
Трапецеидальная резьба допуски и посадки
Обновлено: 07.07.2024
| Дата введения: | 01.01.1982 | |
|---|---|---|
| 30.04.1981 | Утвержден | Госстандарт СССР |
| Издан | ИПК Издательство стандартов | |
| Издан | Издательство стандартов | |
| Разработан | Министерство станкостроительной и инструментальной промышленности СССР | |
| Статус документа на 2016: | Актуальный |
Выберите формат отображения документа:
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ОСНОВНЫЕ НОРМЫ ВЗАИМОЗАМЕНЯЕМОСТИ
РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ ОДНОЗАХОДНАЯ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 621.882.082.4 : 62-182.8 : 006.354 Группа Г13
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Взамен ГОСТ 9562-60
Основные нормы взаимозаменяемости РЕЗЬБА ТРАПЕЦЕИДАЛЬНАЯ ОДНОЗАХОДНАЯ Допуски
Basic norms of interchangeability. Trapezoidal single-start screw thread. Tolerances
Постановлением Государственного комитета СССР по стандартам от 30 апреля 1981 г. № 2265 срок введения установлен
Несоблюдение стандарта преследуется по закону
Стандарт не распространяется на трапецеидальные резьбы, предназначенные для осуществления точ’ных перемещений.
Стандарт полностью соответствует СТ СЭВ 836—78.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже:
d— наружный диаметр наружной резьбы (винта); d2 — средний диаметр наружной резьбы; dz — внутренний диаметр наруж'ной резьбы;
Ъ\ — внутренний диаме'тр внутренней резьбы (гайки);
D2 — средний диаметр внутренней резьбы;
D4 — наружный диаметр внутренней резьбы;
N— дли'ны свинчивания группы нормальные;
L — длины свикГчтвания группы длинные;
Издание официальное Перепечатка воспрещена
Переиздание. Февраль 1987 г.
© Издательство стандартов, 1987
es — верхнее отклонение диаметров наружной резьбы;
ES — верхнее отклонение диаметров внутренней резьбы;
ei — нижнее отклонение диаметров наружной резьбы;
EI — нижнее отклонение диаметров внутренней резьбы.
1.2. Система допусков резьбы предусматривает;
допуски диаметров резьбы;
положения полей допусков диаметров резьбы;
классификацию длин свинчивания;
поля допусков резьбы и их выбор с учетом длин свинчивания.
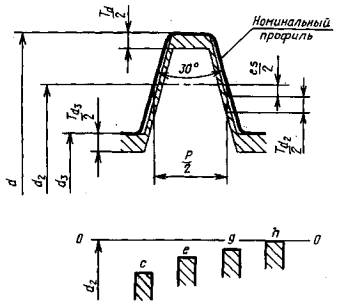
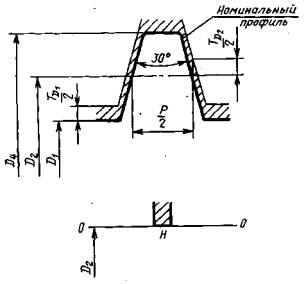
1.3. Схемы полей допусков наружной и внутренней резьбы приведены на чертеже.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл. 1.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметра £>4 не устанавливаются.

Положения полей допусков наружной резьбы
Положения полей допусков внутренней резьбы
6; 7; 8; 9 6; 7; 8; 9
1. Степень точности 6 диаметра d допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра d3 должна соответствовать степени точности диаметра d2.
1.5. Положения полей допусков диаметра резьбы определяются основным отклонением (.верхним es для наружной резьбы и нижним EI — для внутренней) и обозначаются буквами латинского алфавита (строчной для наружной резьбы и прописной—для внутренней).
Положения полей допусков приведены на чертеже >и в табл. 2.
1.6. Длины свинчивания подразделяются на две группы: нормальные N и длинные L.
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска 'внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении 1.
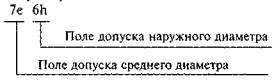
2.1. Обозначение поля допуска трапецеидальной резьбы состоит :из обозначения поля допуска среднего диамётра, т. е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
В тех случаях, когда для диаметра d назначают поле допуска 6h, то его дополнительно указывают T DX
Допуски диаметров d2 и D2
Номинальный диаметр резьбы d. мм
ГОСТ 9562—81 С. 7
Продолжение табл. 4
Номинальный диаметр резьбы d, мм
Таблица 5 Допуски диаметра dj, _
отклонение диаметра йз
Номинальный диаметр резьбы d, мм
Продолжение табл. 5
отклонение диаметра d3
Номинальный диаметр резьбы d, мм
Допуск Т , , мкм и?
4. ОСНОВНЫЕ ОТКЛОНЕНИЯ
4.1. Числовые значения основных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 6.
Основное отклонение, мкм
ГОСТ 9562—81 С. 11
5. ДЛИНЫ СВИНЧИВАНИЯ
5.1. Длины свинчивания, относящиеся к группам N и L, должны соответствовать указанным в табл. 7.
Номинальный диаметр резьбы d
Продолжение табл. 7
Номинальный диаметр резьбы d
5.2. Допуск резьбы, е’сли нет Особых указаний, относится к наибольшей нормальной дли^не свинчивания, указанной в табл. 7, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
6. ПОЛЯ ДОПУСКОВ
6.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. 8.
Примечание. При повышенных требованиях к точности для длин свинчивания L допускается применять поля допусков, установленные для длин свинчивания N.
6.2. Поля допусков наружной и внутренней резьбы, указанные в табл. 8, являются ограничительным отбором из вюей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл. 1 и основных отклонений по табл. 2.
Поля допусков, не предусмотренные табл. 8, являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. 8 не могут обеспечить требования, предъявляемые к изделию.
6.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, установленным в табл. 8, приведены в обязательном приложении 2.
6.4. В посадках допускаются любые сочетания полей допус’ков наружной и внутренней резьбы, установленные настоящим стандартом. Предпочтительней сочетать поля допусков одного класса точности.
6.5. Рекомендуемые замены допусков резьбы по ГОСТ 9562-60 приведены в рекомендуемом приложении 3.
РАСЧЕТНЫЕ ФОРМУЛЫ, ПРИНЯТЫЕ В СИСТЕМЕ ДОПУСКОВ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
1. Числовые значения допусков диаметров наружной и внутренней резьбы 5-й степени точности рассчитаны по формулам:
Настало время разобраться с допусками в трапецеидальной резьбе, применяемой в арматуростроении. Какие допуска назначают на трапецеидальную резьбу? Зачем и почему? Откуда так сказать растут ноги?:-)
Эта резьба нарезана на шпинделе задвижки – она наружная, и нарезана во втулке резьбовой – она внутренняя.


Допуска выбираются из того же ГОСТа по следующей таблице. Рекомендуется сочетать поля допусков одного класса точности.

Похоже это допуска для грубой степени точности. Очень похоже на случай с зазорами в метрической резьбе, когда выбирались допуска более грубого квалитета.
Какую именно посадку выбрать 8Н/8 e или 8 H /8 c , а может все же обосновать выбор 9 H /9 c для нашего случая? Видимо можно ответить на этот вопрос, рассмотрев какие зазоры мы получаем в этих посадках и какие условия работы.
Реально в нашем случае стоит обозначение трапеции в чертежах Tr 36 x 6 LH -8Н/8 e . Узел этот работает в изделии, максимальная температура рабочей среды которого 450 градусов.






Легко нагруженные кинематические реверсивные соединения или фиксированные, редко регулируемые соединения и другие случаи Трапецеидальные винтовые соединения используются с минимальным зазором на стороне профиля, равным нулю (поля допуска H и L). На рисунке показано расположение полей допуска гайки и винта. 13.11, а. СТ СЭВ 836-78 устанавливает основное отклонение диаметра резьбы (рис. 13.11, b, c, d), точность диаметров d-4 и 6 (последняя используется только для винтов, изготовленных прокаткой), T 1-4.
При заданном значении амплитуды остроугольного импульса триггер уровня начинает вырабатывать прямоугольный импульс напряжения, который после усиления включает управляющее реле электромагнита исполнительного механизма. Людмила Фирмаль
Для y2 d3 и -6, 7, 8 и 9, две группы длины макияжа (нормальный N и большой I.), класс точности (точный средний и грубый) и рекомендуемые поля Допуск (Таблица 13.7). Максимальное отклонение получается согласно таблице СТ СЭВ 836-78. Отклонение верхнего предела из-за O не установлено стандартом. Используя пример спецификации резьбы d = 40 мм, рассмотрите правила определения поля допуска и посадки для трапециевидной резьбы с одним входом. P = 6 мм, поле допуска O2 7H и y2 7e: для винта Tg 40X6-7e; для посадки гаек Tg 40X6-7 7; Tg 40X6-1NPe.
Длина макияжа Укажите в соответствии с правилами, указанными при указании метрических потоков. Универсальный многопоточный трапецеидальный винтовой допуск (СТ СЭВ 185-75). Система допусков для одиночных и многозаходных трапецеидальных винтов Это похоже. на Таблица 13.7 Поле допусков для трапециевидных и упорных винтов. Одноразовый трапецеидальный винтовой допуск. В качестве примера, расположение поля допуска показанной резьбы соответствует схеме, показанной на рисунке 1.11 13.
- Основные различия обусловлены следующими фактами: По техническим причинам резьбы со значительным углом наклона спирали отклоняются от прямолинейности сторон Профиль. Для того, чтобы компенсировать эти отклонения, а также в случае многозапуска, обеспечить соответствие профиля профиля резьбы, в котором зацепляются винт и гайка. Трапецеидальные винты имеют только гарантированные зазоры, поле допуска w2 для ST SEV 185-75 не установлено. общая сумма Допуск среднего диаметра Рис.12 13.
Резьбы обеспечивают компенсацию фактического среднего диаметра, угла профиля, отклонения шага резьбы и высоты спирали 10, отклонение от прямолинейности сторон профиля. Сдвиг шага необходим для равномерного зацепления всех сопряженных винтов Превышает 30% от общего допуска. В таблице приведены допустимые поля, установленные для трапецеидального мультистарта для потоков. 13,7 Обозначение многозаходного трапецеидального винта отличается от обозначения однозаходного винта после указания диаметра резьбы (Tg 20).
Независимо от способа записи в числителе или на первом месте-в знаменателе или на втором месте линия, в которой помещается символ поля входного отверстия-в центре вала. Людмила Фирмаль
Ход выполнения потока и символ шага в скобках и их значения, например 20 x 4 (2) -8 8е. Упорные винты используются в различных винтовых механизмах, которые передают большие осевые нагрузки, направленные в одном направлении. такой Винтовые пары должны быть смазаны. Гарантированный зазор создаётся на боковом и внутреннем диаметре профиля резьбы (Рисунок 13.12). Не существует гарантированного зазора на наружном диаметре для улучшения центрирования. Внешняя полость для увеличения усталостной прочности винта Нить бегает.


Образовательный сайт для студентов и школьников
© Фирмаль Людмила Анатольевна — официальный сайт преподавателя математического факультета Дальневосточного государственного физико-технического института
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже:
d - наружный диаметр наружной резьбы (винта);
d2 - средний диаметр наружной резьбы;
d3 - внутренний диаметр наружной резьбы;
D1 - внутренний диаметр внутренней резьбы (гайки);
D2 - средний диаметр внутренней резьбы;
D4 - наружный диаметр внутренней резьбы;
Р - шаг резьбы.
N - длины свинчивания группы нормальные;
L - длины свинчивания группы длинные;
- допуски диаметров d, d2, d3, D1; D2;
es - верхнее отклонение диаметров наружной резьбы;
ES - верхнее отклонение диаметров внутренней резьбы;
ei - нижнее отклонение диаметров наружной резьбы;
EI - нижнее отклонение диаметров внутренней резьбы.
1.2. Система допусков резьбы предусматривает:
- допуски диаметров резьбы;
- положения полей допусков диаметров резьбы;
- классификацию длин свинчивания;
- поля допусков резьбы и их выбор с учетом длин свинчивания.
1.3. Схемы полей допусков наружной и внутренней резьбы приведены на чертеже.
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.4. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл. 1.
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметра D4 не устанавливаются.
Положения полей допусков наружной резьбы
Положения полей допусков внутренней резьбы
1. Степень точности 6 диаметра d допускается применять для резьбы, изготовляемой накатыванием.
2. Степень точности диаметра d3 должна соответствовать степени точности диаметра d2.
1.5. Положения полей допусков диаметра резьбы определяются основным отклонением (верхним es для наружной резьбы и нижним EI - для внутренней) и обозначаются буквами латинского алфавита (строчной для наружной резьбы и прописной - для внутренней).
Положения полей допусков приведены на чертеже и в табл. 2.
1.6. Длины свинчивания подразделяются на две группы: нормальные N и длинные L.
1.7. Поле допуска диаметра резьбы образуется сочетанием допуска и основного отклонения.
Поле допуска наружной резьбы образуется сочетанием полей допусков наружного, среднего и внутреннего диаметров.
Поле допуска внутренней резьбы образуется сочетанием полей допусков среднего и внутреннего диаметров.
1.8. Расчетные формулы и правила округления числовых значений допусков, основных отклонений и длин свинчивания приведены в обязательном приложении 1.
2.1. Обозначение поля допуска трапецеидальной резьбы состоит из обозначения поля допуска среднего диаметра, т.е. цифры, обозначающей степень точности, и буквы, обозначающей основное отклонение.
В тех случаях, когда для диаметра d назначают поле допуска 6h, то его дополнительно указывают в обозначении поля допуска резьбы.
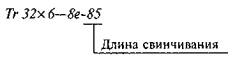
2.2. В условном обозначении резьбы обозначение поля допуска должно следовать за обозначением размера резьбы.
Тr 32 ´ 6-7е;
Тr 32 ´ 6-7Н;
Т r 32 ´ 6 LH-7e.
2.3. Длина свинчивания N в условном обозначении резьбы не указывается.
Длина свинчивания L при необходимости указывается в миллиметрах за обозначением поля допуска резьбы.
2.4. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Tr 32 ´ 6-7 H /7 e ;
Т r 32 ´ 6 LH-7H /7e.
Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 3 - 5.
Допуски диаметров d и D1
Допуски диаметров d2 и D2
Номинальный диаметр резьбы d, мм
Допуски диаметра d3
Номинальный диаметр резьбы d, мм
Основное отклонение диаметра d2
4.1. Числовые значения основных отклонений диаметров наружной и внутренней резьбы должны соответствовать указанным в табл. 6.
Основное отклонение, мкм
5.1. Длины свинчивания, относящиеся к группам N и L, должны соответствовать указанным в табл. 7.
Номинальный диаметр резьбы d
5.2. Допуск резьбы, если нет особых указаний, относится к наибольшей нормальной длине свинчивания, указанной в табл. 7, или ко всей длине резьбы, если она меньше наибольшей нормальной длины свинчивания.
6.1. Поля допусков наружной и внутренней резьбы, установленные в классах точности (точный, средний и грубый), должны соответствовать указанным в табл. 8.
Примечание . При повышенных требованиях к точности для длин свинчивания L допускается применять поля допусков, установленные для длин свинчивания N.
6.2. Поля допусков наружной и внутренней резьбы, указанные в табл. 8, являются ограничительным отбором из всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности по табл. 1 и основных отклонений по табл. 2.
Поля допусков, не предусмотренные табл. 8, являются специальными. Их применение допускается в технически и экономически обоснованных случаях, если поля допусков по табл. 8 не могут обеспечить требования, предъявляемые к изделию.
6.3. Предельные отклонения наружной и внутренней резьбы, соответствующие полям допусков, установленным в табл. 8, приведены в обязательном приложении 2.
6.4. В посадках допускаются любые сочетания полей допусков наружной и внутренней резьбы, установленные настоящим стандартом. Предпочтительней сочетать поля допусков одного класса точности.
6.5. Рекомендуемые замены допусков резьб по ГОСТ 9562 приведены в рекомендуемом приложении 3.
1. Числовые значения допусков диаметров наружной и внутренней резьбы 6-й степени точности рассчитаны по формулам:
где d - среднее геометрическое крайних значений интервалов номинальных диаметров по табл. 4, за исключением интервала 355 - 640 мм, для которого d является средним геометрическим значений 355 и 710 мм; d, мм; Р, мм; Т, мкм.
2. Числовые значения допусков остальных степеней точности определены умножением допуска 6-й степени точности на коэффициенты, приведенные в таблице.
Читайте также: