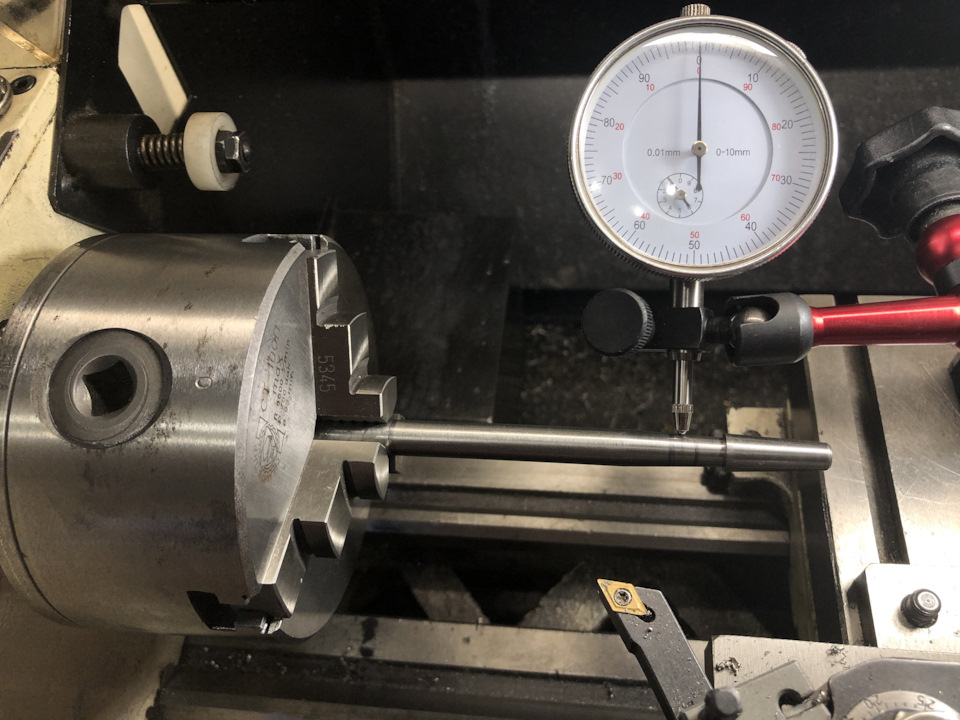
Сама деталь тоже не идеальна, но это единственный кусочек металла, более менее ровный, который я смог найти у себя дома, после того как оправка КМ3 себя не оправдала из-за не соосности конуса шпинделя, оси его вращения. В итоге, только этой деталькой мне и удавалось проверять биение токарных патронов.
С новым патроном пришлось немного поковыряться, прежде чем он заработал как нужно, потому что его внутренности были набиты жесткой смазкой серебристого цвета, которая препятствовала моим попыткам комфортного кручения ключа и плавному зажатию детали. И кулачки тоже очень туго ходили, в отличие от моих старых друзей — китайцев.

Так что, патрон пришлось разобрать и немного промыть там, где я смог добраться без полного разбора. Улитку снимать не стал, да и она не особо сама этому способствовала. Крутилки запомнил, где какая должна была стоять, потому что одно из отверстий было помечено "0".
Частично промыл WD40, частично накапал более жидкого масла (которое потом вышло черными каплями при вращении патрона, прямо мне на брюки). Улитка стала крутиться менее туго, но кулачки по направляющим ходили тяжеловато. Решил пока не трогать их, попробовал установить промытый и собранный патрон на станок.
Поигравшись с посадкой патрона на шпиндель, я еще раз убедился в правильности стыковки поверхностей и после этого пометил место точкой, чтобы потом не перепутать, как я это всегда делал ранее. Измерение биения показало, что патрон садится на шпиндель ровно с любой установки.
В итоге, несмотря на предыдущий отрицательный опыт, который и в этот раз не предвещал ничего хорошего, мне наконец, удалось оснастить токарный станок качественным патроном и закрыть вопрос с точностью зажатия детали и точностью посадки патрона на шпиндель (в 10мм до окончания толщины самого фланца шпинделя :-)).
Все что говорили про польские токарные патроны оказалось правдой. Они действительно радуют своими показателями точности и повторяемости зажима. И я бы мог его давно приобрести, если бы не покупал горстку китайских. Хотя, китайские тоже не такие плохие, например SANOU. Но одно дело, "неплохой", а другое дело "отличный". Теперь я понимаю людей, которые после покупки "поляка", кладут его в коробочку и ставят на станок только по праздникам. :-) Шучу. Но то, что многие обдирают заготовки на более дешевых и менее точных патронах, это наверное, вполне логичное решение, если хочется сохранить ресурс хорошего токарного патрона.
Благо, мне план гнать не нужно, серийного производства дома не предвидится, точу штучные детали из латуни и теперь с новым патроном, это будет вдвойне приятно.
Остальные свои патроны, я подумываю сажать через переходные фланцы (потому что их посадка шире чем у поляка), которые собираюсь выточить, когда будет соответствующее настроение.
А пока, продолжу заниматься темой "электронной гитары", вытачиванием нового винта поперечной подачи увеличенной длины, чтобы можно было посадить на край шаговый двигатель, а также конструированием гаек для винтов подач, дабы максимально уменьшить люфты в этом узле. Только пока не знаю, с чего именно придется начинать, потому что винт достаточно длинный и нужно будет еще раз внимательно проверить станок на конусность.
Читайте также: