
Как определить переходную посадку
Обновлено: 05.10.2024
Таблица предельных отклонений при размерах от 1 до 500 мм.
Краткая характеристика и примеры применения посадок
Посадки с зазором. Скользящие посадки (сочетание отверстия Н с валом h) применяют главным образом в неподвижных соединениях при необходимости частой разборки (сменные детали), если требуется легко передвигать или поворачивать детали одну относительно другой при настройке или регулировании, для центрирования неподвижно скрепляемых деталей.
Посадку Н6/h5 применяют для особо точного центрирования, например, для пиноли в корпусе бабки станка.
Посадку Н7/h6 применяют: а) для сменных зубчатых колес в станках; б) в соединениях с короткими рабочими ходами, например, для хвостовиков пружинных клапанов в направляющих втулках (применима также посадка Н7/g6); в) для соединения деталей, которые должны легко передвигаться при затяжке; г) для точного направления при возвратно-поступательных перемещениях (поршневой шток в направляющих втулках насосов высокого давления); д) для центрирования корпусов под подшипники качения в оборудовании и различных машинах.
Посадку Н8/h7 используют для центрирующих поверхностей при пониженных требованиях к соосности.
Посадки H8/h8; H9/h8; Н9/h9 применяют для неподвижно закрепляемых деталей при невысоких требованиях к точности механизмов, небольших нагрузках и необходимости обеспечить легкую сборку (зубчатые колеса, муфты, шкивы и другие детали, соединяющиеся с валом на шпонке; корпуса подшипников качения, центрирование фланцевых соединений), а также в подвижных соединениях при медленных пли редких поступательных и вращательных перемещениях (перемещающиеся зубчатые колеса, зубчатые торцовые муфты).
Посадку Н11/h11 используют для относительно грубо центрированных неподвижных соединений (центрирование фланцевых крышек, фиксация накладных кондукторов), для неответственных шарниров.
Посадка H7/g6 характеризуется минимальной по сравнению с остальными величиной гарантированного зазора. Применяют в подвижных соединениях для обеспечения герметичности (например, золотник во втулке пневматической сверлильной машины), точного направления пли при коротких ходах (клапаны в клапанной коробке). Другие примеры применения: соединение шатунной головки с шейкой коленчатого вала, посадка клапанных коромысел в механизме распределения двигателя, сменные кондукторные втулки, для установки изделий на пальцах приспособлений. В особо точных .механизмах применяют посадки H6/g5 и даже Н5/g4.
Посадку Н7/f7 применяют в подшипниках скольжения при умеренных и постоянных скоростях и нагрузках, в том числе в коробках скоростей, центробежных насосах; для вращающихся свободно на валах зубчатых колес, а также колес, включаемых муфтами; для направления толкателей в двигателях внутреннего сгорания. Более точную посадку этого типа - H6/f6 используют для точных подшипников, золотниковых пар гидравлических передач легковых автомобилей.
Посадки H8/f8; H8/f9; Н9/f9 применяют для подшипников скольжения при нескольких или разнесенных опорах, для других подвижных соединений и центрирования при относительно невысоких требованиях к соосности (крупные подшипники в тяжелом машиностроении, посадки сцепных муфт, поршней в цилиндрах паровых машин, направление поршневых и золотниковых штоков в сальниках, центрирование крышек цилиндров).
Посадки Н7/е7; Н7/е8; Д8/е8 и Н8/е9 применяют в подшипниках при высо-~ кой частоте вращения (в электродвигателях, в механизме передач двигателя внутреннего сгорания), при разнесенных опорах или большой длине сопряжения, например, для блока зубчатых колес в станках. Посадки H8/d9; H9/d9 применяют, например, для поршней в цилиндрах паровых машин и компрессоров, в соединениях клапанных коробок с корпусом компрессора (для их демонтажа необходим большой зазор из-за образования нагара и значительной температуры). Более точные посадки этого типа Н7/d8; H8/d8 применяют -для крупных подшипников при высокой частоте вращения.
Из числа грубых посадок с зазором в 10-12 квалитетов наиболее предпочтительной является посадка Н11/d11, применяемая для подвижных соединений, работающих в условиях пыли и грязи (узлы сельскохозяйственных машин, железнодорожных вагонов), в шарнирных соединениях тяг, рычагов и т. п., для центрирования крышек паровых цилиндров с уплотнением стыка кольцевыми прокладками.
Переходные посадки. Предназначены для неподвижных соединений деталей, подвергающихся при ремонтах пли по условиям эксплуатации сборке и разборке. Взаимная неподвижность деталей обеспечивается шпонками, штифтами, нажимными винтами и т. п. Менее тугие посадки назначают при необходимости в частых разборках соединения, при неудобствах разборки и возможности повреждения соседних деталей; более тугие - если требуется высокая точность центрирования, при ударных нагрузках и вибрациях.
Посадка Н7/п6 (типа глухой) дает наиболее прочные соединения. Примеры применения: а) для зубчатых колес, муфт, кривошипов и других деталей при больших нагрузках, ударах или вибрациях в соединениях, разбираемых обычно только при капитальном ремонте; б) посадка установочных колец на валах малых и средних электромашин; в) посадка кондукторных втулок, установочных пальцев, штифтов. В приборостроении используется для передачи небольших нагрузок без дополнительного крепления (посадки осей, втулок, шкивов и др.)- Сборка производится под прессом.
Посадка H7/m6 (типа тугой) несколько слабее посадки типа глухой.(меньше натяги, повышается вероятность получения зазора), ее применяют при необходимости изредка разбирать соединение. С предельными отклонениями по /m6 выполняют посадочные места под подшипники качения в тяжелом машиностроении, цилиндрические штифты, но поле допуска тб не вошло в число предпочтительных, так как перекрывается соседними полями n6 и k6.
Посадка H7/k6 (типа напряженной) в среднем дает незначительный зазор (1-5 мкм) и обеспечивает хорошее центрирование, не требуя значительных усилий для сборки и разборки. Применяется чаще других переходных посадок: для посадки шкивов, зубчатых колес, муфт, маховиков (на шпонках), для втулок подшипников и вращающихся на валах зубчатых колес и др.
Посадка H7/j6 (типа плотной) имеет большие средние зазоры, чем предыдущая, и применяется взамен ее при необходимости облегчить сборку.
Более точные или грубые переходные посадки имеют примерно тот же характер, что и описанные одноименные посадки, и используются со ответственно при высоких или пониженных требованиях к точности центрирования.
Посадки с натягом. Выбор посадки производится из условия, чтобы при наименьшем натяге была обеспечена прочность соединения и передача нагрузки, а при наибольшем натяге - прочность деталей. Для применения поса док с натягом, особенно в массовом производстве, рекомендуется предварительная опытная проверка.
Посадку H7/р6 применяют при сравнительно небольших нагрузках (например, посадка на вал уплотнительного кольца, фиксирующего положение внутреннего кольца подшипника у крановых и тяговых двигателей).
Посадки H7/г6; H7/sб; H8/s7 используют в соединениях без крепежных деталей при небольших нагрузках (например, втулка в головке шатуна пневматиче- ского двигателя) и с крепежными деталями при больших нагрузках (посадка на шпонке зубчатых колес и муфт в прокатных станах, нефтебуровом оборудовании и др.).
Посадки Н7/u7 и Н8/u8 применяют в соединениях без крепежных деталей при значительных нагрузках, в том числе знакопеременных (например, соединение пальца с эксцентриком в режущем аппарате уборочных сельскохозяйственных машин); с крепежными деталями при очень больших нагрузках (посадка крупных муфт в приводах прокатных станов), при небольших нагрузках, но малой длине сопряжения (седло клапана в головке блока цилиндров грузового автомобиля, втулка в рычаге очистки зерноуборочного комбайна).
Посадки Н8/х8 и Н8/z8 характеризуются относительно большими натягами и допусками натяга, применяются в тяжелонагруженных соединениях или при материалах с относительно небольшим модулем упругости.
Посадки, с натягом высокой точности Hб/p5; H6/г5; Н6/s5 применяют относительно редко и в соединениях, особо чувствительных к колебаниям натягов, например, посадка двухступенчатой втулки на вал якоря тягового электродвигателя.
Допуски несопрягаемых размеров. Для несопрягаемых размеров допуски назначают по табл. 1 в зависимости от функциональных требований. Поля допусков обычно располагают в плюс для отверстий (обозначают буквой Н и номером квалитета, например, H3, H9, H14), в минус для валов (обозначают буквой h и номером квалитета, например, h3, h9, h14) и симметрично относительно нулевой линии (плюс-минус половина допуска обозначают, например, ± IТЗ /2; ± IТ9 /2; ± IT14 / 2. Симметричные поля допусков для отверстии могут быть обозначены буквами J5 (например,Js3, Js9, Js14), а для валов - буквами j (например, Js3; Js9; Js14).
Допуски по 12-17 квалитетам характеризуют несопрягаемые или сопрягаемые размеры относительно низкой точности.
Многократно повторяющиеся предельные отклонения в этих квадитетах разрешается не указывать у размеров, а оговаривать общей записью.
Переходные посадки предназначены для неподвижных, но разъемных соединений деталей и обеспечивают хорошее центрирование соединяемых деталей. При выборе переходных посадок необходимо учитывать, что для них характерна возможность получения, как натягов, так и зазоров. Натяги, получающиеся в переходных посадках, имеют относительно малую величину и обычно не требуют проверки деталей на прочность, за исключением отдельных тонкостенных деталей. Эти натяги недостаточны для передачи соединением значительных крутящих моментов или усилий. К тому же получение натяга в каждом из собранных соединений не гарантировано. Поэтому переходные посадки применяют дополнительным креплением соединяемых деталей шпонками, штифтами.
Трудоемкость сборки и разборки соединений с переходными посадками, так же как и характер этих посадок, во многом определяется вероятностью (частностью) получения в них натягов и зазоров.
При расчете вероятности натягов и зазоров обычно исходят из нормального распределения натягов размеров деталей при изготовлении. Распределение натягов и зазоров в этом случае также будет подчиняться нормальному закону, а вероятности их получения определяется с помощью интегральной функции.
Проведем расчет переходной посадки, в данной коробке подачи по d1, где сопрягаются две поверхности водила-ведомого и втулки упорной 11. Переходная посадка в данном случае для удобства при сборке и разборке, с возможностью небольшого натяга. Для данного соединения выбираем посадку типа . В данном случае она является предпочтительной. Получаем посадку Ø38 .
Определим максимальный и минимальный зазор для данного соединения.
Верхнее предельное отклонение es=+0,033 мм.
Нижнее предельное отклонение ei=+0,017 мм.
Верхнее предельное отклонение ES=+0,025 мм.
Нижнее предельное отклонение EI=0 мм.
Наименьший зазор Smin=EI−es=0−0,033=−0,033 мм.
Наибольший зазор Smax=ES−ei=0,025-0,017=0,005 мм.
Наименьший натяг Nmin= ei − ES =0,017−0,025=−0,008 мм.
Наибольший натяг Nmax= es −EI =0,033−0=0,033 мм.
Средний натяг Nm= .
Минимальный зазор равен максимальному натягу.
Допуск размера на вал :Td=es−ei=0,033-0,017=0,015 мм.
Допуск размера на отверстие :TD=ES−EI=0,025−0=0,025 мм.
Минимальный зазор равен максимальному натягу.
Определение среднеквадратичное отклонение натяга:
Определим предел интегрирования .
Пользуясь таблицей 1.1 [1, ч. 1], находим Ф(z)=0,4981.
Рассчитываем вероятность получения натягов и вероятность получения зазоров:
Определяем максимальные вероятные натяг и зазор :
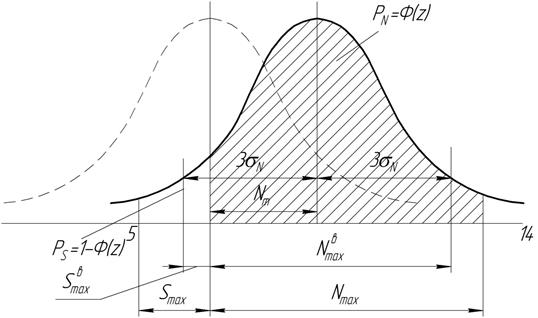
Схема к расчету вероятности получения зазоров и натягов при расчете переходной посадки
1. ОПИСАНИЕ КОНСТРУКЦИИ И ПРИНЦИПА ДЕЙСТВИЯ РЕДУКТОРА ПЛАНЕТАРНОГО 2-СТУПЕНЧАТОГО
Редуктор служит для снижения угловой скорости и повышения вращающего момента на ведомом валу без изменения угла вращательного движения.
Работа шестерёнчатого механизма осуществляется в масляной ванне. Для заливки масла в корпус редуктора 2 имеется отверстие, закрытое отдушиной 16, оно также служит для снижения избыточного давления. Корпус редуктора 2 закрывается крышкой редуктора 1. В крышке редуктора находится отверстие для посадки уплотнения 28, в крышку 1 вставляется вал шестерня, на который с одной стороны напрессовывается с натягом подшипники 27, 4 а, с другой стороны имеется паз для шпонки 29 и резьбы, для установочной гайки 30 и шайбы 31. На подшипник 4 напрессовывается водило-шестерня 3, которое с другой стороны также имеет напрессованный подшипник 4. Водило шестерня 3 имеет 3 отверстия в которые запрессовывают оси сателлитов 21. На оси сателлитов насажены подшипники 19. На которые ставятся сателлиты 22 и кольца пружинные 25, 26 для фиксации. Водило-шестерня 3 подшипником 4 входит в водило ведомое 7 которое установлено в корпусе редуктора 2 на подшипниках 8, между которыми установлено кольцо пружинное 9. На водило-ведомое напрессовывается втулка упорная 11. В корпусе 2 установлено уплотнение 10 для предотвращения потерь масла. Водило-ведомое 7 с одной стороны имеет паз для шпонки 16, шайбу конусную 12 которая прикручивается винтом 13 и фиксируется шайбой лапчатой 14, с другой – отверстие, в которое запрессовываются оси сателлитов 17. На оси 17 ставятся подшипники 19, с распорной втулкой 20 и сателлиты 18. Всё фиксируется пружинными кольцами 25 и 26. В корпусе редуктора 2 входит кольцо зубчатое корончатое, которое крепится винтом стопорным 5.
Крутящий момент от ведущего звена передаётся на вал-шестерню при помощи шпоночного соединения 29. Вал-шестерня вращается и посредствам зубчатого зацепления передаёт вращение на сателлиты 22 , которые запрессованы в водиле-шестерне 3 .Сателлиты вращаясь движутся по колесу зубчатому корончатому 6.Двигаясь по колесу зубчатому корончатому, сателлиты вращают водило-шестерню.В свою очередь водило-шестерня, посредствам зубчатого зацепления, передаёт вращение на сателлиты 18,запрессованные в водиле ведомом 7. Двигаясь по колесу зубчатому корончатому сателлиты вращают водило ведомое.
2. ВЫБОР ПОСАДОК МЕТОДОМ АНАЛОГОВ
2.1 Выбор и обоснование выбора посадок
Сопряжение по d2 Ø180 мм.
Данное сопряжение представляет собой соединение корпуса редуктора 2 и крышкой редуктора 1. Соединение разъемное, неподвижное. Для аналогичных соединений рекомендуется применять посадки типа так называемую “Скользящую”, применяемую для крышек подшипников, фланцевых соединений и т.д.
Выбираем переходную посадку из числа рекомендуемых в системе отверстия, обеспечивающую не высокое требование в точности центрирования часто разбираемых деталей и назначением.
Сопряжение d10 Ø32 мм.
Данное сопряжение представляет собой соединение оси сателлита 21 и водила-шестерни 3. Соединение разъемное, неподвижное. Ось сателлита 21 плотно запрессовывается в отверстие водила-шестерни 3..
Принимаем переходную посадку . Вероятность получения зазоров или натягов при такой посадке одинакова. Сборка и разборка проводиться без значительных усилий.
Сопряжение d1 Ø38 мм.
Соединение вала шестерни с другим валом или шестернёй. Соединение разъемное , неподвижное. Неподвижность обеспечивается шпонкой 29. Колесо должно хорошо центрироваться на валу для предотвращения биения в процессе работы. Для такого рода соединения, в случае умеренного нагружения применяются посадки с натягом. - прессовые соединения. Принимаем посадку , как предпочтительную из ряда других. Небольшой натяг получающийся в большинстве соединений, достаточен для центрирования деталей и предотвращение их вибрации в процессе работы узла.
2.2Расчет размерных параметров выбранных посадок
Определяем предельные отклонения по табл. 1.29 и 1.36 [1, ч.1]
для сопряжения d2=180 мм (ВЫБОР ПОСАДКИ С ЗАЗОРОМ)
Определяем размерные параметры отверстия
Верхнее предельное отклонение:
Нижнее предельное отклонение:
Максимальный диаметр отверстия:
Минимальный диаметр отверстия:
Средний диаметр отверстия:
Определяем размерные параметры вала :
Верхнее предельное отклонение:
Нижнее предельное отклонение:
Максимальный диаметр вала:
Минимальный диаметр вала:
Средний диаметр вала:
Допуск размера на вал:
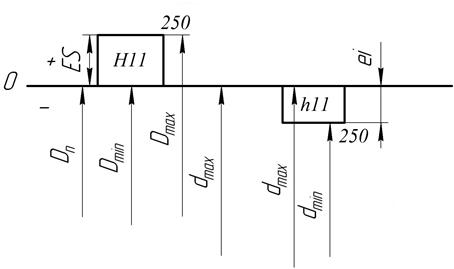
Рис. 2.1.Схема взаиморасположения полей допусков
Определяем характеристики посадки по предельным размерам:d2 Ø180
Определяем предельные отклонения по табл. 1.29 и 1.36 [1, ч.1] для сопряжения D10= 32 мм (ВЫБОР ПОСАДКИ С НАТЯГОМ)
Определяем размерные параметры отверстия :
Верхнее предельное отклонение:
Нижнее предельное отклонение:
Максимальный диаметр отверстия:
Минимальный диаметр отверстия:
Средний диаметр отверстия:
Допуск размера отверстия:
Определяем размерные параметры вала :
Верхнее предельное отклонение:
Нижнее предельное отклонение:
Максимальный диаметр вала:
Минимальный диаметр вала:
Средний диаметр вала:
Допуск размера на вал:
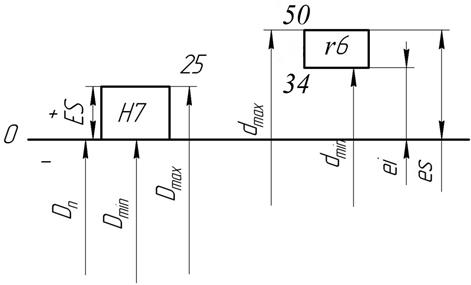
Рис.2.2.Схема взаиморасположения полей допусков
Определяем характеристики посадки по предельным размерам: d10Ø 32
Определяем предельные отклонения по табл. 1.29 и 1.36 [1, ч.1] для сопряжения d1= 38 мм (ВЫБОР ПЕРЕХОДНОЙ ПОСАДКИ).
Определяем размерные параметры отверстия :
Верхнее предельное отклонение:
Нижнее предельное отклонение:
Максимальный диаметр отверстия:
Минимальный диаметр отверстия:
Средний диаметр отверстия:
Допуск размера отверстия:
Определяем размерные параметры вала :
Верхнее предельное отклонение:
Нижнее предельное отклонение:
Максимальный диаметр вала:
Минимальный диаметр вала:
Средний диаметр вала:
Допуск размера на вал:
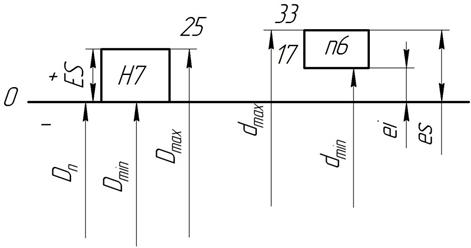
Рис. 2.3.Схема взаиморасположения полей допусков
Определяем характеристики посадки по предельным размерам: d1 Ø38
2.4 Рабочие эскизы сборочных единиц и сопрягаемых деталей
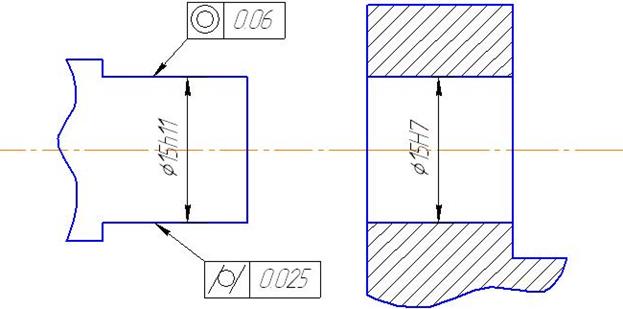
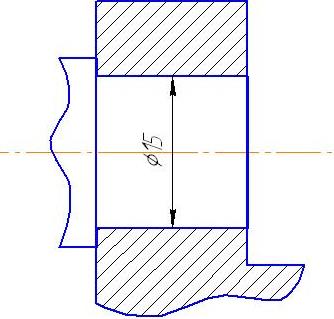
эскизы сборочных единиц d
Введение
Оценить и гарантировать качество изделий можно только в том случае, если их качественные характеристики четко определены и должным образом узаконены. Документами, в которых установлены необходимые качественные характеристики и показатели различной продукции, являются стандарты. Поэтому изучение основ стандартизации введено во всех технических и экономических средних и высших специальных учебных заведениях. Научно-технический прогресс требует непрерывного выпуска однотипных изделий высокого качества, имеющих минимальную стоимость и одинаковые технические характеристики. Поэтому для нас большую роль также играет взаимозаменяемость различных деталей. Данная курсовая посвящена практическому применению данных понятий. Целью данного курсовой работы является обучение студентов применять на практике знания о посадках, шероховатости, отклонениях от формы и взаимного расположения поверхностей деталей. Задача состоит в правильном применении метода аналогов для заданных сопряжений, определении шероховатости, отклонения формы и взаимного расположения поверхности деталей входящих в сопряжение, расчет и выбор переходных, комбинированных, шпоночных и с натягом посадок.
• В сопряжении могут получаться как зазоры, так и натяги. На рис. 1.10 приведена в сокращении схема расположения полей допусков переходных посадок в системе отверстия для размеров до 500 мм.
• Используются как центрирующие посадки.
• Предназначены для неподвижных, но разъемных соединений, так как обеспечивают легкую сборку и разборку соединения.
• Требуют, как правило, дополнительного крепления соединяемых деталей шпонками, штифтами, болтами и т. п.

Области применения некоторых рекомендуемых переходных посадок

Посадка применяется для сопряжения стаканов подшипников с корпусами, небольших шкивов и ручных маховичков с валами.

Посадка широко применяется для сопряжения зубчатых колес, шкивов, маховиков.

Посадка применяется для сопряжения зубчатых колес, шкивов, маховиков, муфт с валами, для установки тонкостенных втулок в корпуса, кулачков на распределительном валу.

Посадка применяется для сопряжения тяжелонагруженных зубчатых колес, муфт, кривошипов с валами, для установки постоянных кондукторных втулок в корпусах кондукторов, штифтов и т. п.
Расчет переходных посадок
Расчеты переходных посадок выполняются редко и в основном как проверочные. Расчеты могут включать:
• расчет вероятности получения зазоров и натягов в соединении;
• расчет наибольшего зазора по известному предельно допустимому эксцентриситету соединяемых деталей;
• расчет прочности сопрягаемых деталей (только для тонкостенных втулок) и наибольшего усилия сборки при наибольшем натяге посадки.
Эта лекция взята со страницы лекций по допускам и посадкам:
Возможно вам будут полезны эти страницы:


Образовательный сайт для студентов и школьников
© Фирмаль Людмила Анатольевна — официальный сайт преподавателя математического факультета Дальневосточного государственного физико-технического института
Home Машиностроение Основы взаимозаменяемости Определение и обозначение посадок
Определение и обозначение посадок
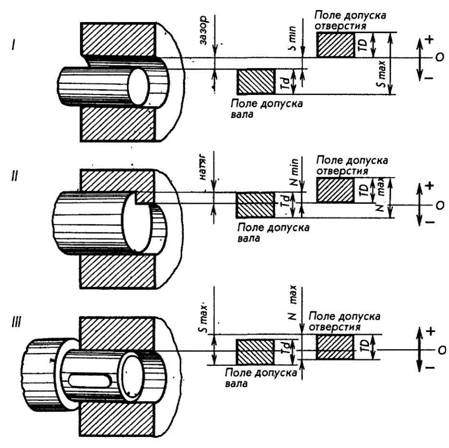
Зазором (рис. 119,I) называется разность размеров отверстия D и вала d, если размер отверстия больше размера вала. Зазор обеспечивает свободу относительного перемещения деталей. Чем больше зазор, тем больше свобода движений в соединении.
Натягом (рис. 119, II) называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадки разделяют на три группы: посадки с зазором (подвижные посадки). Для этих посадок диаметр отверстия больше диаметра вала, благодаря этому детали в собранном состоянии обладают свободой взаимного перемещения.
При конструировании машин подвижные посадки выбирают по условиям, в которых будет работать проектируемое соединение. При этом определяется такой зазор при котором коэффициент трения минимален. Подвижные посадки разделяются между собой установленной величиной зазора. Каждая следующая посадка в приведенной в табл. 10 последовательности характеризуется относительно меньшим зазором по сравнению с предыдущей;
Посадки с натягом (неподвижные посадки). Для этих посадок диаметр отверстия меньше диаметра вала, что обеспечивает соединение с натягом. Посадки этой группы характеризуются неразъемностью соединений. Такие соединения осуществляется под прессом, при нагреве охватывающей детали (отверстия) или охлаждения охватываемой (вала).
Неподвижные посадки применяют в том случае, когда возникает необходимость исключить возможность относительного перемещения соединенных деталей или передавать крутящий момент без дополнительных средств крепления (шпонки, винты установочные, штифты и т. п.);
Переходные посадки. Переходными эти посадки названы потому, что до сборки вала и отверстия нельзя сказать, что будет в соединении — зазор или натяг. Это означает, что в переходных посадках диаметр отверстия может быть меньше, больше или равен диаметру вала (рис. 119, III).
Группа переходных посадок предназначается для соединений, которые подвергаются разборке и сборке под легкими ударами деревянного или свинцового молотка.
Система ИСО содержит 27 обозначений полей допусков для отверстия, столько же — для валов. Путем сочетания разноименных полей допусков можно получить свыше 700 различных посадок, в которых отверстие и вал будут обозначаться не только одинаковыми, но и разными буквами. Однако одновременное применение всех возможных полей допусков неэкономично, так как это затруднило бы унификацию изделий, размерных инструментов и калибров. Для практического применения рекомендуется ограниченное число предпочтительных посадок (27 посадок в интервалах размеров от 1 до 500 мм).
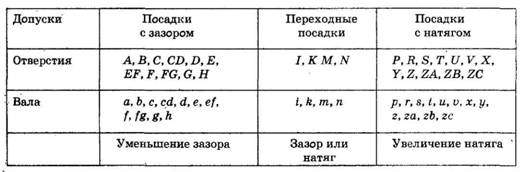
Ниже в табл. 10 приводится обозначение полей допусков по группам. Сопоставляя каждую пару одинаковых по значению букв и читая эти ряды слева направо, можно получить 11 посадок с последовательно уменьшающимися зазорами до нулевого, далее 4 переходные посадки и 12 посадок с увеличивающимся натягом. Указанные поля допусков определенным образом сгруппированы по квалитетам.
Поле допуска в ЕСДП образуется сочетанием основного отклонения (характеристика расположения) и квалитета (характеристика допуска). Соответственно условное обозначение поля допуска состоит из буквы основного отклонения и числа — номера квалитета, например: поля допусков валов h6; d10; s7; поля допусков отверстий Н6,D10, S7.
Посадка образуется сочетанием полей допусков отверстия и вала. Условное обозначение посадки выполняется в виде дроби или в одну строку, причем в числителе или на первом месте указывается обозначение поля допуска отверстия, а в знаменателе или на втором месте — вала, например: H8/f7; H8—f7.
Читайте также: